На глубину конверсии сырья в значительной степени оказывает влияние газодинамический режим контактирования сырья с катализатором, осуществляемый в реакторах различных типов.
В реакторах с псевдоожиженным (кипящим) слоем микросферического катализатора катализ, тепло- и массообмен осуществляются при идеальном перемешивании реактантов с катализатором. Как наиболее значимые достоинства реакторов этого типа следует отметить:
высокую их удельную производительность;
легкость транспортирования микросферического катализатора и регулирования технологического режима;
осуществление каталитического процесса в области, близкой к чисто кинетической;
отсутствие градиента температуры в кипящем слое и некоторые другие.
Как недостатки реакторов с кипящим слоем можно указать на следующие:
неравномерность времени пребывания сырья в зоне реакции, в результате некоторая часть сырья подвергается чрезмерному крекированию до газа и кокса, а другая часть - легкому крекингу;
среднее фиктивное время контакта, хотя и меньше, чем в реакторах с движущимся слоем шарикового катализатора, но недостаточно малое (3-15 мин), чтобы обеспечить максимально высокую селективность крекинга.
Реакторы каталитического крекинга перечисленных выше двух типов в последние годы постепенно вытесняются более совершенными типами - прямоточными реакторами с восходящим потоком газокатализаторной смеси (лифт-реактор). По газодинамическим характеристикам этот реактор приближается к реакторам идеального вытеснения (то есть интегрального типа), являющимися более эффективными для каталитического крекинга по сравнению с реакторами с псевдоожиженным слоем катализатора. При этом время контакта сырья с ЦСК благодаря высокой активности снижается в лифт-реакторе примерно на 2 порядка (до 2 - 6 с). Высокая термостабильность современных катализаторов (редкоземельных обменных форм цеолитов или безцеолитных ультрастабильных и др.) позволяет проводить реакции крекинга при повышенных температурах и исключительно малом времени контакта, то есть осуществить высокоинтенсивный ("скоростной") жесткий крекинг (подобно процессам пиролиза).
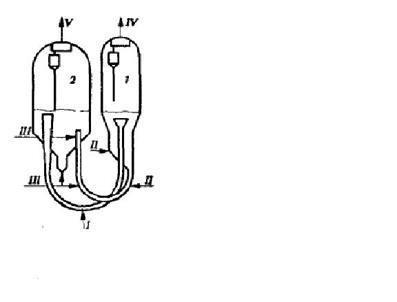
Рис.4. Схема реакторного блока отечественных установок каталитического крекинга с псевдоожиженным слоем катализатора: 43-103. 1-реактор, 2-регенератор; I-сырье, II-водяной пар, III-воздух, IV-продукты крекинга, V-дымовые газы.
Сырьё с температурой 350-500°С в смеси с пылевидным катализатором поступает через распределительное устройство, создающее псевдоожиженный слой в реакционную зону, в которой осуществляется крекинг сырья. Продукты крекинга поступают в сепаратор, где завершаются химические реакции и происходит отделение катализатора, который отводится из нижней части сепаратора и самотёком поступает в регенератор, в котором при температуре 600°С осуществляется выжиг кокса. Циклоны, расположенные в верхней части отстойной зоны улавливают катализатор, и через соответствующие спускные стояки возвращают его в слой. В отпарных секциях катализатор обрабатывается водяным паром с целью десорбции с его поверхности углеводородов. Восстановленный в регенераторе катализатор возвращается на узел ввода сырья.
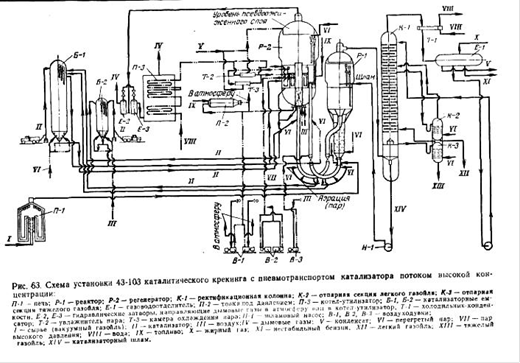
Сырье, нагретое в печи П-1 до 350 °С, вводят в поток регенерированного катализатора перед его входом в реактор Р-1. Полное испарение и частичное превращение сырья происходят еще до поступления взвеси в псевдоожиженный слой. Отработанный катализатор уходит в нижнюю, суженную отпарную секцию-десорбер, где из пор закоксованного катализатора отпариваются летучие углеводороды.
Отпаренный закоксованный катализатор транспортируют в регенератор Р-2. Чтобы поддержать движение, в основание восходящей части линии пневмотранспорта вдувают воздуходувкой В-3 часть воздуха, направляемого в регенератор для сжигания кокса. Снижение концентрации твердой фазы на этом участке обеспечивает устойчивый транспорт отработанного катализатора.
Регенерированный катализатор возвращается из регенератора Р-2 в реактор. Пары, образующиеся при контакте сырья с катализатором, снижают концентрацию твердой фазы; в результате обеспечивается движущий импульс в линии регенерированного катализатора.
