Исходными данными для расчета припусков являются:
- Метод получения заготовки;
- Размер поверхности по чертежу детали;
- Маршрут обработки поверхности;
Исходные данные:
Rz=100 мкм, h=200 мкм, ξз =0;
 ;
;
 мкм;
мкм;
 мкм;
мкм;
Проверка правильности расчета:

1,61-1,5=1,4-1,29;
Следовательно, припуски определены правильно. Результаты расчетов
сводим в таблицу.
Таблица 2 - Расчет припусков и предельных размеров по технологическим операциям обработки
| Операция обработки | Элемент припуска, мкм | Предельный размер, мм | Предельный припуск, мм | |||||
| rZ | h | ξ. | ρ | dmin | dmax | 2Zmin мкм | 2Zmin мкм | |
| Фрезерно-центровальная | 100 | 200 | 0 | 168 | 75 | 75 | - | - |
| Токарная черновая | 50 | 50 | 0 | 110 | 72,62 | 72,8 | 1500 | 1610 |
| Токарная чистовая | 30 | 30 | 0 | 73 | 72,25 | 72,45 | 220 | 370 |
| Токарная | 30 | 30 | 0 | 81 | 40,01 | 40,12 | 1500 | 1610 |
| Шлицефрезерная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 20 20 20 | 40 40 40 | 0 0 0 | 50 50 50 | 65,3 65,5 72,16 | 65,35 65,35 72,2 | 1800 1800 1800 | 1910 1910 1910 |
| Круглошлифовальная | 10 | 20 | 0 | 25 | 65,2 | 65,10 | 60 | 90 |
| Шлицешлифовальная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 6,3 6,3 6,3 | 8 8 8 | 0 0 0 | 15 15 15 | 65,2 65,2 72,05 | 65,01 65,01 72,09 | 1200 1200 1200 | 1330 1330 1370 |
| Сверлильная | 40 | 50 | 0 | 60 | 8,38 | 8,4 | 2100 | 2330 |
| Расточная | 50 | 50 | 0 | 65 | 29,98 | 30,13 | 1700 | 1530 |
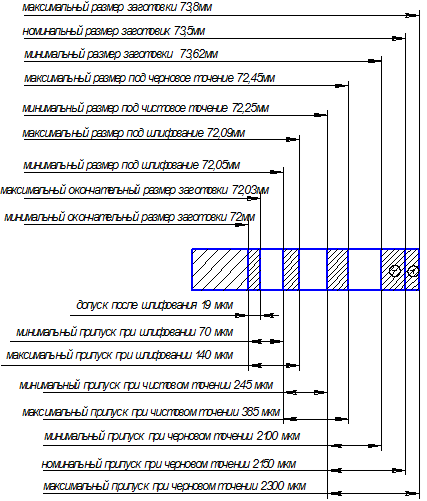
Рис. 1. Схема графического расположения припусков и допусков на обработку поверхности
Расчет режимов резания
Режимы резания определяются глубиной резания t, подачей s, скоростью резания V. Их значения влияют на точность и качество получаемой поверхности, производительность себестоимость обработки.
Для обработки сначала устанавливают глубину резания, а затем назначают подачу и скорость. При обработке поверхности на предварительно настроенном станке глубина резания равна припуску на обработку по выполняемому технологическому переходу.
Подача должна быть установлена максимально допустимой. При черновой обработке она ограничивается прочностью и жесткостью элементов технологической системы станка, а при чистовой и отделочной - точностью размеров и шероховатостью поверхности.
Скорость резания зависит от выбранной глубины резания, подачи, качества и марки обрабатываемого материала, а также многих других факторов.
Рассчитывается согласно установленным для каждого вида обработки эмпирическим формулам, которые имеют следующий общий вид:

Где  - коэффициент характеризующий условия обработки;
- коэффициент характеризующий условия обработки;
Т – показатель периода стойкости инструмента;
t- глубина резания, мм;
S – подача инструмента, мм/об;
m,x,y – коэффициенты указывающие на вероятность безотказной работы инструмента.
Зная период стойкости инструмента, находим скорость резания:
 м/мин,
м/мин,
Определяем расчетное значение частоты вращения шпинделя:

Где  - скорость резания м/мин;
- скорость резания м/мин;
 - диаметр детали, мм;
- диаметр детали, мм;
 ,
,
Подбираем по паспорту станка ближайшее меньшее значение n, n=500  . Определяем действительную скорость резания:
. Определяем действительную скорость резания:


