Правило единства баз. При назначении технологических баз заготовки следует принимать в качестве технологических баз элементы детали, являющиеся измерительными базами.
В противном случае возникает εб - погрешность базирования по заданному размеру (это правило - для настроенного оборудования). εб численно равна погрешности размера, связывающего измерительную и технологическую базы при их несовпадении.
Рассмотрим операцию обработки паза на горизонтально-фрезерном станке. Цель операции – обработка паза с обеспечением точности размеров паза и точности размеров, определяющих его положение на заготовке. В частности, положение дна паза может быть задано как от пов-ти 1 размером Б, так и от пов-ти 2 размером С. Настройку положения фрезы целесообразно вести от настроечной базы приспособления, совпадающей с плоскостью, в которой расположены опорные точки 1, 2, 3, реализуемые опорными элементами приспособления. Настроечным является размер Сн.
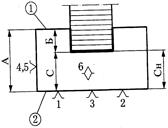
Вариант 1. Положение дна паза определяется размером Б. Измерительная база 1 не совпадает с технологической базой 2. Размер Б =А-С, а его погрешность
ωБ= ωА+ ωСн
Вариант 2. Положение дна паза задано размером С. Измерительная база 1 совпадает с технологической базой 1. Размер С формируется копированием размера Сн. В этом случае:
ωС= ωСн.
В варианте 1 погрешность ωБ размера Б увеличивается на величину погрешности ωА, связывающего базы. Возникает погрешность базирования εб = ωА
Для того чтобы заготовка сохраняла определенность базирования, необходимо силовое замыкание между базами заготовки и элементами станочного приспособления, т.е. закрепление заготовки. Однако при этом возникает некоторое смещение баз заготовки относительно положения, достигнутого при базировании, т.е. погрешность закрепления εз ; она определяется как колебание положения измерительной базы относительно настроенного на размер инструмента, возникающее вследствие смещения техн. баз заготовок при их закреплении.

Смещение происходит в рез-те деформаций З, установочных элементов и корпуса приспособления. Наибольшую величину составляют контактные упругопластические деформации «у» в стыке «база З – установочный элемент приспособления»:
εз=у=С. Qn . cosα ,
где С – коэф, характ. вид контакта, состояние материала и микрогеометрию (шерохов., волнистость) базовых пов-тей З и приспособления. Q – усилие, приходящееся на один опорный элемент; n – показатель степени, зависящий от характера деформаций.
εз носит случайный характер из-за колебаний усилия закрепления, твердости, шероховатости, волнистости базовых пов-тей З, состояния базовых пов-тей установочных элм приспособлений в процессе обработки партии З.
При установке приспособления с заготовкой относительно инструмента необходимо учитывать погрешность приспособления:
εпр=f(εизг; εизн; εус),
где εус – погр. установки присп. на станке. При использовании одного ПР погрешность установки и изготовления – постоянные систематические величины, а погр. износа – сист. переменная величина. Эти погрешности устраняются настройкой станка. Если много ПР, то погр. приспособления – случайная величина:
εпр=  ;
;
Δεу=  .
.
Погрешность установки – случайная величина.
Дата: 2019-07-25, просмотров: 344.