Катализаторы современных крупнотоннажных процессов каталитического крекинга, осуществляемых при высоких температурах (500-800 °С) в режиме интенсивного массо- и теплообмена в аппаратах с движущимся или псевдоожиженным слоем катализатора, должных обладать не только высокими активностью, селективностью и термостабильностью, но и удовлетворять повышенным требованиям к ним по регенерационным, механическим и некоторым другим эксплуатационным свойствам. Промышленные катализаторы крекинга представляют собой в этой связи сложные многокомпонентные системы, состоящие из:
1) матрицы (носителя);
2) активного компонента - цеолита;
3) вспомогательных активных и неактивных добавок.
Матрица катализаторов крекинга выполняет функции как носителя - поверхности, на которой затем диспергируют основной активный компонент - цеолит и вспомогательные добавки. В качестве материала матрицы современных катализаторов крекинга преимущественно применяют синтетический аморфный алюмосиликат с высокой удельной поверхностью и оптимальной поровой структурой, обеспечивающей доступ для крупных молекул крекируемого сырья.
Аморфные алюмосиликаты являлись основными промышленными катализаторами крекинга до разработки цеолитсодержащих катализаторов.
Синтезируются они при взаимодействии растворов, содержащих оксиды алюминия и кремния, например, жидкого стекла Na2О3SiО2 и сернокислого алюминия A12 (SО4) 3.
Химический состав аморфного алюмосиликата может быть выражен формулой:
Na2О (Al2О3 х SiО2),
где х - число молей SiО2 на 1 моль А12О3. Обычно в промышленных аморфных алюмосиликатах содержание оксида алюминия находится в пределах 6-30% масс.
Аморфные алюмосиликаты обладают ионнообменными свойствами, а для придания каталитической активности обрабатывают их раствором сернокислого алюминия для замещения катионов Na+ на А13+. Высушенные и прокаленные аморфные алюмосиликаты проявляют протонную и апротонную кислотности. При этом по мере повышения температуры прокаливания происходит превращение протонных кислотных центров в апротонные.
Активным компонентом катализаторов крекинга является цеолит, который осуществляет вторичные каталитические превращения углеводородов сырья с образованием конечных целевых продуктов.
Химический состав цеолитов можно выразить следующей эмпирической формулой:
М2/nО-Аl2О3 - xSiO2 уН20
где х - обычно равен или больше 2 (соотношение SiО2 и А12Оз для цеолитов составляет от - 2 до 15).
В настоящее время насчитывается несколько десятков разновидностей природных и синтетических цеолитов, отличающихся структурой, типом катионов Me, силикатным модулем и числом молекул кристаллизационной воды.
Эффективность цеолитсодержащих катализаторов во многом объясняется их химическим составом и строением. Основными элементами структуры цеолитов, определяемыми типом исходного минерала, являются полости, соединенные между собой окнами и каналами. Обычно полости имеют больший диаметр, чем каналы (или окна). Пересеченные сети пор и полости способствуют лучшему диффузионному обмену между парами сырья и продуктами реакции.
Например, в цеолите типа шабазит имеется 3*1020 полостей диаметром 11,4А, в каждую полость которого может вместиться 24 молекулы воды. Диаметр окон шабазита составляет 4,9А. При нагреве цеолита вода удаляется, и образуется ячеистая структура. Удельная поверхность цеолитов достигает 700 - 1000 м2/г. Обезвоженные цеолиты способны избирательно адсорбировать молекулы различных веществ в зависимости от размеров каналов. Разумеется, если диаметр адсорбируемого вещества больше, чем сечение канала, то оно не может проникнуть во внутренние поры цеолита (ситовой эффект). Так, при диаметре канала (окна) 4А цеолит не может адсорбировать углеводороды нормального строения, диаметр молекул которых равен = 4,9А.
Обычно тип структуры синтетического цеолита обозначают буквами латинского алфавита А, X, Y,... L и т.д. Перед буквами ставят химическую формулу катиона металла, компенсирующего отрицательный заряд алюминия в алюмосиликате. Например, СаХ означает цеолит типа X в кальциевой обменной форме; LaY, ReY - соответственно лантановая и редкоземельная форма цеолита Y.
Принято подразделять цеолиты в зависимости от величины силикатного модуля на следующие структурные типы:
| Х, А | Тип цеолита |
| 1,8-2,0 | цеолит А |
| 2,3-3,0 | цеолит X |
| 3,0-6,0 | цеолит Y |
| 6,0-7,0 | эрионит (цеолит Т) |
| 8,3-10,7 | морденит |
| 10-35,0 | цеолит L |
За рубежом цеолиты классифицируют иначе: перед буквой, обозначающей тип цеолита, ставят цифру, соответствующую максимальному диаметру молекул (в ангстремах), адсорбируемых данным цеолитом. По этой классификации цеолиту NaA соответствует цеолит 4А, цеолиту СаА - 5А, цеолиту NaX - 13Х, цеолиту СаХ - 10Х и т.д.
