План изготовления детали. Назначения технологических допусков при выполнении операции
План изготовления детали разрабатывается на базе маршрутной технологии и служит основой для проектирования технологических операций.
План — это графически иллюстративный документ учебного характера, содержащий следующую информацию:
1. номера и названия всех технологических процессов, имеющих место при изготовлении детали в соответствии с принятым технологическим маршрутом ее изготовления.
2. наименование и предполагаемую модель оборудования, на котором выполняется конкретная технологическая операция
3. эскиз обработки заготовки
4. технические требования на выполнение операции
На эскизе заготовка должна быть изображена в рабочем положении обработки на станке, ее конфигурация должна соответствовать форме, которая получается после обработки на операции или ее отдельном этапе. Обработанные поверхности выделяются двойной контурной линией красного цвета.
На эскизах должны быть выполнены теоретические схемы базирования при выполнении технологических операций. При необходимости указываются номера поверхностей или осей, являющихся технологическими базами, с индексами операций на которых эти базы сформировались.
Указываются операционные размеры, предписанные к выполнению данной операции, установу, позиции. Операционные размеры обозначаются буквенными или буквенно-цифровыми символами с индексами операций.
Символы размеров берутся из схемы кодирования поверхностей. При необходимости используется латинский и греческий алфавит.
Технические требования на выполнение технологических операций включает в себя требования к шероховатости, технологические допуски на размер форму и взаимное расположение поверхностей.
При назначении технологических допусков на размеры на настроенном станке необходимо придерживаться следующих правил:
1. допуск на размер между измерительной базой и обработанной поверхностью ТАоп складывается из статической погрешности получения размера ωстАоп, пространственных отклонений измерительной базы Δ  и погрешности базирования ε
и погрешности базирования ε  от несовпадения технологической и измерительной баз:
от несовпадения технологической и измерительной баз:
ТАоп= ωстАоп + Δ + ε
2. Допуск на размер Б между поверхностями, обработанными с одного установа включает в себя только величину статической погрешности
ТБоп= ωстБоп
3. операционные допуски на размеры 2Воп и 2Гоп замкнутых поверхностей складывается из статических погрешностей обработки этих поверхностей:
Т2Воп= ωст2Воп, Т2Гоп= ωст2Гоп
При обеспечении точности методом последовательных ходов и промеров операционные допуски равны или больше статистических погрешностей выполняемых размеров.
Табличный метод.
Позволяет получить значения операционных припусков по таблицам, составленных на основе обобщения и систематизации данных передовых предприятий.
Значения общих припусков приведены в стандартах на исходные заготовки - поковки, отливки.
Недостатком этого метода является то, что припуски назначают без учета конкретных условий построения технологических процессов: структур операций, особенностей работы оборудования, схем установки заготовки и размерных взаимосвязей в технологическом процессе. Опытно - статистические величины завышены, так как ориентированы на условия, где увеличенный припуск дает возможность избежать брака за счет удлинения технологического маршрута. Этот метод применим в условиях единичного и мелкосерийного производства, где не требуется углубленного анализа выполнения операций.
Метод размерных цепей
Данный метод позволяет установить взаимосвязи операционных размеров, припусков, размеров детали и иных ее размерных параметров на всех стадиях обработки заготовки.
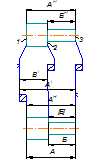
Технологический процесс обработки заготовки с размерами в продольном направлении А i -1 и Б i -1 включает операцию подрезки торцев 2 и 3 с выдерживанием операционных размеров Вi и Аi от технологической базы - торца 1 и операцию подрезки торца 1 с выдерживанием размера А i +1 от базы торца 3.На этих операциях снимаются припуски. Индексы 1,2,3 соответствуют номерам обрабатываемых поверхностей.
Величины припусков и размер Б являются замыкающими звеньями размерных цепей с уравнениями:
Задаваясь минимальными значениями припусков из условия устранения следов предыдущей обработки:

И используя уравнения погрешностей размерных цепей можно найти максимальное значение припусков:
 ,
,
Где ωZi – погрешность припуска.
 ,
,
Где ωАi – погрешности составляющих звеньев в правой части уравнений,
n – количество звеньев.
Взаимозаменяемые настройки.
При взаимозаменяемых настройках изношенные или вышедшие из строя по причине поломки режущие инструменты заменяют такими же без дополнительной поднастройки. Этот прием обеспечивает сокращение вспомогательного времени на замену инструмента и подналадку оборудования.
Постоянство настроечного размера достигается при неизменном координатном размере А с постоянными размерами инструмента L Р .
