Під технологічною операцією ТК розуміється закінчена частина процесу контролю, виконувана на одному робочому місці, яка характерна сталістю застосовуваного засобу контролю при перевірці одного або декількох контрольованих ознак в одного або декількох певних об'єктів контролю.
При проектуванні операцій ТК прагнуть до дотримання конструкторських, технологічних і вимірювальних баз. При розробці операцій ТК повинне забезпечуватися:
1 Впровадження прогресивних методів контролю й оцінки якості продукції;
2 Систематичне підвищення продуктивності праці;
3 Зниження трудомісткості контролю з важкими й шкідливими умовами.
Всі операції розроблювального в даному курсовому проекті процесу ТК проводяться над готовим виробом, тому що приймальний контроль має на увазі контроль готової продукції. Приймальний контроль заготівель, деталей, вузлів, виробів у процесі виробництва здійснює контролер ОТК, закріплений за даною ділянкою виробництва. На приймальний контроль продукцію пред'являє виробничий майстер даної ділянки виробництва при виконанні всіх операцій відповідно до технологічного процесу й після прийняття продукції контролером ОТК на кожній операції, на підставі виписаній накладній і відомості матеріалів, технологічного процесу, креслення. Виробничий майстер несе повну відповідальність за дотримання послідовності технологічного процесу. На приймальному контролі контролер ОТК візуально контролює виконання всіх операцій відповідно до технологічного процесу.
Контроль шорсткості проводять візуально, порівнюють зі зразками.
Приладом для контролю напрямку зуба перевіряють напрямок зуба.
Контролюють крок зачеплення за допомогою крокоміра.
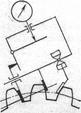
Малюнок 1 - Схема контролю кроку зачеплення
Для комплексної перевірки зубчастого колеса використовують прилад для комплексної перевірки зубчастого колеса прилад для комплексної перевірки зубчастих коліс моделі МЦМ - 160.
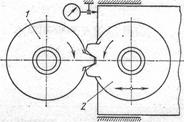
Малюнок 2 - Схема контролю комплексної перевірки зубчастого колеса 1- вимірюване колесо; 2 - еталонне колесо
Контроль діаметрів зовнішній циліндричної поверхні Ø157,5 мм, здійснюється за допомогою скоби.
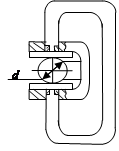
Малюнок 3 - Схема контролю діаметрів зовнішніх поверхонь
Контроль діаметра внутрішньої циліндричної поверхні Ø40 мм, здійснюється калібром-пробкою.
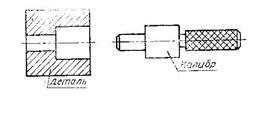
Малюнок 4 - Схема контролю діаметра внутрішньої поверхні
Контроль радіального биття зубчастого вінця здійснюється пристосуванням для контролю радіального биття зубчастого вінця циліндричного колеса представлений у графічній частині.
Визначення об'єму контролю. Плани контролю
Визначення об'ємів контролю здійснюється з метою раціонального призначення вибірок у партії об'єктів контролю. Визначення об'ємів контролю здійснюється з метою раціонального призначення вибірок у партії об'єктів контролю. Вибірки можуть відбиратися під час комплектування партіями або після комплектації всіх одиниць, що представляють собою партію. Відібрані вироби повинні бути опломбовані. Кількість повинне відповідати числу, установленому в нормативній документації на продукцію. виробам, Що Надійшло на контроль, привласнюється позначення відповідно до вимог нормативної документації.
Під планом контролю розуміють сукупність значень об'ємів вибірок, приймальних і бракувальних чисел. Для визначення плану контролю варто встановити тип плану контролю, показник якості й об'єм вибірки.
Для визначення об'єму й плану контролю скористаємося ДЕРЖСТАНДАРТ 50779-73 «Якість продукції. Статистичний приймальний контроль по альтернативній ознаці. Одноступінчасті й двоступінчасті плани контролів».
Темою даного курсового проекту передбачається 3 категорія контролю, який відповідає перевірка об'єктів контролю з вимогами економічно оптимальної якості й найбільший ефективності. Як режим контролю встановлюється нормальний режим, тому що даний режим застосовується при сталому процесі виробництва.
Вибираємо одноступінчастий план контролю, тому що він характеризується найбільшим об'ємом вибірки, і його варто застосовувати в наступних випадках: вартість контролю виробу є невеликий, тривалість контролю є занадто тривалою й партія не може бути затримана до моменту закінчення контролю.
Партією вважають деталі одного типу, виготовлені в тих самих технологічних умовах за період не більше 30 доби. Тому зубчасте колесо пред'являють до приймання партіями об'ємом 68 шт. Приймаємо другий ступінь контролю, тому що він забезпечує досить ретельний процес проведення контролю зубчастого колеса. При другому ступені контролю код об'єму вибірки - 10. Задаємо приймальний рівень якості для трьох класів дефектів (таблиця 8).
Таблиця 8 - Плани контролю
| Клас дефектів | Приймальний рівень якості в% |
| Критичні | 0,10 |
| Значні | 0,25 |
| Малозначні | 0,4 |
Визначаємо об'єми вибірок, приймальні й бракувальні числа (таблиця 9).
Таблиця 9 - Бракувальні й приймальні числа
| Клас дефектів | Об'єм вибірки | Приймальні й бракувальні числа |
| Критичні | 125 | 0/1 |
| Значні | 200 | 1/2 |
| Малозначні | 125 | 0/1 |
Дата: 2019-07-31, просмотров: 325.