Перед началом работы проверяют санитарное состояние плиты, состояние чугунных конфорок жарочной поверхности, вынимают поддон и протирают его. Все облицовки и столы должны быть прочно укреплены, а ручки переключателей и датчиков-реле температуры плотно закреплены. Включают плиту поворотом ручек переключателей и датчиков-реле температуры. При этом включают только необходимое количество конфорок за 10–15 мин до начала их загрузки. Жарочный шкаф включают за 20–30 мин до начала его загрузки. Для быстрого разогрева плиты до рабочего состояния включают конфорки и шкаф на высшую ступень нагрева.
После разогрева продуктов до температуры 80–90°С конфорки переключают на средний или слабый нагрев. При этом температура продукта повышается за счет аккумулированного конфоркой тепла, а также за счет достаточно высокой температуры ее на средней или слабой ступени нагрева. При среднем нагреве температура на поверхности конфорки 350–380 "С, при слабом – 220–230 °С. Регулирование мощности конфорок в процессе эксплуатации обеспечивает более правильное ведение технологического процесса приготовления пищи и экономию электроэнергии. Работа незагруженных конфорок на максимальной мощности приводит к сокращению срока их службы и к неоправданно большому расходу электроэнергии.
При эксплуатации плит особое внимание следует уделять состоянию жарочной поверхности, которая должна быть ровной, гладкой, без трещин и находиться на одном уровне с бортовой поверхностью. Жарочная поверхность должна быть максимально загружена. Незагруженные конфорки отключают.
Дно посуды должно быть ровным и плотно прилегать к поверхности конфорки. При наличии неровного дна передача тепла к нему от жарочной поверхности ухудшается из-за прослойки воздуха, имеющего малую теплопроводность. При этом время нагрева содержимого посуды и расход энергии увеличиваются. Наплитная посуда не должна быть высокой: это приводит к увеличению времени готовки ее содержимого. Целесообразно использовать наплитную посуду высотой не более 0,8 ее диаметра.
В процессе эксплуатации плит следует избегать попадания жидкости на разогретые конфорки, в противном случае конфорка может растрескаться. Кроме того, пролитая жидкость быстро испаряется и может послужить причиной ожога, а попадая на поддон, вызвать увлажнение электроизоляции конфорки. Пролитый на конфорку жир воспламеняется и также может вызвать сильный ожог. Погасить воспламенившийся жир очень трудно, конфорки при этом перегреваются и выходят из строя.
Большое количество пролитой жидкости может быть причиной короткого замыкания в электрических коммуникациях плит. Поэтому наплитную посуду необходимо заполнять не более чем на 80% ее объема и систематически вытирать поддон. Не рекомендуется варить на плите бульоны и первые блюда. Для этой цели используют пищеварочные котлы, КПД которых значительно выше КПД плит. Кипяток и горячую воду нужно приготовлять в кипятильниках, КПД которых более 90%. Для использования аккумулированного конфоркой тепла ее выключают за несколько минут до окончания работы.
Перед включением жарочного шкафа его осматривают и проверяют пружину дверцы. Открытая дверца должна иметь устойчивое горизонтальное положение, закрытая – плотно прижиматься  к корпусу шкафа. После этого ручки датчиков-реле температуры устанавливают на необходимую температуру, а переключатели верхнего и нижнего нагрева — на максимальный нагрев. У секционных модульных плит при этом загораются сигнальные лампы. Разогрев шкафа до верхнего заданного предела температуры определяют по выключению сигнальных ламп.
к корпусу шкафа. После этого ручки датчиков-реле температуры устанавливают на необходимую температуру, а переключатели верхнего и нижнего нагрева — на максимальный нагрев. У секционных модульных плит при этом загораются сигнальные лампы. Разогрев шкафа до верхнего заданного предела температуры определяют по выключению сигнальных ламп.
По окончании работы рукоятки переключателей устанавливают в положение «О», а датчиков-реле температуры – «Откл».
После остывания поверхность конфорок очищают от пригоревшей пищи. Затем очищают и протирают окрашенные наружные поверхности плиты, а хромированные детали протирают до блеска. Поддон промывают горячим содовым раствором и просушивают.
Запрещается оставлять включенную плиту без присмотра и производить уборку плиты во включенном состоянии. Не реже одного раза в месяц слесарем-электриком должна проверяться электрическая часть плиты, в том числе надежность заземления и состояние пусковой и регулирующей аппаратуры.
