Содержание
Введение
1. Технологический раздел
1.1 Назначение и конструкция детали
1.2 Анализ технологичности конструкции
1.3 Определение типа производства
1.4 Анализ базового технического процесса
1.5 Выбор заготовки
1.6 Проектирование маршрута технологического процесса
1.7 Расчет припусков на обработку
1.8 Расчет режимов резания
1.9 Расчет норм времени
1.10 Расчет точности операций
2. Конструкторский раздел
2.1 Расчет и проектирование станочного приспособления
2.1.1 Проектирование станочного приспособления
2.1.2 Описание устройства и работы приспособления
2.1.3 Расчет производительности приспособления
2.2 Расчет сил резания, усилия зажима детали в приспособлении
2.3 Расчет сил резания, усилия зажима детали в приспособлении
3. Экономическое обоснование принятого варианта технологического процесса
4. Научно – исследовательская часть проекта
Выводы
Введение
Технология машиностроения как наука возникла в ХХ в. в связи с развитием машиностроительной промышленности и развивалась вместе с ней, накапливая соответствующие методы и приёмы изготовления машин.
Большой вклад в её развитие внесли российские учёные А.П.Соколовский, Б.С.Балакшин, В.М.Кован, В.С.Корсоков, А.А.Маталин и многие другие, а также белорусские ученые П.И.Ящерицын, Е.Г.Коновалов, П.А.Витязь, Г.К.Горанский, В.Д.Цветков и др.
К технологии машиностроения относятся следующие области производства: технология литья, технология обработки давлением, технология сварки, технология механической и физико-химической обработки, технология сборки машин, т.е. технология машиностроения охватывает все этапы процесса изготовления машиностроительной продукции.
Кроме того под технологией машиностроения понимают учебную дисциплину, изучающую преимущественно процессы механической обработки заготовок и сборки машин, а также затрагивающую вопросы выбора заготовок и метода их изготовления.
Современные направления развития технологии машиностроения (оптимизация режимов и процессов обработки, автоматизации серийного производства и управления техническими процессами, применение технологических методов повышения эксплуатационных свойств изготовления и др.) в значительной мере основываются на достижении математических наук, электронной и вычислительной техники, кибернетики, робототехники, металлографии, и других теоретических и технических наук.
Технология хозяйственного машиностроения является одной из отраслей машиностроения. Однако оно имеет свои особенности, обусловленные следующими причинами: высокие требования к износостойкости и усталостной прочности рабочих поверхностей деталей, испытывающих большие нагрузки; относительно большие габариты и масса изготавливаемых машин; преимущественно мелкосерийный и серийный характер производства и др.
Технологический раздел
Назначение и особенности конструкции детали
Наша деталь вал к многоковшовому погрузчику зерна ТО – 18А . Допуски на размер и форму ответственных частей детали находятся в жестких пределах, что обусловлено повышенной точностью при установке детали на рабочее место. В качестве исполнительной поверхности выступают шлицы вала, к обработке которых предъявлены особые требования. Материал детали - Сталь 45Х ГОСТ 4-543-71. Данный материал характеризуется хорошей обрабатываемостью резанием и хорошими пластическими свойствами. Обычно применяется для средненагруженных деталей, работающих при небольших скоростях и средних удельных давлениях. Поэтому можно сделать вывод, что материал детали соответствует предъявляемым требованиям и является приемлемым.
Таблица 1 - Расчет коэффициента закрепления операций
| Операция | Тшт мин | мр | Р |  зф зф
| O |
| Фрезерно-центровальная | 1,6 | 0,19 | 1 | 0,19 | 3,9 |
| Токарная черновая | 2,6 | 0,3 | 1 | 0,3 | 2,5 |
| Токарная чистовая | 2,6 | 0,3 | 1 | 0,3 | 2,5 |
| Токарная | 0,1 | 0,01 | 1 | 0,01 | 75 |
| Шлицефрезерная | 18,5 | 2,1 | 2 | 1,05 | 0,7 |
| Кругошлифовальная | 1,1 | 0,13 | 1 | 0,13 | 5,8 |
| Шлицешлифовальная | 12,7 | 1,5 | 2 | 0,75 | 1 |
| Сверлильная | 3,1 | 0,4 | 1 | 0,4 | 1,9 |
| Резьбонарезная | 0,9 | 0,8 | 1 | 0,8 | 0,9 |
| Расточная | 0,2 | 0,02 | 1 | 0,02 | 37,5 |
| Слесарная | 1,3 | 0,15 | 1 | 0,15 | 5 |
| Σ Р= 13 Σ О =136 | |||||
Следовательно, производство детали будет среднесерийным.
Выбор заготовки
Для выбора метода получения заготовки рассчитывается стоимость заготовки.
Рассмотрим два метода получения заготовки и на основании полученных результатов сделаем заключение о рентабельности выбранного метода получения заготовки.
Расчет стоимости заготовки для детали из проката:
 ,
,
 ш/мин.
ш/мин.
где Lрез – длинна резания при разрезании проката на штучные заготовки, мм;
y – величина врезания и пробега, мм;
Sм – минутная подача при резании мм/мин;
 - коэффициент показывающий долю вспомогательного времени;
- коэффициент показывающий долю вспомогательного времени;
 р;
р;
Где Сп.з – приведенные затраты на заготовительные операции, р/ч;
Tшт – штучное время выполнения заготовительной операции, мин;