Базовый размер L Р после переточки в таком инструменте восстанавливается регулированием по концевым мерам или в специальном индикаторном приспособлении. Настройка инструмента на заданный размер осуществляется заблаговременно до установки его на станок, и поэтому она не снижает существенно производительности процесса обработки деталей.

Область применения станков с ЧПУ. Системы управления станками. Системы координат на станках с ЧПУ. Требования, предъявляемые к заготовкам, обрабатываемым на станках ЧПУ. Особенности проектирования
Область применения станков, технологические возможности. Станки с ЧПУ представляют собой автоматы или полуавтоматы, подвижные органы которых совершают рабочие и вспомогательные движения автоматически по заранее установленной управляющей программе (УП), записанной на программоносителе в цифровой форме. Основная область применения станков с ЧПУ — среднесерийное производство. Наибольший эффект применение станков с ЧПУ дает при обработке деталей со сложной конфигурацией при партии запуска более 15—20 штук.
Основные преимущества использования станков с ЧПУ:
1. повышение производительности труда за счет увеличения концентрации операций, сокращения временных затрат на переустановку, транспортировку заготовок;
2. обеспечение высокой точности обработки, т. к. процесс обработки автоматизирован и не зависит от квалификации станочника;
3. гибкость производства за счет быстрой переналадки оборудования;
4. уменьшение потребного количества оборудования;
5. снижение квалификации станочников;
6. возможность многостаночной работы.
К негативным явлениям, имеющим место при использовании станков с ЧПУ, можно отнести следующие:
1. высокая стоимость оборудования;
2. затраты на подготовку управляющих программ;
3. повышение затрат на эксплуатацию и ремонт оборудования;
4. высокая стоимость режущих инструментов.
Системы управления.
Современные станки с ЧПУ в зависимости от вида обработки могут иметь различные системы управления, реализующие движения рабочих органов.
Позиционные с цифровой индексацией (Ф1) обеспечивают перемещение рабочих органов в заданные точки без задания траектории перемещения. Перемещение происходит по двум или трем взаимноперпендикулярным направлениям последовательно. На световом табло такой системы непрерывно указываются численные значения координат подвижных органов станка. Часто система оборудуется пультом с панелью набора координат.
Позиционные системы без индикации (Ф2) или контурные прямоугольные представляют то же самое, что и вышеприведенные, однако не имеют устройств цифровой индексации и ввода данных.
Контурные системы (ФЗ) с линейными или круговыми интерполяторами обеспечивают движение рабочих органов станка одновременно по двум или трем координатам по заданной траектории.
Комбинированные системы (Ф4) сочетают в себе качества позиционных и контурных систем.
Кроме того, в обозначения моделей станков вводятся индексы, отражающие конструктивные особенности станка, связанные со сменой инструментов: Р - смена инструмента поворотом револьверной головки; М — автоматическая смена инструмента из магазина.
По числу управляемых движений (координат) системы ЧПУ могут быть двух-, трех-, четырех-, пяти- и многокоординатными. Количество управляемых координат является важной технологической характеристикой станка. Так, для токарных и шлифовальных достаточно двух; для сверлильных и расточных — трех, фрезерных - пяти управляемых координат.
Системы координат
Для программирования перемещений применяются два способа отсчета перемещений: абсолютный и относительный (в приращениях).
При абсолютном способе отсчета положение начала координат остается постоянным для всей траектории перемещений инструмента. На программоносителе записываются абсолютные значения координат опорных точек траектории. Для удобства программирования и настройки положение начала координат может быть выбрано в любом месте в пределах рабочих ходов подвижных органов («плавающий нуль»). При таком способе отсчета целесообразно применять координатный способ простановки размеров у обрабатываемых деталей, тогда операционные размеры совпадут с заданными чертежом.
В относительном способе отсчета координат за нулевое каждый раз принимается положение рабочего органа, которое он занимал перед началом очередного перемещения к новой опорной точке. В программу вводятся приращения координат при переходе от предыдущей к последующей опорной точке. Лучшим вариантом простановки размеров и детали в этом случае является цепочный. При этом накапливаются погрешности перемещений.
Точность обработки в значительной мере определяется тем, с какой точностью обеспечивается выход рабочих органов на заданные координаты — точностью позиционирования.
Режимы обработки могут изменяться при выполнении переходов или внутри отдельных переходов, что позволяет оптимизировать процесс обработки сложных поверхностей.
Разработка технологических операций
При проектировании технологической операции на станке ЧПУ особое внимание уделяют технологическим переходам. Для них разрабатывают траектории относительных рабочих и вспомогательных перемещений инструмента и заготовки, после чего приступают к программированию.