Газовые плиты
Газовые плиты подразделяются на плиты со сплошной жароч-ной поверхностью и конфорочные. Последние на предприятиях общественного питания не применяются. Плиты со сплошной жарочной поверхностью изготавливаются отдельными секциями, из которых, в зависимости от типа и мощности предприятия, можно собирать плиту с необходимой площадью жарочной поверхности.
В настоящее время выпускаются только секционные газовые плиты типа ПСГМ-2Ш и ПСГМ-2 со сплошной жарочной поверхностью.
Плита газовая секционная модулированная ПСГМ-2Ш
Плита ПСГМ-2Ш (рис.3) имеет блок конфорок и жарочный шкаф.
Корпус выполнен в виде каркаса, покрытого облицовкой и опирающегося на регулируемые по высоте ножки. Блок конфорок состоит из двух камер сгорания. Каждая камера накрыта чугунным настилом, верхняя часть которого является рабочей (жарочной) поверхностью плиты. В каждой камере установлена инжекционная многосопловая газовая горелка с трубчатой насадкой (рис.3) и вторичные излучатели, выполненные из огнеупорной керамики. Под камерой сгорания расположен выдвижной поддон, предназначенный для сбора пролитой на конфорки жидкости.
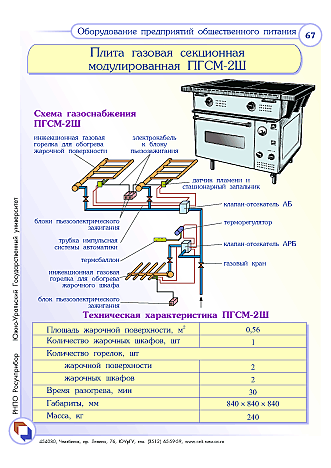
Рис. 3
В передней части блока горелок расположен приборный отсек, в котором находятся трубопроводы, газовые краны, элементы автоматики, блок пьезоэлектрического зажигания. Приборный отсек закрыт откидной дверцей, на лицевую часть которой выведены ручки управления газовыми кранами.
Отвод продуктов сгорания от каждой камеры сгорания осуществляется по самостоятельным газоходам, которые объединены в общий дымоход, закрепленный у задней стенки плиты.
Автоматика безопасности блока горелок для обогрева, жарочной поверхности обеспечивает: контроль за наличием пламени на горелках; невозможность розжига основных горелок без предварительного розжига запальников, отключение подачи газа к горелкам при падении давления в сети ниже установленного, а также при разгерметизации импульсной линии.
Жарочный шкаф плиты состоит из выдвижной камеры и расположенного с правой стороны приборного отсека.
Жарочный шкаф представляет собой двухстенный короб, внутренний объем которого образует рабочую камеру. В камере расположен чувствительный элемент (термобаллон) терморегулятора.
Нужная температура в камере устанавливается лимбом терморегулятора, выведенным на лицевую панель. По достижении в рабочей камере заданной температуры горелка автоматически переключается на малый расход газа.
Под рабочей камерой жарочного шкафа расположена инжекционная многосопловая газовая горелка с трубчатой насадкой. Продукты сгорания газа проходят через зазор между внутренними стенками короба, нагревая рабочую камеру шкафа.
Для наблюдения за пламенем горелки в настиле жарочного шкафа имеется отверстие, закрываемой крышкой.
Шкаф снабжен откидной дверцей, плотное прилегание которой обеспечивается пружинным устройством. Пары из шкафа отводятся через специальный канал, расположенный в верхней части двери; сечение канала регулируется задвижкой.
Автоматика безопасности и регулирования АРБ-1, установленная в жарочном шкафу, выполняет те же функции, что и автоматика блока горелок, и, кроме того, взаимодействуя с терморегулятором, автоматически поддерживает температуру в рабочей камере шкафа на заданной уровне.
Принципиальная схема подачи газа к плите ПСГМ-2Ш приведена на рис.
Правила эксплуатации газовых плит. До начала работы на газовых плитах проветривают помещение и проверяют, все ли газовые краны закрыты. Затем открывают заслонку на дымоходе и проверяют тягу: если она отсутствует, работать на плите нельзя. Проветривают жарочный шкаф, для чего открывают его дверцу. Далее открывают регуляторы подачи первичного воздуха, а через 5—6 мин закрывают их и открывают кран на подводящем газопроводе.