 р;
р;
Где Q – масса заготовки, кг;
S – цена 1 кг материала заготовки, р;
q – масса детали, кг;
Sотх – цена 1 кг отходов, р;
 руб;
руб;
где M – затраты на материал заготовки, р;
 - технологическая себестоимость заготовительных операций, р;
- технологическая себестоимость заготовительных операций, р;
Расчет стоимости заготовок полученных литьем или штамповкой:

 руб.
руб.
где С1 - базовая стоимость 1т заготовок, руб.;
Кm - коэффициент, зависящий от класса точности. Кт=1;
Кс - коэффициент, зависящий от степени сложности. Кс=1;
Кв - коэффициент, зависящий от массы заготовки. Кв=1;
Км - коэффициент, зависящий от марки материала. Км=1,79;
Кп - коэффициент, зависящий от объема выпуска заготовок Кп=1;
Q - масса заготовки, кг,
Sотх— базовая стоимость 1 т отходов, руб.;
q - масса детали, кг.
Вывод: производство деталей, полученные путем проката экономически выгодно.
Таблица 2 - Расчет припусков и предельных размеров по технологическим операциям обработки
| Операция обработки | Элемент припуска, мкм | Предельный размер, мм | Предельный припуск, мм | |||||
| rZ | h | ξ. | ρ | dmin | dmax | 2Zmin мкм | 2Zmin мкм | |
| Фрезерно-центровальная | 100 | 200 | 0 | 168 | 75 | 75 | - | - |
| Токарная черновая | 50 | 50 | 0 | 110 | 72,62 | 72,8 | 1500 | 1610 |
| Токарная чистовая | 30 | 30 | 0 | 73 | 72,25 | 72,45 | 220 | 370 |
| Токарная | 30 | 30 | 0 | 81 | 40,01 | 40,12 | 1500 | 1610 |
| Шлицефрезерная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 20 20 20 | 40 40 40 | 0 0 0 | 50 50 50 | 65,3 65,5 72,16 | 65,35 65,35 72,2 | 1800 1800 1800 | 1910 1910 1910 |
| Круглошлифовальная | 10 | 20 | 0 | 25 | 65,2 | 65,10 | 60 | 90 |
| Шлицешлифовальная 1)эв60*3,5*10d 2)эв60*3,5*10d 3)D8*62*72*8*12d | 6,3 6,3 6,3 | 8 8 8 | 0 0 0 | 15 15 15 | 65,2 65,2 72,05 | 65,01 65,01 72,09 | 1200 1200 1200 | 1330 1330 1370 |
| Сверлильная | 40 | 50 | 0 | 60 | 8,38 | 8,4 | 2100 | 2330 |
| Расточная | 50 | 50 | 0 | 65 | 29,98 | 30,13 | 1700 | 1530 |
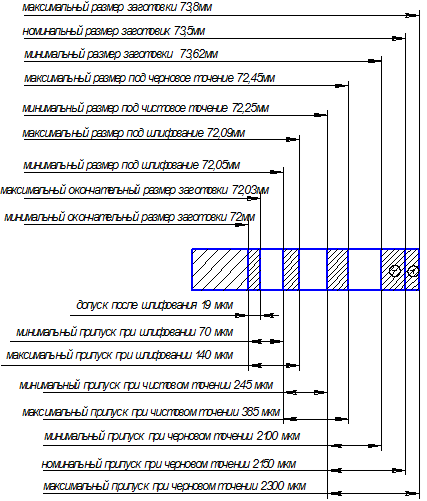
Рис. 1. Схема графического расположения припусков и допусков на обработку поверхности
Расчет режимов резания
Режимы резания определяются глубиной резания t, подачей s, скоростью резания V. Их значения влияют на точность и качество получаемой поверхности, производительность себестоимость обработки.
Для обработки сначала устанавливают глубину резания, а затем назначают подачу и скорость. При обработке поверхности на предварительно настроенном станке глубина резания равна припуску на обработку по выполняемому технологическому переходу.
Подача должна быть установлена максимально допустимой. При черновой обработке она ограничивается прочностью и жесткостью элементов технологической системы станка, а при чистовой и отделочной - точностью размеров и шероховатостью поверхности.
Скорость резания зависит от выбранной глубины резания, подачи, качества и марки обрабатываемого материала, а также многих других факторов.
Рассчитывается согласно установленным для каждого вида обработки эмпирическим формулам, которые имеют следующий общий вид:

