Аппаратурная схема установки для шампанизации вина в непрерывном потоке показана на рисунке 1.
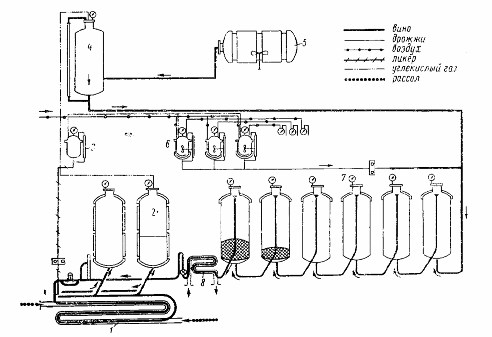
Рисунок 1 - Аппаратурная схема установки для шампанизации вина в непрерывном потоке
Процесс проводится в потоке, проходящем с одной и той же скоростью через систему бродильных аппаратов при постоянном избыточном давлении. В начале потока в бродильную смесь, содержащую резервуарный ликер, непрерывно вводится дрожжевая разводка, а в конце – экспедиционный ликер.
Схема включает в себя пять основных частей, соединенных в единую систему с помощью соответствующих стационарных трубопроводов:
- загрузочную часть, оборудованную вертикально установленным напорным резервуаром 4;
- бродильную батарею 7, состоящую из отдельных резервуаров, соединенных по принципу сообщающих сосудов;
- дрожжевой аппарат из трех резервуаров 6;
- приемную часть, состоящую из двух термос-резервуаров 2, теплообменников 1 и 8 и ликерного резервуара 3;
- систему автоматических контрольно-измерительных и регулирующих приборов.
Бродильная смесь, содержащая 5% сахара, после деаэрации биологическим способом, обработки теплом в резервуаре 5 и фильтрации непрерывно поступает из напорного резервуара самотеком в первые бродильные резервуары батареи.
Освобожденный резервуар после того, как давление в нем снизится до барометрического, вновь заполняется.
В пусковой период бродильные аппараты последовательно по резервуарам, начиная с последних, загружают резервуарной смесью обычного состава с дрожжами. Загрузку ведут через 3 – 4 дня с таким расчетом, чтобы к началу брожения в первых резервуарах шампанизируемое вино по кондициям отвечало требованиям, предъявляемым к готовому шампанскому. Машинно-аппаратурная схема по производству шампанского представлена на плакате ВТЗ. 01. 01. 000.
Подбор оборудования ведем исходя из характеристик ведущего оборудования, которым является разливочный аппарат с производительностью 600 бут/час.
Горизонтальный резервуар, используемый в линии марки ГВ-4. Сюда первоначально поступает бродильная смесь, которая в дальнейшем самотеком идет в вертикальный напорный аппарат.
Техническая характеристика
Вместимость, м3.....................................................2
Габариты, мм:
длина......................................................................2000
ширина...................................................................1200
высота....................................................................1200
Вертикальный напорный аппарат используем марки РВ3. Вместимость такого резервуара составляет 2 м3. ИЗ этого напорного аппарата бродильная смесь самотеком поступает в первые бродильные резервуары.
Техническая характеристика
Вместимость, м3............................................................2
Габариты, мм:
длина......................................................................1430
ширина...................................................................1430
высота....................................................................2000
Дрожжевой аппарат устанавливаем марки М7 – ТЛА. В данном резервуаре происходит хранение дрожжевой массы с последующей ее прокачкой в бродильный резервуар.Техническая характеристика
Вместимость, м3....................................................0,63
Габариты, мм:
длина......................................................................1000
ширина...................................................................1000
высота....................................................................2265
Термос-резервуар служит для поддержания сброженного шампанского на данном температурном уровне. Установленный в линию термос-резервуар марки ВРЦ-3.
Техническая характеристика
Вместимость, м3.....................................................2,70
Габариты, мм:
длина......................................................................1500
ширина...................................................................1500
высота....................................................................2425
Теплообменник, устанавливаемый в линию типа "Труба в трубе". Он служит для охлаждения шампанского до определенной температуры.
Техническая характеристика
Вместимость, м3.....................................................0,50
Габариты, мм:
длина......................................................................1100
ширина...................................................................30
высота....................................................................560
Ликерный резервуар используем марки ЛЗ – 3. Из него с помощью насоса вводится экспедиционный ликер в шампанское.
Техническая характеристика
Вместимость, м3....................................................0,50
Габариты, мм:
длина......................................................................850
ширина...................................................................850
высота....................................................................1120
Насос, с помощью которого производится переливание экспедиционного ликера устанавливаем марки Н1В2.5/2.
Техническая характеристика
Скорость, м3/час.......................................................5
Габариты, мм:
длина......................................................................800
ширина...................................................................400
высота....................................................................350
Бродильный резервуар системы Фролова-Багреева. Он представлен на рисунке 2. Представляет собой составной резервуар 10 со сферическими днищами 14 и 8. Вся внутренняя поверхность резервуара и крышки покрыта бакелитом. Смесь в резервуар поступает по трубе 2 с вентилем 1. По трубе 15 сливается готовое вино. Перемешивание смеси в резервуаре производится углекислым газом, который подводится по трубе 4 с вентилем на конце.
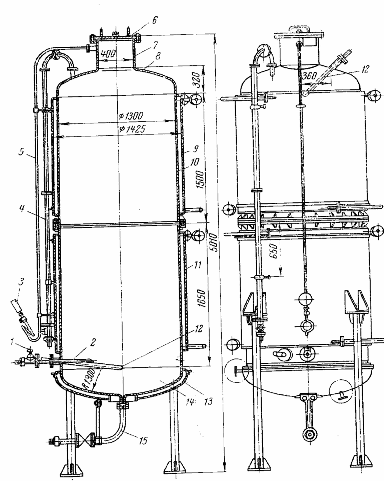
Рисунок 2 - Бродильный резервуар системы Фролова-Багреева
К горловине 7 присоединена трубка 5 с манометром 3. Для измерения температуры шампанизируемого вина резервуар снабжен двумя термогильзами 12, которые установлены в нижней и в верхней части резервуара. Для охлаждения готового шампанского резервуар имеет рубашки: верхнюю 9, среднюю 11 и нижнюю 13.