Горелки блока конфорок включают, нажимая на пусковую кнопку клапана-отсекателя автоматики АБ-1. В результате газ начинает поступать к запальникам обоих блоков конфорок. Затем нажимают на кнопку пьезоэлектрического зажигания, при этом зажигаются стационарные запальники обеих камер. Розжиг двух запальников обязателен и в том случае, если работать будет только одна горелка. Через 30—45 с с момента воспламенения газа на запальниках кнопку газовой автоматики отпускают. Основные горелки зажигаются после того, как газовые краны их будут установлены в положение «Открыто». Для работы одной конфорки открывают один кран. Регулирование температуры на поверхности конфорки осуществляют поворотом газовых кранов в промежуточное положение между «Закрыто» и «Открыто».
После проветривания жарочного шкафа перед розжигом его горелок с помощью терморегулятора устанавливают необходимую температуру и производят розжиг аналогично розжигу горелок жарочной поверхности. Нагрев шкафа регулируется автоматически. По достижении заданной температуры терморегулятор с блоком автоматики переводит горелку шкафа на минимальный расход газа. После снижения температуры в шкафу горелки вновь переходят на максимальный режим и т. д.
После окончания работы закрывают краны горелок и общий газовый кран перед аппаратом. Ежедневно очищают настил плиты и шкаф от остатков пищи, моют теплой водой с мылом, затем ополаскивают чистой водой и насухо вытирают. Чтобы горелки не засорялись, их ежемесячно моют слабым раствором соды, корпус плиты также промывают. Герметичность кранов и легкость их поворота проверяют при техническом осмотре. Тогда же краны смазывают.
Для сокращения расхода газа необходимо использовать на-плитную посуду с дном, хорошо прилегающим к поверхности конфорки; полностью загружать жарочную поверхность; не использовать высокую наплитную посуду; заполнять посуду на 0,8—0,9 ее объема.
Твердотопливные плиты
Твердотопливные плиты имеют низкий КПД, так как при их работе наблюдаются большие потери тепла от механического, химического недожога, а также с уходящими продуктами сгорания. При использовании твердого топлива загрязняются помещения, затрудняется регулирование нагрева, требуются склады для хранения топлива. Эти плиты целесообразно использовать там, где имеется дешевое местное топливо. На предприятиях общественного питания применяются твердотопливные плиты местного изготовления. К ним относятся плиты № 1, 21.
Плиты имеют топочное устройство, жарочную поверхность, обмуровку и облицовку, а также жарочные и тепловые шкафы.
Жарочная поверхность выполняется из прямоугольных чугунных плиток, имеющих гладкую рабочую поверхность и ребристую со стороны топки. Размеры плиток настила и их число бывают различными; располагают плитки в один или два ряда. С продольных сторон каждая плитка имеет выступы — фальцы, с помощью которых плитки соединяются при укладке. Для предупреждения деформации плиток при нагреве их укладывают с температурным зазором, компенсирующим линейное расширение чугуна.
Жарочные шкафы изготовляют из стальных листов и располагают в корпусе плиты под жарочной поверхностью. Верх жароч-ных шкафов обогревается продуктами сгорания, выходящими непосредственно из топки и имеющими высокую температуру. Для того чтобы верхние стенки шкафов не перегревались и не прогорали, их обмазывают слоем глины толщиной 10—20 мм.
Днища шкафов делают выдвижными, чтобы при их чистке обеспечить доступ к нижним газоходам.
Вокруг чугунного настила все огневые плиты имеют бортовую поверхность, изготовленную из широкополосной стали и уложенную на одном уровне с жарочной поверхностью. Ширина бортов в зависимости от размеров плиты может быть от 100 до 300 мм. Вокруг бортовой поверхности расположены поручни, предохраняющие работников от ожогов.
Плита № 1 имеет корпус, собранный из четырех металлических листов и обмурованный с внутренней стороны красным кирпичом. В верхней части плиты располагается жарочная поверхность из двенадцати чугунных плиток, уложенных в два ряда, площадью 4,5 м2. Вокруг чугунного настила крепится бортовая поверхность. Плита имеет два жарочных шкафа с выдвижным дном и один тепловой. В торцовой части плиты расположены две топки с колосниковыми решетками и зольником. При работе плиты топочные газы из топки поступают в верхний газоход, обогревая жарочную поверхность снизу, а шкафы сверху. В газоходе имеется шибер, которым можно отключить тепловой шкаф. Затем газы опускаются в нижний газоход и движутся в противоположном направлении, обогревая шкафы снизу, после чего направляются в боров с рассечкой и далее в дымовую трубу.