Основной системой координат, в которой осуществляются перемещения рабочих органов станка, является система координат станка (СКС). Расположение и обозначения осей координат, отвечающие направлениям независимых управляемых движений принимается в соответствии со стандартом ISO - R841. В основу положена ортогональная правая система координат с осями X, Y, Z. За положительные направления принимают такие, при которых инструмент и заготовка удаляются друг от друга. При этом ось Z совмещена с осью вращения инструмента или заготовки, а ось X всегда горизонтальна (рис. 5.2).
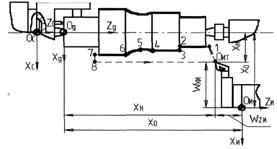
Рис. 5.2. Взаимосвязь систем координат токарного станка с ЧПУ
Положение нулевой точки станка («нуль станка») стандартами не установлено. Обычно нулевая точка совмещается с базовой точкой узла, несущего заготовку, зафиксированного в таком положении, чтобы все перемещения рабочих органов станка в СКС описывались положительными координатами. Базовыми точками служат: для шпинделя - точка пересечения торца шпинделя с осью вращения; для крестового стола — точка пересечения его диагоналей; для поворотного' стола - точка пересечения плоскости с осью вращения стола и т.д.
Система координат детали (СКД) служит для задания координат опорных точек траектории относительного движения инструмента. Опорными точками называют точки начала, конца, пересечения или касания геометрических элементов, из которых образованы линии контура детали и траектории движения инструментов. СКД выбирает технолог по следующим рекомендациям:
— начало СКД - «нуль детали» следует располагать так, чтобы большинство опорных точек имели положительные координаты;
—координатные плоскости должны быть совмещены или параллельны технологическим базам заготовки;
—направление осей должно быть таким же, как и в СКС;
—координатные оси СКД необходимо совмещать с осями симметрии заготовки или с возможно большим числом размерных линий.
Система координат инструмента (СКИ) предназначена для задания положения режущего лезвия инструмента относительно устройства, в которое он установлен. Оси СКИ параллельны и направлены в туже сторону, что и оси СКС. Начало СКИ («нуль инструмента») выбирают с учетом особенности установки и настройки инструмента на станке: в базовой точке инструментального блока, суппорта, шпинделя.
Вершина инструмента, точка на оси инструмента, являющиеся настроечными точками, используются в качестве расчетных при вычислении траектории инструмента.
Положение исходной точки траектории выбирается с учетом удобства установки заготовки и смены инструмента.
Положение нуля детали может быть перенесено в любую точку («плавающий нуль»), в том числе и за пределы контура детали, если это облегчит процесс программирования или повысит точность получения размеров.
Координаты вершины инструмента Wz и Wx при наладке могут не выдерживаться, если возможно «обнуление», т.е. фиксация вершины инструмента в СКС с помощью специальных датчиков фиксации.
При определении состава токарной операции по числу и последовательности переходов контур детали делят на зоны. Можно выделить два вида зон: выборки массивов материала и контурные. Для удаления напусков из зон массивов следует применять типовые схемы траекторий обработки и постоянные типовые циклы, имеющиеся в программном обеспечении станков с ЧПУ.
На станках с ЧПУ выгодно обрабатывать детали сложной конфигурации, которая требует большого количества технологических переходов и переходов с контурной обработкой. К основным требованиям технологичности конструкции заготовки относ:
- стандартизация и унификация элементов конструкции;
- упрощение геометрических форм;
- максимальная инструментальная доступность;
Размерный анализ
Размерный анализ технологических процессов изготовления деталей машин включает специальные способы выявления и фиксации связей размерных параметров детали при ее изготовлении, а также методы расчета этих параметров путем решения размерных цепей.
Размерная схема представляет собой специальный технологический документ, в котором графически представляются параметры и иллюстрируются изменения размерных параметров по мере выполнения тех. процесса. Размерные схемы подразделяют:
- схема линейных размеров
- схема диаметральных размеров
- комбинированные (для расчета корпусных деталей)
- схемы отклонений расположения (для расчета пространственных отклонений).
Используя размерную схему выявляют размерные цепи.
Размерные цепи - последовательный ряд взаимосвязанных линейных и угловых размеров, образующих замкнутый контур и отнесенных к одной детали или группе деталей. В размерных цепях один из размеров называется замыкающим, а остальные - составляющими.Различают линейные, угловые, плоскостные, пространственные размерные цепи.
Размерный анализ, выполняемый с помощью технологических операционных размерных цепей, позволяет решить задачи:
- обеспечить проектирование оптимального тех. процесса и минимально необходимое число тех. операций.
- установить научно обоснованные операционные размеры и тех. требования на всех операциях, что позволит спроектировать тех. процесс с минимальны ми корректировками.