Где  - коэффициент характеризующий условия обработки;
- коэффициент характеризующий условия обработки;
Т – показатель периода стойкости инструмента;
t- глубина резания, мм;
S – подача инструмента, мм/об;
m,x,y – коэффициенты указывающие на вероятность безотказной работы инструмента.
Зная период стойкости инструмента, находим скорость резания:
 м/мин,
м/мин,
Определяем расчетное значение частоты вращения шпинделя:

Где  - скорость резания м/мин;
- скорость резания м/мин;
 - диаметр детали, мм;
- диаметр детали, мм;
 ,
,
Подбираем по паспорту станка ближайшее меньшее значение n, n=500  . Определяем действительную скорость резания:
. Определяем действительную скорость резания:


Аналогично рассчитываются режимы резания на остальные операции и записываются б таблицу и операционные карты.
Таблица 3 - Сводная таблица режимов резания
| Номер операции | Наименование операции перехода | Глубина резания t , мм | Длина резания l, мм | Подача S0, мм/об | Скорость V, м/мин | Частота вращения n, мин | Минутная подача S, м/мин | Основное время t0, мин |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Фрезерно-центровальная 1.Фрезерование торцов. 2. Сверление центровых отверстий. | 3 8 | 75 8 | 0,25 0,20 | 90 16 | 500 340 | 0,06 0,02 | 0,3 0,2 | |
| Токарная (черновая) 1. Точить поверхности. | 4 | 254 | 0,3 | 150 | 500 | 0,09 | 2,1 | |
| Токарная (чистовая) 1. Точить поверхности. 2.Расточить поверхность. 2.Сверлить отверстия. 3. Нарезать резьбу. | 4 - - 2 | 254 6 21 16 | 0,35 0,15 0,1 0,18 | 50 40 21 16 | 380 500 81 36 | 0,4 0,08 0,09 0,08 | 2,07 0,03 0,18 5,2 | |
| 040 | Термическая | - | - | - | - | - | - | - |
| 045 | Круглошлифовальная. 1.Шлифовать поверхность ф65(+0,002+0,021) 2.Шлифовать поверхность ф65. | 1 32 | 35 35 | 0,02 0,02 | 30 30 | 90 90 | 0,025 0,025 | 0,24 0,1 |
| Жлицешлифовальная. 1.Шлифовать шлицы эв60*3,5*10d; эв60*3,5*10d; D8*62*72*8*12d10. | 1 | 58,12, 57 | 0,02 | 25 | 90 | 0,024 | 10,6 |
Расчет норм времени
В качестве примера рассчитаем нормы времени для токарной операции.
Учитывая, что мы имеем крупносерийное производство, норма штучного времени рассчитывается по формуле:

Где  - основное время;
- основное время;
 - вспомогательное время;
- вспомогательное время;
 - время на обслуживание рабочего места;
- время на обслуживание рабочего места;
 -время на отдых;
-время на отдых;
Значения  находим из таблиц для токарной операции [1]:
находим из таблиц для токарной операции [1]:

 мин,
мин,  мин,
мин,
Учитывая полученные данные рассчитаем оперативное время по формуле:


 мин,
мин,
Время на обслуживание и отдых в серийном производстве найдем в процентах от оперативного времени  .
.