Плита №21 выпускается двух видов: №21а и 21б.
Плита №21а имеет принципиальную схему, аналогичную схеме плиты № 1, но в ней отсутствует тепловой шкаф; кроме того, у нее только одна камера сгорания и одна система газоходов. Площадь жарочного настила — 2,04 м2.
Плита №21б имеет центральное расположение камеры сгорания. По обе стороны ее размещены жарочные шкафы, омываемые газами, движущимися к борову, а затем в дымовую трубу. Центральное расположение камеры сгорания уменьшает неравномерность распределения температуры на поверхности плиты, но загрузка топлива и выгрузка золы осуществляются непосредственно в зале горячего цеха. Это резко ухудшает санитарно-гигиенические условия горячего цеха. Размеры плиты такие же, как и плиты №21а.
Правила эксплуатации твердотопливных плит. Перед началом работы проверяют тягу, состояние колосниковой решетки и зольника, при необходимости из зольника удаляют золу. Проверяют состояние топочных дверц и дверц шкафов, открывают шибер.
Топливо загружают равномерно, зажигают его и регулируют подачу воздуха с помощью дверцы зольника. Следят за процессом горения, периодически добавляя топливо. Для нормальной работы плиты следует не реже одного раза в неделю очищать газоходы от золы и сажи, для чего при чистке верхнего газохода снимают плитки чугунного настила, а при чистке нижнего газохода выдвигают дно шкафа. Если шкафы не имеют выдвижного дна, нижний газоход чистят через специальные лючки. При длительном перерыве в работе плиты перед ее растопкой следует прогреть дымоходы, сжигая в лючке борова небольшое количество бумаги, стружки. Тягу регулируют с помощью шиберов и дверцы зольника.
Жарочная поверхность плиты должна быть гладкой, ровной, чистой. Наличие деформированных конфорок не допускается.
Специализированные аппараты
К специализированным относятся аппараты и устройства для опаливания птицы и дичи, пассерования и припускания овощей и т. д.
Устройство УОП-1 для опаливания птицы и дичи (рис. 4) работает на газовом обогреве и служит для опаливания кур, цыплят, рябчиков, тетеревов и т. д. на предприятиях общественного питания.
Устройство состоит из рамы 1, закрытой с трех сторон облицовками. Сверху к раме крепится крышка 2, в которой предусмотрено отверстие для подключения к вытяжной вентиляции 7. В центре крышки установлен поворотный диск 3, к которому крепятся восемь крюков 4 для закрепления тушек. В средней части рамы имеется выдвижной поддон 9 для сбора отходов при опаливании. На правой передней стойке рамы имеются кронштейны для установки опалочной горелки 8 и запальника 5. Горелка с помощью гибкого шланга соединяется с блоком автоматики безопасности 6 типа АБ.
Опалочная горелка состоит из коллектора, на котором имеются четыре сопловых отверстия диаметром I мм. Смесительная трубка выполнена в виде трубы с сетчатым стабилизатором пламени. Запорное устройство состоит из подпружиненного клапана, штока с уплотнителем, рычага. Запорное устройство смонтировано в ручке горелки. При нажатии на рычаг шток отжимает клапан от седла, открывая проход газу. При отпускании рычага клапан плотно прижимается пружиной к седлу, при этом доступ газа к горелке прекращается. На передней стороне ручки укреплен отражатель, обеспечивающий защиту руки от воздействия открытого пламени.
Помещение, в котором устанавливается УОП-1, должно иметь приточно-вытяжное устройство и естественное освещение.
Производительность при массе тушки 1,5 кг — 40—60 шт./ч; тепловая мощность — 11700 Вт; габариты — 900x700x1800 мм, масса — 100 кг.
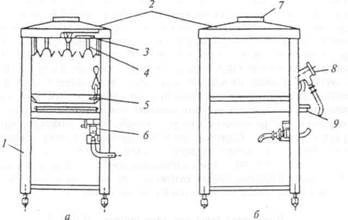
Рис. 4. Устройство УОП-1 для опаливания птицы и дичи:
а — разрез; б — схема
Аппарат тепловой электрический АТЭ-0,73 предназначен для пассерования нашинкованных овощей (лука, моркови) и припус-кания овощей (моркови, капусты) на предприятиях общественного питания.