Наибольшее промышленное применение получили синтетические цеолиты форм X и У с полостями и окнами размером около 10 А. Они обладают такой же кристаллической структурой, что и фожазит - цеолит, встречающийся в природе.
Стенки окон и полостей в цеолитах образуются из правильно расположенных тетраэдров двуокиси кремнии и окиси алюминия. (рис.1) является основным отличием цеолитов от аморфного алюмосиликата.
Атомы кислорода расположены в их вершинах, атом кремния связан одной валентной связью с каждым из четырех атомов кислорода. Поэтому четырехвалентный кремний в тетраэдре оказывается электрически нейтральным.
Тетраэдр, содержащий трехвалентный алюминий, обладает одним отрицательным зарядом, так как валентность одного из атомов кислорода из четырех не насыщается.
В натриевой форме цеолита отрицательный заряд тетраэдра соединяется с положительным зарядом иона натрия.
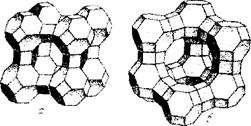
Рис. 2. Структура цеолитов: а - синтетического типа А, б - природного (фожазита).
Цеолиты обладают исключительно большой активностью. Поэтому их применяют в смеси с аморфными катализаторами. В цеолитсодержащих катализаторах крекинга обычно содержится 15-20 % (масс) цеолитов. Но даже и в таком виде они значительно превосходят (по показателям работы установки) аморфные катализаторы, и применение их дает значительный экономический эффект.
В промышленной практике применяют алюмосиликатные катализаторы (в основном цеолитсодержащие) - микросферические или размолотые - порошкообразные - для процессов флюид или шарообразные размером 3-5 мм - для процессов с движущимся слоем катализатора. Учитывая непрочность, высокие стоимость и активность цеолитов, а также для обеспечения легкого проникновения молекул сырья к зернам цеолита и отвода продуктов крекинга и подачи воздуха к коксу, отложившемуся на катализаторе (с целью его окислительной регенерации), в цеолит вводят механически прочную матрицу.
В промышленности используют две схемы получения микросферических цеолитсодержащих катализаторов:
1) получение катализатора крекинга со связующим;
2) получение катализатора крекинга без связующего.
В первом случае отдельно синтезированные цеолиты с размером кристалликов до 5 мкм смешивают со связующим. В качестве связующего, в зависимости от назначения будущего катализатора, применяют алюмо- или кремнегидрозоль. Суспензия тщательно перемешивается, подвергается распылительной сушке, ионному обмену, промывке, сушке и прокаливанию. Особенность технологии состоит в том, что наполнитель жестко фиксирует кристаллики цеолита, создавая пористую, ажурную систему тончайших транспортных пор для диффузии углеводородов.
Катализаторы, содержащие в качестве основного компонента матрицы каолин, более активны и селективны. Они проявляют высокую устойчивость к металлам, присутствующим в сырье.
Согласно второй схеме, готовится водная суспензия природного алюмосиликата - каолина, которая подвергается распылительной сушке и прокаливанию до 1100 °С. Затем в порах активного вещества матрицы на всей созданной внутренней поверхности синтезируют и выращивают слой кристаллов цеолита до размеров < 0,25 мкм. Эта технология позволяет достичь содержания цеолита в катализаторе до 80 масс.%, в отличие от 20 масс.% по первому способу. По окончании роста кристаллов цеолита осуществляют ионный обмен, термохимическую обработку, сушку и прокалку уже готового микросферического катализатора. Данная технология позволяет готовить катализатор с заданными свойствами, каждая из частиц которого имеет одинаковый состав и свойства.
Для установки с движущимся слоем катализаторы приготавливают со связующим так же, как описано выше, но в процесс включается операция по формованию шариков.
При регенерации катализаторов в атмосферу выбрасываются кроме СО2 и паров воды большие количества СО и SOx. Для уменьшения их попадания в воздух разработаны специальные добавки к катализаторам крекинга. Носителем является оксид алюминия, активным компонентом - платина, содержание которых составляет 0,06 масс % и 0,04 масс % соответственно. Катализаторы дожигания СО характеризуются повышенной насыпной плотностью и механической прочностью при истирании в системе реактор-регенератор. Содержание СО в дымовых газах регенератора снижается до 0,05 об % и ниже.
В качестве добавок к катализаторам крекинга запатентованы композиции, содержащие в основном оксид алюминия (90 масс.%), а также оксиды металлов второй группы Периодической системы элементов и оксиды, обладающие окислительными свойствами (Fе, Мn, Re).
Связывание оксидов серы происходит в регенераторе в окислительной среде с образованием сульфатов, которые в реакторе, в восстановительной среде, вновь образуют оксид и выделяют в газ крекинга сероводород.
Дата: 2019-07-24, просмотров: 445.