Для проектируемой автоматической линии с параллельной работой и фронтальным расположением оборудования необходимы механические подъёмники, которые будут осуществлять загрузку и выгрузку заготовок и деталей, а так же отводящий конвейер для перемещения деталей между позициями.
Автоматические подъёмники прерывистого действия широко применяются в транспортных системах автоматических линий. В процессе транспортировки в подъёмниках детали могут ориентироваться для загрузки на станок в определённом направлении. Выбираем подъёмник модели КК5А.
Диаметр транспортируемых валов до 80 мм;
Наибольшая длинна валов 160 мм;
Тип привода пневматический;
Регулирование скорости бесступенчатое;
Скорость движения:
Каретки 10 м/мин;
Кассеты загрузки/выгрузки 12 м/мин;
Габариты (ДхШхВ) 1250х900х1900 мм;
Масса 800 кг.
Отводящие конвейеры обеспечивают непрерывное принудительное перемещение заготовок или деталей по фронту автоматической линии с распределением их между параллельно работающими станками и сбором обработанных деталей.
Выбор методов и средств контроля
Наибольшие требования по точности получаемого вала предъявляются к диаметрам шеек, а также к геометрической точности цилиндрических поверхностей вала. В связи с этим принимаем в качестве измерительной станции КА-60:
Контролируемые параметры – наружный диаметр, конусность, бочкообразность;
Диапазон размеров контролируемых деталей:
По диаметру 5…60 мм;
По длине 100…200 мм;
Предельно допустимая погрешность измерений автомата 0,2 мкм;
Тип преобразователей оптикоэлектронный;
Производительность 1500 шт/час;
Мощность электродвигателя 2,5 кВт;
Габариты (ДхШхВ) 1300х1000х1680 мм.
Составление циклограммы работы автоматической линии
Транспортирование изделий между рабочими позициями осуществляется отводящим конвейером. Определим время на перемещения изделия:
 с,
с,
где l=800 мм – расстояние между двумя соседними изделиями на конвейере;
VK =12 м/мин – скорость движения конвейера.
Время на подвод изделия в рабочую позицию, а также зажим и фиксацию принимаем согласно технической характеристики автоматического подъёмника t=4 с.
Время быстрого подвода инструмента к обрабатываемой поверхности вала:
 с,
с,
где ln=200 мм – путь холостого хода инструмента;
Vn=10 м/мин – скорость быстрых перемещений.
Время отвода инструмента:
 с,
с,
где lO=300 мм – путь пройденный инструментом при отводе.
Составим циклограмму обработки.
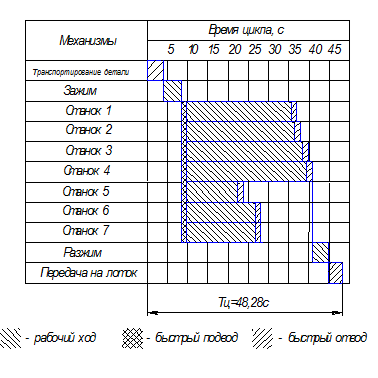
Рисунок 1 – Циклограмма автоматической линии
Дата: 2019-07-30, просмотров: 302.