Аппарат состоит из чаши (внутреннего котла), вокруг которого располагается кожух (наружный котел). Чаша и кожух соединены между собой сваркой. Пространство между чашей и кожухом заполнено теплоизоляцией. Ко дну чаши крепится блок электронагревателей, которые закрыты снизу теплоизоляционным слоем. Кожух котла установлен на цапфах, которые опираются на две тумбы. На первой тумбе спереди расположена панель управления, а внутри тумбы — панель с электроаппаратурой включения тэнов и электродвигателем привода червячного редуктора, опрокидывающего чашу. На первой тумбе также располагаются два датчика-реле температуры: датчик предварительного нагрева чаши и датчик аварийного отключения тэнов. На нижнем листе кожуха располагается электродвигатель, коническая передача и вал привода мешалки. При включении мешалки скребки перемешивают пассеруемые овощи, что исключает возможность их подгорания. Расположение электродвигателя и привода мешалки в кожухе не препятствует опрокидыванию чаши. Механизм привода мешалки поворачивается вместе с чашей. Чаша аппарата закрывается крышкой. Крышка чаши поворачивается вокруг неподвижной оси вращения, ее можно установить под любым углом в пределах от 0 до 90°. Перед опрокидыванием чаши крышку устанавливают в вертикальные положение: если этого не сделать, то механизм опрокидывания чаши будет заблокирован.
Индукционные плиты
Еще каких-то пару десятилетий назад невозможно было представить, что на одной части включенной конфорки плиты может находиться сырое яйцо, а на другой — поджариваться яичница (рис. 5). Демонстрация подобных трюков была под силу только иллюзионистам. Появление электрических плит с индукционным принципом нагрева сделало невероятное очевидным…
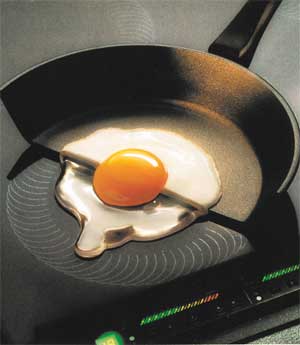
Рис. 5. Удивительные свойства индукционной конфорки
Спасибо Фарадею
Явление электромагнитной индукции было открыто Майклом Фарадеем в 1831 г. Наверное, первые опыты гениального англичанина, в которых демонстрировалось появление наведенного тока в проводнике, находящемся рядом с другим проводником тока, без прямого соприкосновения между ними, «по воздуху», многим тоже казалось цирковым трюком. Должны были пройти десятилетия, чтобы электромагнитная индукция в полную силу заработала в трансформаторах и электродвигателях, став основой мира электричества.
Первая индукционная варочная поверхность была предложена компанией AEG еще в 1987 г., но поначалу не нашла широкого применения, как из-за дороговизны, так и из-за настороженного отношения потребителей к новому принципу нагрева. Распространение индукционных кухонных приборов пошло через профессиональные каналы: ресторанный бизнес предъявлял высокие требования к качеству и скорости приготовления пищи, и затраты на приобретение столь дорогостоящего оборудования здесь были оправданы.
А затраты действительно были немалыми: первые индукционные варочные панели были в несколько раз дороже, чем стеклокерамические, при том, что в них использовалось одно и то же стекло. Однако впоследствии индукционные приборы были значительно усовершенствованы, и сегодня их цена лишь ненамного превышает цену стеклокерамических варочных панелей.
Индукционные панели делают первые успешные шаги и на российском рынке, входя в ассортимент продукции практически всех ведущих производителей встраиваемой кухонной техники.
Энергия со дна посуды
В стеклокерамических плитах с обычной конфоркой (спиральной, ленточной или галогенной) тепло проходит следующий путь: вначале раскаляется нагревательный элемент конфорки, затем — зона нагрева стеклокерамического покрытия плиты, а уже от поверхности стекла нагревается дно посуды (рис. 6а). Индукционная технология нагрева отличается тем, что тепло возникает в самом дне посуды (рис. 6б). Откуда оно там берется?
