Износ РИ происходит в результате высокого давления, температуры в зоне резания и скорости относительного перемещения контактных поверхностей инструмента и заготовки. Независимо от типа и назначения все инструменты изнашиваются по задней поверхности.
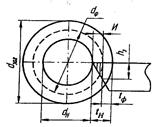
Площадка износа по задней поверхности, определяемая ее шириной h3 обусловливает появление размерного износа И в направлении, нормальном к обрабатываемой поверхности. Следствием этого является изменение настроечной глубины t Н и появление погрешности обработки ∆И из-за износа режущего инструмента. В рассматриваемом случае она составляет на диаметр величину ∆И = 2И.
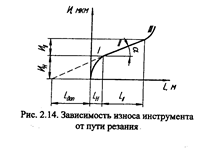
Характерная кривая износа инструмента по задней поверхности в условиях работы, исключающих хрупкое разрушение инструмента, показывает, что в период начального износа (участок / ) происходит наиболее интенсивный износ. В это время происходит приработка режущего лезвия. Начальный износ ИН и продолжительность работы LН зависят от материалов инструмента и заготовки, режима резания и качества заточки инструмента. На участке // нормального износа, величина износа И// пропорционально пути резания L//. Интенсивность износа на этом участке принято оценивать относительным износом ИО:
ИО=  =tgα.
=tgα.
Величина относительного износа зависит от условий выполнения процесса резания. В справочной литературе приведены данные по ИО (мкм/км) для различных видов и условий обработки. Установлено, что существует оптимальное значение скорости резания, при которой величина ИО минимальна. Увеличение подачи приводит к существенному росту ИО, увеличение глубины незначительно увеличивает ИО. При повышении жесткости станка износ РИ заметно снижается. Участок /// катастрофического износа инструмента сопровождается выкрашиванием режущего лезвия и поломками инструмента вследствие ослабления режущего клина и роста усилий и температуры резания, действующих на инструмент. Величина
∆ИН =  ,
,
где L – длина пути резания в прогнозируемый момент. Для точения
L=  ,
,
где d и l - диаметр и длина обрабатываемой заготовки. So – подача на оборот. Погрешность износа ∆И является систематической закономерно изменяющейся в период стойкости РИ. Уменьшить величину погрешности износа можно путем повышения износостойкости инструментов: 1) оптимизацией геометрии РИ. 2) Применением спец. методов повышения износостойкости РИ (покрытия, ионная имплантация, лазерное и электроискровое легирование и т.д.). 3) Воздействием на зону резания с целью снижения ее физико-механических характеристик и, следовательно, уменьшением силовых и тепловых нагрузок на РИ.

Упругие деформации элементов замкнутой технологической системы СПИД возникают под действием усилия резания. В первую очередь будут иметь влияние деформации под действием радиальной составляющей РУ усилия резания (это при обтачивании диаметра). Ожидаемый (настроечный) диаметр детали: dН= dЗАГ-2tН, где tН – настроечная глубина резания. В процессе резания возникает радиальное усилие РУ, под действием которого и его реакции в радиальном направлении упруго деформируются элементы технологической системы на величины: УСУП – деформация суппорта; УЗАГ – деформация заготовки; УПБ – деформация шпиндельного узла (передней бабки). Эти деформации ведут к изменению глубины по сравнению с настроечной на величину
∆t= УСУП + УПБ + УЗАГ.
Фактическое значение диаметра детали dФ составит:
dФ = dЗАГ-2(tН – ∆ tН)= dЗАГ-2 tН +2∆ tН.
Возникает погрешность упругих деформаций элементов технологической системы ∆У, численно равная:
∆У = 2∆ tН =2(УПБ +УЗАГ+УСУП). ∆У – случайная величина.
Дата: 2019-07-25, просмотров: 349.