Аналогично рассчитываются режимы резания на остальные операции и записываются б таблицу и операционные карты.
Таблица 3 - Сводная таблица режимов резания
| Номер операции | Наименование операции перехода | Глубина резания t , мм | Длина резания l, мм | Подача S0, мм/об | Скорость V, м/мин | Частота вращения n, мин | Минутная подача S, м/мин | Основное время t0, мин |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Фрезерно-центровальная 1.Фрезерование торцов. 2. Сверление центровых отверстий. | 3 8 | 75 8 | 0,25 0,20 | 90 16 | 500 340 | 0,06 0,02 | 0,3 0,2 | |
| Токарная (черновая) 1. Точить поверхности. | 4 | 254 | 0,3 | 150 | 500 | 0,09 | 2,1 | |
| Токарная (чистовая) 1. Точить поверхности. 2.Расточить поверхность. 2.Сверлить отверстия. 3. Нарезать резьбу. | 4 - - 2 | 254 6 21 16 | 0,35 0,15 0,1 0,18 | 50 40 21 16 | 380 500 81 36 | 0,4 0,08 0,09 0,08 | 2,07 0,03 0,18 5,2 | |
| 040 | Термическая | - | - | - | - | - | - | - |
| 045 | Круглошлифовальная. 1.Шлифовать поверхность ф65(+0,002+0,021) 2.Шлифовать поверхность ф65. | 1 32 | 35 35 | 0,02 0,02 | 30 30 | 90 90 | 0,025 0,025 | 0,24 0,1 |
| Жлицешлифовальная. 1.Шлифовать шлицы эв60*3,5*10d; эв60*3,5*10d; D8*62*72*8*12d10. | 1 | 58,12, 57 | 0,02 | 25 | 90 | 0,024 | 10,6 |
Расчет норм времени
В качестве примера рассчитаем нормы времени для токарной операции.
Учитывая, что мы имеем крупносерийное производство, норма штучного времени рассчитывается по формуле:

Где  - основное время;
- основное время;
 - вспомогательное время;
- вспомогательное время;
 - время на обслуживание рабочего места;
- время на обслуживание рабочего места;
 -время на отдых;
-время на отдых;
Значения  находим из таблиц для токарной операции [1]:
находим из таблиц для токарной операции [1]:

 мин,
мин,  мин,
мин,
Учитывая полученные данные рассчитаем оперативное время по формуле:


 мин,
мин,
Время на обслуживание и отдых в серийном производстве найдем в процентах от оперативного времени  .
.

 мин,
мин,

 мин,
мин,
 мин,
мин,
Таблица 4 - Сводная таблица норм времени
| Номер операции | Наименование операции | Основное время | Вспом. время | Оператив ное время | Время обслуживан. | Время на отдых | Штучное время | |
| Тех. | Орг. | |||||||
| 005 | Фрезерно-центровальная | 0,8 | 0,64 | 1,44 | 0,07 | 0,05 | 0,03 | 1,6 |
| 010 | Токарная черновая | 2,1 | 0,27 | 2,37 | 0,1 | 0,09 | 0,05 | 2,6 |
| 015 | Токарная чистовая | 2,07 | 0,27 | 2,34 | 0,1 | 0,09 | 0,05 | 2,6 |
| 020 | Токарная | 0,1 | 0,35 | 0,45 | 0,02 | 0,018 | 0,009 | 0,5 |
| 025 | Шлицефрезерная | 16 | 0,7 | 16,7 | 0,8 | 0,7 | 0,3 | 18,93 |
| 030 | Круглошлифовальная | 0,34 | 0,62 | 0,96 | 0,05 | 0,04 | 0,02 | 1,1 |
| 035 | Шлицешлифовальная | 10,6 | 0,8 | 11,4 | 0,6 | 0,5 | 0,2 | 12,7 |
| 040 | Сверлильная | 0,18 | 2,7 | 2,78 | 0,13 | 0,11 | 0,05 | 3,1 |
| 045 | Резьбонарезная | 5,2 | 1,1 | 6,3 | 0,3 | 0,2 | 0,1 | 6,9 |
| 050 | Расточная | 0,03 | 0,2 | 0,23 | 0,01 | 0,01 | 0,005 | 0,2 |
| 055 | Слесарная | 1 | 0,2 | 1,2 | 0,06 | 0,05 | 0,02 | 1,3 |
Расчет точности операций
Расчет точности произведем для токарной чистовой операции (квалитет IT7).
Величина суммарной погрешности обработки по диаметральным и продольным размерам в серийном производстве определяется по формуле.
 ,
,
где  -погрешность, обусловленная износом режущего инструмента,
-погрешность, обусловленная износом режущего инструмента,
 -погрешность настройки станка,
-погрешность настройки станка,
 -поле рассеяния погрешностей обработки, обусловленных действием случайных факторов,
-поле рассеяния погрешностей обработки, обусловленных действием случайных факторов,
 -погрешность установки заготовки,
-погрешность установки заготовки,
Рассчитаем точность обработки поверхности  где
где
=0,002 мм,
=0,005 мм,
 =0,001 мм,
=0,001 мм,
=0,0013 мм.
 мм.
мм.
Так как  ; 0,006<0,019, то необходимая точность обработки будет обеспечиваться.
; 0,006<0,019, то необходимая точность обработки будет обеспечиваться.
Конструкторский раздел
Дата: 2019-07-30, просмотров: 353.