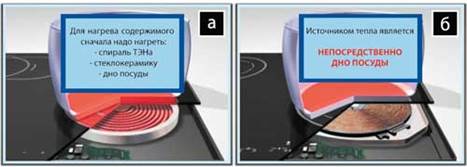
Рис. 6. Различие между обычным (а) и индукционным (б) способами нагрева
Под стеклянным покрытием плиты находится медная катушка, по которой протекает высокочастотный электрический ток (рис. 7). По законам, открытым Фарадеем, магнитное поле этого тока, пронизывая дно посуды, наводит в нем — вы уже догадались — электрические токи. Дно кастрюли представляет собой не длинную проволоку, а диск, поэтому токи в нем ходят по кругу, а не текут «по струнке». Эти крутящиеся в дне кастрюли вихревые электрические токи и разогревают дно, а с ним и пищу (рис. 8).
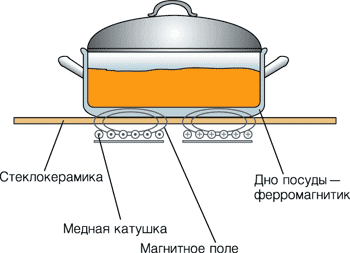
Рис. 7. Индукционная конфорка
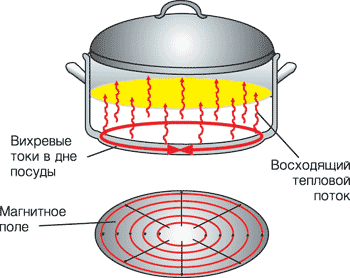
Рис. 8. Принцип индукционного нагрева
Есть только одно условие, которое должно в буквальном смысле «железно» соблюдаться: для того, чтобы индукционная конфорка работала, дно посуды должно быть выполнено из материала с четко выраженными ферромагнитными свойствами. Проверку материалов на наличие таких свойств производил в детстве любой из нас, когда получал в руки магнит: к одним предметам он не прилипал, к другим прилипал очень охотно: это и были ферромагнитные материалы. Под большим увеличением можно было бы разглядеть в срезе такого материала области естественной намагниченности (домены). В переменном магнитном поле происходит частая смена направления намагниченности этих областей, благодаря чему в днище посуды выделяется тепло: энергия магнитного поля переходит в тепловую (рис. 9).
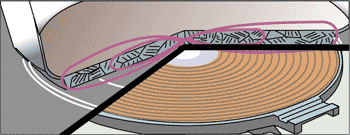
Рис. 9. Доменная структура ферромагнитного дна посуды
Никакой передачи тепла через стеклокерамику при этом не происходит. Если по окончании готовки стекло и остается теплым, то только потому, что оно нагрелось от дна кастрюли, а не наоборот. Можно проделать интересный опыт, проложив между стеклом и посудой лист бумаги: яичница поджарится, а бумага не сгорит (рис. 10). Наиболее эффектный вариант этого опыта, который показывают некоторые демонстраторы бытовой техники, выполняется с денежной купюрой. Попробуйте сами!
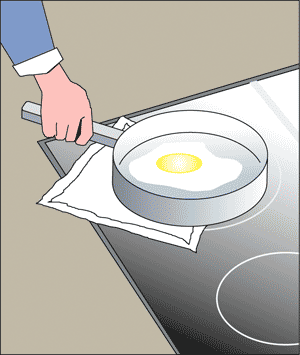
Рис. 10. Опыт с листом бумаги
Какая же посуда годится для индукционной плиты? Естественно, только та, дно которой обладает ферромагнитными свойствами, например:
— посуда из нержавеющей стали с ферромагнитным дном;
— алюминиевая посуда с ферромагнитным дном;
— чугунная посуда.
А вот посуда из меди, алюминия, жаростойкого стекла и прочих немагнитных материалов для такой плиты бесполезна.
Плюсы индукции
Благодаря наиболее короткому пути преобразования электрической энергии в тепловую индукционные плиты обладают рядом преимуществ по сравнению со своими конкурентками: они быстро нагреваются, а энергии тратят меньше.
Индукционные плиты умеют то, что и вовсе не под силу обычным плитам. Например, на короткое время (обычно до 10 мин) «перекидывать» мощность одной конфорки на соседнюю. Этой функцией, которая называется «Бустер» (Booster) оснащены все современные индукционные плиты. Она называется еще функцией интенсивного нагрева.