Пары продуктов крекинга и сопутствующий им водяной пар покидают псевдоожиженный слой реактора при 490-500 °С и - 0,18 МПа, проходят циклонные сепараторы и направляются в ректификационную колонну К-1. Основная масса катализаторной мелочи отделяется в циклонах и возвращается в псевдоожиженный слой; самые мелкие частицы пыли уносятся в ректификационную колонну и отмываются в ее нижней части циркулирующей флегмой, образуя шлам. Из колонны К-1 выходят два боковых погона. Нижний представляет собой тяжелый каталитический газойль с н. к. = 350°С. Этот продукт можно направить на повторный крекинг в смеси со свежим сырьем. Верхний боковой погон - легкий каталитический газойль с пределами выкипания 195-350 °С. Бензин и газ вместе с водяным паром выходят с верха колонны К-1-В конденсаторе-холодильнике Т-1 образуются конденсаты нестабильного бензина и водяного пара, расслаивающиеся в газоводоотделителе Е-1. Нестабильный бензин и равновесный с ним жирный газ направляют в систему газофракционирования (на схеме не показана).
Для сброса катализатора из реактора и регенератора при регулярных и аварийных остановках имеется емкость Б-1; для подпитки системы свежим катализатором и для регулирования его уровня в реакторе предусмотрена емкость Б-2.
Газы, выходящие из регенератора при - 600°С, содержат значительные количества оксида углерода и несут большой запас тепла. Использование этого тепла, особенно после дожигания оксида углерода, позволяет получить в котле-утилизаторе П-3 значительное количество водяного пара при ~4 МПа.
Чтобы обеспечить точность регулировки отвода избыточного тепла из псевдоожиженного слоя в регенераторе Р-2, в змеевики регенератора подают не воду, а насыщенный пар из увлажнителя Т-2. Пар, перегревшийся в первой секции змеевиков, охлаждают, впрыскивая водный конденсат в камеру Т-3, до требуемой температуры и подают во вторую секцию, где он вновь нагревается. По выходе из второй секции пар идет в паровую турбину компрессора углеводородного газа, направляемого на газофракционирование.
Для разогрева регенератора при пуске установки имеется топка П-2, где нагревают воздух, направляемый в регенератор. Когда температура катализатора в регенераторе достигает 300 °С, топку П-2 отключают, и подают топливо непосредственно в псевдоожиженный слой регенератора, вплоть до выхода на нормальный режим.
8. Индивидуальное задание
В регенераторе установки каталитического крекинга с кипящим слоем катализатора сжигают 8350 кг/ч кокса. Определить температуру катализатора на выходе из регенератора, если известно:
масса циркулирующего катализатора Gк. ц. =1200 000 кг/ч
расход воздуха 11,5 кг/ кг кокса
воздух подается с температурой 25 0С
температура катализатора на входе в регенератор 480 0С
теплоты сгорания кокса (с учетом неполного сгорания в СО2)
Qс. г. =23442 кДж/кг
удельная теплоемкость катализатора С=1,046 кДж/ (кг К)
кокса С=1,255 кДж/ (кг К)
воздуха С=1,0 кДж/ (кг К)
дымовых газов С=0,45 кДж/ (кг К)
Расчет:
В регенераторе происходит выжигание кокса с поверхности катализатора в потоке подаваемого в аппарат воздуха. Тепловой баланс регенератора:
Qк. о+Qв+Qс. г=Qк. р+Qп. с
Где Qк. о - количество теплоты (в килоджоулях), поступающей в регенератор с отработанным катализатором,
Qв - количество теплоты (в килоджоулях), поступающей в регенератор с отработанным воздухом
Qс. г. - количество теплоты, выделившейся в результате горения кокса
Правая часть уравнения отвечает
Qп. с - количество теплоты (в килоджоулях) с уходящими продуктами сгорания (дымовыми газами)
Температура уходящих дымовых газов принимается на 15-20°С выше температуры кипящего слоя (5000С)
Qк. р - регенерированным катализатором
Qк. о=  МДж
МДж
Qв=  МДж
МДж
Qс. г=23,442 МДж
Qп. с=  МДж
МДж
Qк. р= 

 К=588,85 0С
К=588,85 0С
Ответ: температура катализатора на выходе из регенератора Т=588,85 0С
Список литературы
1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа, Гилем, 2002.
2. Смидович Е.В. Технология переработки нефти и газа. Ч.2-ая. Крекинг нефтяного сырья и переработка углеводородных газов. М.: Химия, 1980.
3. Войцеховский Б.В., Корма А. Каталитический крекинг. Катализаторы, химия, кинетика. М.: Химия, 1990
4. Магарил Р.З. Теоретические основы процессов переработки нефти. Л.: Химия, 1985.
5. Сарданашвили А.Г. Примеры и задачи по технологии переработки нефти и газа. М.: Химия, 1980.
6. Хорошко С.И., Хорошко Сборник задач по химии и технологии нефти и газа. Новополоцк 2001
7. Эмирджанов Р.Т., Лемберанский Р.А. Основы технологических расчетов в нефтепереработке и нефтехимии. М.: Химия, 1989.
8. Каминский Э.Ф. Глубокая переработка нефти. Москва, 2001.
Дата: 2019-07-24, просмотров: 413.