 мин,
мин,

 мин,
мин,
 мин,
мин,
Таблица 4 - Сводная таблица норм времени
| Номер операции | Наименование операции | Основное время | Вспом. время | Оператив ное время | Время обслуживан. | Время на отдых | Штучное время | |
| Тех. | Орг. | |||||||
| 005 | Фрезерно-центровальная | 0,8 | 0,64 | 1,44 | 0,07 | 0,05 | 0,03 | 1,6 |
| 010 | Токарная черновая | 2,1 | 0,27 | 2,37 | 0,1 | 0,09 | 0,05 | 2,6 |
| 015 | Токарная чистовая | 2,07 | 0,27 | 2,34 | 0,1 | 0,09 | 0,05 | 2,6 |
| 020 | Токарная | 0,1 | 0,35 | 0,45 | 0,02 | 0,018 | 0,009 | 0,5 |
| 025 | Шлицефрезерная | 16 | 0,7 | 16,7 | 0,8 | 0,7 | 0,3 | 18,93 |
| 030 | Круглошлифовальная | 0,34 | 0,62 | 0,96 | 0,05 | 0,04 | 0,02 | 1,1 |
| 035 | Шлицешлифовальная | 10,6 | 0,8 | 11,4 | 0,6 | 0,5 | 0,2 | 12,7 |
| 040 | Сверлильная | 0,18 | 2,7 | 2,78 | 0,13 | 0,11 | 0,05 | 3,1 |
| 045 | Резьбонарезная | 5,2 | 1,1 | 6,3 | 0,3 | 0,2 | 0,1 | 6,9 |
| 050 | Расточная | 0,03 | 0,2 | 0,23 | 0,01 | 0,01 | 0,005 | 0,2 |
| 055 | Слесарная | 1 | 0,2 | 1,2 | 0,06 | 0,05 | 0,02 | 1,3 |
Расчет точности операций
Расчет точности произведем для токарной чистовой операции (квалитет IT7).
Величина суммарной погрешности обработки по диаметральным и продольным размерам в серийном производстве определяется по формуле.
 ,
,
где  -погрешность, обусловленная износом режущего инструмента,
-погрешность, обусловленная износом режущего инструмента,
 -погрешность настройки станка,
-погрешность настройки станка,
 -поле рассеяния погрешностей обработки, обусловленных действием случайных факторов,
-поле рассеяния погрешностей обработки, обусловленных действием случайных факторов,
 -погрешность установки заготовки,
-погрешность установки заготовки,
Рассчитаем точность обработки поверхности  где
где
=0,002 мм,
=0,005 мм,
 =0,001 мм,
=0,001 мм,
=0,0013 мм.
 мм.
мм.
Так как  ; 0,006<0,019, то необходимая точность обработки будет обеспечиваться.
; 0,006<0,019, то необходимая точность обработки будет обеспечиваться.
Конструкторский раздел
Расчет сил резания
Приспособление проектируется для операции сверлильная. При сверлении усилия и момент необходимые для расчета усилия зажима выражается через осевое усилие и крутящий момент.
Осевое усилие (сила подачи) при сверлении:

Где С - коэффициент(С=85);
S - подача, мм/об,
D - диаметр сверла, мм;
 Н.
Н.
Крутящий момент на сверле, Н м :