Для того чтобы конфорки могли «делиться» друг с другом мощностью, их группируют попарно (кстати, поэтому не бывает 3- или 5-конфорочных индукционных варочных панелей). В каждой паре имеется лидер — так называемая основная конфорка, и подчиненный — зависимая конфорка. На двоих им, выделяется, скажем, 3600 Вт мощности. В номинальном режиме основная конфорка потребляет 3000 Вт. Но если хозяйка включит функцию «Бустер», то конфорка отберет на время еще 600 Вт у зависимой конфорки и выдаст все 3600 Вт общей мощности. На рис. 11 такой парой являются, в частности, передняя левая (основная) и задняя правая (зависимая) конфорки.
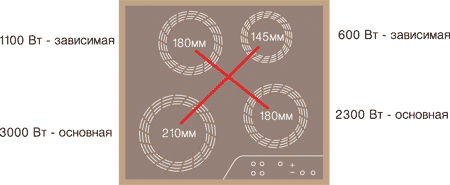
Рис. 11. Функция «Бустер» (AEG-Electrolux)
Индукционные варочные панели ряда производителей (например, AEG-Electrolux) оборудуются достаточно мощными конфорками, так что зависимая конфорка, работавшая, скажем, на мощности 1400 Вт, может отдать своей основной напарнице 800 Вт, а сама тем временем продолжать работать на оставшихся 600 Вт.
Другой пример мощной индукционной конфорки — варио-панель VI 411 от Gaggenau (рис. 12). Это изделие формата «домино» имеет только одну конфорку, но режим «Бустер» ей и не нужен: конфорка сама, без всякой напарницы выдает мощность до 3500 Вт, что позволяет использовать на ней китайскую сковороду WOK, для которой, как известно, нужен сильный нагрев. Вот на что способна индукция! Заменить газовую горелку большой мощности — это не шутка.

Рис. 12. Варио-панель VI 411 (Gaggenau)
Индукционные варочные панели способны распознавать наличие на своей поверхности посуды с ферромагнитным дном: без такой посуды они просто не включатся. Для того, чтобы конфорка включилась, обычно нужно перекрыть посудой не менее 70% ее площади, причем важна даже не столько площадь перекрытия, сколько количество ферромагнитного материала над конфоркой. Например, на варочных панелях Teka загорается световой индикатор «U», если установленная на панель посуда имеет диаметр менее 80 мм (рис. 13).

Рис. 13. Индикатор наличия посуды (Teka)
Индукционные панели могут даже регулировать диаметр зоны генерации вихревых токов. Сенсоры панели «подгонят» диаметр зоны нагрева под диаметр посуды, если он лежит в пределах, допустимых для данной конфорки (рис. 14).

ПАРОКОНВЕКТОМАТЫ
Впервые пароконвектомат был представлен миру в 1976 году, когда немецкая компания RATIONAL изобрела и выпустила свою первую модель аппарата. Появление такого оборудования буквально совершило революцию в приготовлении продуктов питания.
Пароконвектомат соединил в себе возможности конвекционной печи и пароварочного аппарата, значительно оптимизировав работу на кухне. В сравнении со своими предшественниками пароконвектомат обладал большей мощностью, вместимостью и, при этом, имел меньшие размеры. С тех пор многое изменилось. Пароконвектоматы стали сложнее во внутреннем устройстве, проще в обращении и эксплуатации.
Сегодня пароконвектомат по праву можно назвать сердцем профессиональной кухни. Он один способен заменить сразу несколько видов оборудования - плиту, жарочный шкаф, конвекционную печь, опрокидывающуюся сковороду, пищеварочный котел, фритюрницу и др.
Особенностью пароконвектоматов является способность сохранять все полезные вещества в приготовляемых продуктах. Применение пароконвектомата позволит максимально эффективно использовать ваше оборудование. С помощью одного единственного аппарата Вы можете печь, жарить, готовить на пару, бланшировать и многое, многое другое. Это поистине "печь-оркестр".
В данной работе представлена краткая информация о технических аспектах устройства пароконвектомата. Здесь Вы узнаете о конструктивных особенностях аппарата, каким образом осуществляется процесс приготовления, а также правила эксплуатации, которые помогут правильно работать с этим оборудованием. Детальное техническое описание пароконвектоматов представлено в специальной технической литературе.
Дата: 2019-07-30, просмотров: 5832.