Сборка шпоночных соединений производится по методу полной взаимозаменяемости без дополнительной доработки шпонки или паза.
Точность паза определяется точностью размеров.
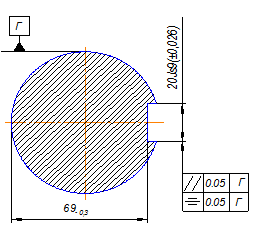
Рис.1.6
При работе на настроенном оборудовании точность размеров d- t и t зависит от точности настройки режущего инструмента и от точности выполнения элементов приспособления.

Рис.1.7
Точность элементов приспособления в направлении размера d- t рассчитывается по формуле:
 (1.12)
(1.12)
где Тd- t - операционный допуск на размер d- t, мм;
КТ - коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения, КТ=1;
КТ1 - коэффициент, учитывающий уменьшение погрешности базирования при работе на настроенном оборудовании, КТ1=0,8;
εб - погрешность базирования в направлении операционного размера;
εз - погрешность закрепления;
εу. э - погрешность, зависящая от точности изготовления установочного элемента (призмы) по размеру В;
εи - погрешность износа установочного элемента;
ω - экономическая точность обработки, равна допуску на размер в;
КТ2 - коэффициент, учитывающий долю погрешности обработки в суммарной погрешности метода, вызываемой факторами не зависящими от приспособления, КТ2=0,6.
При установке в призму нарушается принцип единства баз и по размеру d- t появляется погрешность (см. п.1.1):

В данном приспособлении зажим совпадает с направлением оси углового паза заготовки и величина εз рассчитывается по формуле:
εз  (1.13)
(1.13)
где ΔW- непостоянство силы зажима.
Для механизированных приводов ΔW=0,1×W=75,6 Н; СМ - поправочный коэффициент, учитывающий вид материала заготовки, для стали СМ=0,026.
εз 
εу. э  (1.14)
(1.14)
Погрешность ΔВ=0,05 мм.
εу. э 
Погрешность износа установочного элемента рассчитывается:
εи=  (1.15)
(1.15)
где И0-средний износ установочного элемента при усилии зажима Р=10 кН и при базовом числе установок N=100000, И0=115 мкм;
К1 - коэффициент, учитывающий влияние материала заготовки, К1=0,97;
К2 - коэффициент, учитывающий вид оборудования, К2= 1;
К3 - коэффициент, учитывающий условия обработки, К3= 0,94;
К4 - коэффициент, учитывающий число установок заготовки (NФ), отличающееся от принятого (N), К4=2,4.
εи=115*0,97*1*0,94*2,4*0,1=25,17мкм≈0,025мкм.
Определим погрешность по (1.12):

мм.
Несимметричность паза относительно оси вала зависит от погрешности изготовления половины угла паза призмы.
sinΔα=  (1.16)
(1.16)
sinΔα= 
α= 0,038° = 2’
Отсюда угол α=45°±2’
Погрешность формы в продольном направлении зависит от перекоса призм совместно с корпусом приспособления относительно паза станка, вследствие наличия зазора между пазом и шпонками корпуса.
Величина угла перекоса корпуса рассчитывается по формуле:
tg αпер=  (1.17)
(1.17)
Перекос паза Δф. п. определяется:
Δф. п. =LП* tg αпер=  (1.18)
(1.18)
где Lшп -расстояние между базовыми шпонками, мм;
Lп - расстояние от края обрабатываемого шпоночного паза до наиболее удаленной направляющей шпонки.
Lшп =315 мм.
Lп =175 мм.
Заданный перекос паза Δф. п. =0,05 мм.
Определим максимальный зазор Smax:
 мм.
мм.
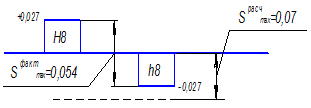
Рис.1.8 Схема полей
Подбираем подходящую посадку в сопряжении шпонка - паз станка:
Посадка в системе отверстия H7/е8 обеспечивает
Smaxф=0,027+0,059=0,086мм.
Отсюда запас точности:
Smaxр - Smaxф = 0,090 - 0,086 = 0,004 мм.
Дата: 2019-07-24, просмотров: 410.