На рис.1.3 представлена схема силового взаимодействия фрезы, заготовки и приспособления при обработке 1-го и 2-го паза.
Схема зажима заготовки
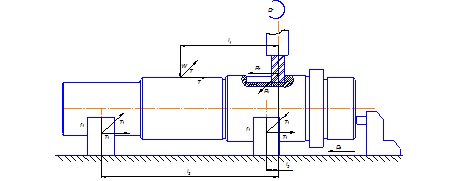
Рис.1.3
Как видно из рисунка 1.3, сила подачи Ph стремится сдвинуть заготовку с призм, но этому препятствуют силы трения Т и Т1, возникающие на зажимаемой шейке вала и на рабочей поверхности призм.
Из уравнения равновесия сил определим величину усилия зажима [6]:
 =
=  (1.7)
(1.7)
где f и f1 - коэффициенты трения в местах приложения усилия W и на призмах. К - коэффициент запаса, в свою очередь находится по формуле:
К=К0* К1* К2* К3, (1.8)
где К0 - гарантированный коэффициент запаса, равный 1,5. К1 - коэффициент, учитывающий вид технологической базы, для чистовых баз, как в данном случае, К1=1. К2 - коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента, при фрезеровании чугуна и стали К2=1,2. К3 - коэффициент, учитывающий прерывистость резания, при фрезеровании К3=1,3.
К=1,5*1*1,2*1,3=2,34
Коэффициент трения f примем равным 0,14, тогда f1=1,41×0,14=0, 1974.
 =
= 
Сила Pv стремится повернуть заготовку вокруг оси вращения фрезы, но этому препятствуют моменты от сил трения Т и Т1. Из условия равновесия заготовки и с учётом коэффициента запаса определим величину усилия зажима:
 =
=  (1.9)
(1.9)
где l1 - расстояние от оси фрезы до оси приложения усилия прижима.
l2, l3 - расстояния от оси фрезы до осей установочных призм. И равны:
l1 = 110 мм; l2 = 13 мм; l3 = 199 мм.
Dф - диаметр фрезы.
При обработке паза:
= 
Из двух значений усилия прижима выбираем для дальнейшего расчёта максимальное:  =964 Н.
=964 Н.
Расчет силового привода
Для закрепления заготовки будем использовать рычажный зажимной механизм. В зажимных механизмах обычно применяются пневматические, гидравлические и смешанные типы приводов.
Пневматический привод при своей простоте и удобстве эксплуатации имеет ряд недостатков: во-первых, воздух сжимаем и при переменных нагрузках пневмопривод не обеспечит достаточной жёсткости закрепления. Во-вторых, данный вид привода развивает меньшее усилие, нежели гидропривод; и в третьих, из-за мгновенного срабатывания пневмопривода прижим будет резко ударять по детали, что отрицательно скажется и на заготовке, и на зажимном механизме, и на условиях труда рабочего. Соответственно, применим в нашем приспособлении гидравлический привод. Диаметр поршня гидроцилиндра находим по формуле:
Dп=1,13·  , (1.10)
, (1.10)
где P - рабочее давление масла, принимаемое в расчетах равным 1 МПа, Q - усилие на штоке силового привода, определяется для выбранного нами механизма по формуле:
 ,
,  , (1.11),
, (1.11),
где W- усилие зажима,  - передаточное отношение по силе зажимного механизма. Отсюда:
- передаточное отношение по силе зажимного механизма. Отсюда:
 Н.
Н.
Dп=1,13·  =23мм.
=23мм.
Вывод:
Конструктивно с учетом обработки других заготовок принимаем Dп=60 мм, SQ=30 мм.
Дата: 2019-07-24, просмотров: 504.