где С1 - коэффициент (С1=34 ),

 ,
,
Выводы
В курсовом проекте мы разработали технологический процесс механической обработки детали типа вал. Заготовкой для данной детали служит прокат так как стоимость заготовки полученной путем проката 3952,2 руб. что значительно выгоднее по сравнению с литьем или штамповкой, где цена на деталь составляет 7408,6 руб.. Вал изготавливается из легированной хромистой стали марки Сталь 45Х ГОСТ 4543-71.
В процессе выполнения курсового проекта было спроектировано приспособление для сверлильной операции. Это позволило значительно ускорить процесс получения технологических отверстий в детали. Осевое усилие при сверлении 1843,5 Н, а крутящий момент 38,4 Н·м. В проекте были произведены следующие замены.
• объединили несколько операций в одну;
• замена оборудования на более новые и дешевые станки;
Произведенные замены позволили увеличить производительность, экономить площадь, обеспечить удобство настройки режущего инструмента на размер.
Все расчеты в проекте произведены в ценах 2009года.
Литература
1. Кожуро Л.М. Проектирование тех. Процессов в с/х машиностроении / Л.М.Кожуро, А.В.Миронович, В.В.Трисна. Мн.: БАТУ, 2003. 190с.
2. Машиностроение: энциклопедия Т-3. Технология изготовления деталей машин / А.М.Дальский [и др.] под общей ред. И.П.Сурова. М.: машиностроение 2000. 840с.
3. Некрасов С.С. Практикум и курсовое проектирование по технологии с/х машиностроения / С.С.Некрасов. М.: Мир, 2004. 240с.
4. Проектирование технологических процессов машиностроении / И.П.Филонов [и др.] ; под общ. ред. И.П.Филонова. Мн.:технопринт, 2003. 910с.
5. Справочник технолога-машиностроителя в 2-х томах. Т-1 под ред. А.М.Дальского [и тд.]. М.: машиностроение 1 2001. 912с.
6. Справочник технолога-машиностроителя в 2-х томах. Т-2 под ред. А.М.Дальского [и др.]. М.: машиностроение 1 2001. 944с.
7. Технологическая оснастка / М.Ф.Пашкевич [и др.]. М.: Адукацыя I выхаванне, 2002. 320 с.
8. Технология машиностроения в 2 кн. Основы технологии машиностроения / М.Жуков [и др.].; под ред. С.М.Мурашкина. М.: Высш. школа., 2003. 278с.
9. Технология машиностроения кн.2 производство деталей машин / Л.Жуков [и др.] ; под ред. С.Л.Мурашкина. Выш. шк., 2003. 295с.
10. Технология машиностроения в 2т Т-2. производство машин / В.М.Бурцев [и др.]; под ред. Г.М.Мельшикова. М.: МГТУ ин. Н.Э.Баумана, 1999. 640с.
Содержание
Введение
1. Технологический раздел
1.1 Назначение и конструкция детали
1.2 Анализ технологичности конструкции
1.3 Определение типа производства
1.4 Анализ базового технического процесса
1.5 Выбор заготовки
1.6 Проектирование маршрута технологического процесса
1.7 Расчет припусков на обработку
1.8 Расчет режимов резания
1.9 Расчет норм времени
1.10 Расчет точности операций
2. Конструкторский раздел
2.1 Расчет и проектирование станочного приспособления
2.1.1 Проектирование станочного приспособления
2.1.2 Описание устройства и работы приспособления
2.1.3 Расчет производительности приспособления
2.2 Расчет сил резания, усилия зажима детали в приспособлении
2.3 Расчет сил резания, усилия зажима детали в приспособлении
3. Экономическое обоснование принятого варианта технологического процесса
4. Научно – исследовательская часть проекта
Выводы
Введение
Технология машиностроения как наука возникла в ХХ в. в связи с развитием машиностроительной промышленности и развивалась вместе с ней, накапливая соответствующие методы и приёмы изготовления машин.
Большой вклад в её развитие внесли российские учёные А.П.Соколовский, Б.С.Балакшин, В.М.Кован, В.С.Корсоков, А.А.Маталин и многие другие, а также белорусские ученые П.И.Ящерицын, Е.Г.Коновалов, П.А.Витязь, Г.К.Горанский, В.Д.Цветков и др.
К технологии машиностроения относятся следующие области производства: технология литья, технология обработки давлением, технология сварки, технология механической и физико-химической обработки, технология сборки машин, т.е. технология машиностроения охватывает все этапы процесса изготовления машиностроительной продукции.
Кроме того под технологией машиностроения понимают учебную дисциплину, изучающую преимущественно процессы механической обработки заготовок и сборки машин, а также затрагивающую вопросы выбора заготовок и метода их изготовления.
Современные направления развития технологии машиностроения (оптимизация режимов и процессов обработки, автоматизации серийного производства и управления техническими процессами, применение технологических методов повышения эксплуатационных свойств изготовления и др.) в значительной мере основываются на достижении математических наук, электронной и вычислительной техники, кибернетики, робототехники, металлографии, и других теоретических и технических наук.
Технология хозяйственного машиностроения является одной из отраслей машиностроения. Однако оно имеет свои особенности, обусловленные следующими причинами: высокие требования к износостойкости и усталостной прочности рабочих поверхностей деталей, испытывающих большие нагрузки; относительно большие габариты и масса изготавливаемых машин; преимущественно мелкосерийный и серийный характер производства и др.
Технологический раздел
Назначение и особенности конструкции детали
Наша деталь вал к многоковшовому погрузчику зерна ТО – 18А . Допуски на размер и форму ответственных частей детали находятся в жестких пределах, что обусловлено повышенной точностью при установке детали на рабочее место. В качестве исполнительной поверхности выступают шлицы вала, к обработке которых предъявлены особые требования. Материал детали - Сталь 45Х ГОСТ 4-543-71. Данный материал характеризуется хорошей обрабатываемостью резанием и хорошими пластическими свойствами. Обычно применяется для средненагруженных деталей, работающих при небольших скоростях и средних удельных давлениях. Поэтому можно сделать вывод, что материал детали соответствует предъявляемым требованиям и является приемлемым.
Дата: 2019-07-30, просмотров: 316.