- установить минимально необходимые припуски, размеры заготовки, повысить коэффициент использования материала заготовки.
Графическое изображение размерных цепей в виде замкнутого контура, образуемого последовательно примыкающими друг к другу размерами, называется схемой размерных цепей.
Уравнение размерной цепи - математическое выражение, устанавливающее взаимосвязь между замыкающим и составляющими звеньями отдельной размерной цепи, входящей в размерную схему
Проектная (прямая) задача позволяет определить при ее решении промежуточные операционные размеры исходной заготовки исходя из размеров детали и проектного тех. процесса.
Проверочная (обратная) задача позволяет провести размерный анализ действующего или спроектированного процесса
План изготовления детали. Назначения технологических допусков при выполнении операции
План изготовления детали разрабатывается на базе маршрутной технологии и служит основой для проектирования технологических операций.
План — это графически иллюстративный документ учебного характера, содержащий следующую информацию:
1. номера и названия всех технологических процессов, имеющих место при изготовлении детали в соответствии с принятым технологическим маршрутом ее изготовления.
2. наименование и предполагаемую модель оборудования, на котором выполняется конкретная технологическая операция
3. эскиз обработки заготовки
4. технические требования на выполнение операции
На эскизе заготовка должна быть изображена в рабочем положении обработки на станке, ее конфигурация должна соответствовать форме, которая получается после обработки на операции или ее отдельном этапе. Обработанные поверхности выделяются двойной контурной линией красного цвета.
На эскизах должны быть выполнены теоретические схемы базирования при выполнении технологических операций. При необходимости указываются номера поверхностей или осей, являющихся технологическими базами, с индексами операций на которых эти базы сформировались.
Указываются операционные размеры, предписанные к выполнению данной операции, установу, позиции. Операционные размеры обозначаются буквенными или буквенно-цифровыми символами с индексами операций.
Символы размеров берутся из схемы кодирования поверхностей. При необходимости используется латинский и греческий алфавит.
Технические требования на выполнение технологических операций включает в себя требования к шероховатости, технологические допуски на размер форму и взаимное расположение поверхностей.
При назначении технологических допусков на размеры на настроенном станке необходимо придерживаться следующих правил:
1. допуск на размер между измерительной базой и обработанной поверхностью ТАоп складывается из статической погрешности получения размера ωстАоп, пространственных отклонений измерительной базы Δ и погрешности базирования ε от несовпадения технологической и измерительной баз:
ТАоп= ωстАоп + Δ + ε
2. Допуск на размер Б между поверхностями, обработанными с одного установа включает в себя только величину статической погрешности
ТБоп= ωстБоп
3. операционные допуски на размеры 2Воп и 2Гоп замкнутых поверхностей складывается из статических погрешностей обработки этих поверхностей:
Т2Воп= ωст2Воп, Т2Гоп= ωст2Гоп
При обеспечении точности методом последовательных ходов и промеров операционные допуски равны или больше статистических погрешностей выполняемых размеров.
Служебное назначение деталей машин. Нормируемые показатели качества деталей машин. Классификация деталей машин но функциональному назначению
Машина - механизм или сочетание механизмов, осуществляющих определенные целесообразные движения для преобразования материалов, энергии, выполнения работ или же сбора, хранения или предачи информации.
Под служебным назначением машины понимают четко сформулированную задачу, для решения которой машина предназначена.
Служебное назначение машины обеспечивается ее качеством - совокупностью свойств определяющих соответствие ее служебному назначению и отличающее от других машин.
Показатели качества можно разделить на 3 группы :
1.Технический уровень, определяющий степень совершенства машины: мощность, КПД, производительность, точность, экономичность;
2.Технологичность конструкции, обеспечивающая оптимальные затраты труда и средств за весь период существования машины, начиная с ее изготовления.
3.Эксплутационные показатели: надежность долговечность, транспортабельность, экономическая характеристика, безопасность в работе, экологическое воздействие, эстетическая оценка.
Одним из важнейших показателей качества является точность, которая формируется на этапе производства.
В свою очередь точность машины определяется точностью изготовления и сборки узлов и деталей из которых состоит машина. Показатели точности этих элементов назначаются исходя из анализа их служебного назначения.
По функциональному назначению поверхности деталей подразделяются на:
1. Исполнительные - с помощью которых деталь выполняет свое служебное назначение
2.Основные конструкторские базы, которые определяют положение детали относительно других деталей, на которые она монтируется:
3.Вспомогательные конструкторские базы, определяющие положение деталей, присоединяемых к данной;
4.Свободные поверхности- все остальные, завершающие конструктивные формы детали.
Дата: 2019-07-25, просмотров: 521.