Снаружи резервуар покрывается теплоизоляцией. После заполнения резервуара смесью периодически проверяют интенсивность брожения.
Температура резервуарной смеси регулируется подачей в рубашки теплой воды или рассола. После окончания брожения, определяемого показанием манометра и проверкой остаточного содержания сахара, вино охлаждают, пуская сначала рассол в верхнюю рубашку. Охлажденное вверху вино, имея большую плотность, опускается вниз; через некоторое время пускают рассол в среднюю рубашку и снижают температуру вина до заданной величины. Охлажденное вино отстаивают в резервуаре. Перед сливом вина из резервуара осадок на дне замораживают во избежание его взмучивания. Для замораживания осадка в нижнюю рубашку подают рассол с температурой – 180С.
Техническая характеристика
Рабочий объем резервуара, м3 .....................................4,75
Внутренний диаметр, мм.............................................1300
Габариты, мм:
высота............................................................................5010
наружный диаметр (без изоляции).............................1425
Масса без изоляции, кг................................................3230
Толщина, мм:
корпуса..........................................................................10
охлаждающих рубашек................................................8
Поверхность охлаждения, м2.....................................13,6
Фильтр для шампанского. Фильтрация шампанского непосредственно перед розливом приводит к снижению качества готового продукта и увеличению расхода сырья. Поэтому рекомендуется направлять на розлив предварительно отфильтрованное и некоторое время выдержанное при низкой температуре шампанское. Для фильтрации шампанского в потоке применены два барабанных изобарических и изотермических фильтра Radium 60/32 фирмы Seitz, работающих поочередно. Фильтр представлен на рисунке 3.

Рисунок 3 – Схема фильтра Radium 60/32 фирмы Seitz
Он представляет собой вертикальный цилиндрический резервуар 1 с рубашкой 2 для хладоносителя и поворачивающейся крышкой 4 ,которая в рабочем состоянии прижимается резьбовыми зажимами. В резервуар вставляют фильтрационный пакет 6. Фильтровальные пластины диаметром 600 мм укладывают в положении на решетки 3 пакета, весь набор стягивают при помощи трех тяг 7, после сборки фильтра дополнительно сжимают центральным винтом 5, проходящим через крышку. Вино поступает снизу по коммуникации 9, пройдя через фильтркартон, выходит на периферию, откуда отводится через боковой трубопровод 8. Фильтр оборудован запорной арматурой, манометрами на входе и выходе, смотровым стеклом на выходном трубопроводе и рычажным предохранительным клапаном. Все элементы фильтра, соприкасающиеся с вином, выполнены из коррозионностойкой стали.
Техническая характеристика
Поверхность фильтрации, м2.....................................8
Число фильтрующих слоев......................................32
Диаметр фильтрующих слоев, мм.........................600
Емкость сосуда, дм3................................................290
Емкость рубашки, дм3..............................................16
Габариты, мм:
длина......................................................................1430
ширина...................................................................1100
высота....................................................................2050
После фильтрации производят розлив шампанского в заранее вымытые и высушенные бутылки. Для этого используется специальное оборудование [4].
Технология упаковывания
Технологическая схема упаковывания готовой продукции
Мойка бутылок (1 ч; при 0,5 мл/л HCl)
↓
Сушка бутылок (400С)
↓
Розлив шампанского в бутылки (изобарический розлив)
↓
Укупорка бутылок (ПЭ-пробка)
↓
Мюзлевание горлышка бутылки (мюзле из оцинкованной проволоки)
↓
Фольгирование горлышка бутылки (клей, ширина фольги 155 мм)
↓
Выдержка шампанского в термокамере (10 дней, 6144 шт)
↓
Наклеивание акцизных марок на бутылку (клей)
↓
Этикетирование бутылок (2 этикетки одновременно)
↓
Завертывание бутылок в бумагу (полное, с использованием клея)
↓
Формирование короба (закрепление днища скотч-лентой)
↓
Формирование картонных перегородок и укладка в короб (выполняется одновременно с формированием короба)
↓
Укладка бутылок в короба (20 бутылок в коробе)
↓
Обандероливание короба (скотч-лента шириной 50 мм)
↓
Маркирование короба (вручную)
↓
Обтяжка коробок термоусадочной пленкой (ПВХ)
↓
Хранение готовой продукции (8 – 160С)
Машина для извлечения бутылок из ящиков. Используем машину марки ВИУ, представленную на рисунке 4.
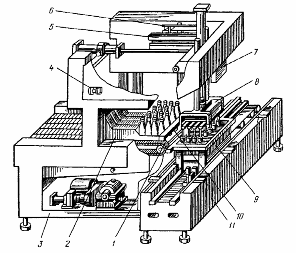
Рисунок 4 - Машина для извлечения бутылок из ящиков ВИУ
Работает машина следующим образом. При подаче ящиков первый из них останавливается против оси захватной головкой 8 с помощью специального упора, а последующий приподнимается планками механизма разделения, которые одновременно удерживают остальные ящики потока от перемещения.
По мере остановки ящика под осью захватной головки последняя под действием силы тяжести опускается в ящик, захватные устройства с помощью сжатого воздуха зажимают горлышки бутылок, и захватная головка, поднимаясь под действием пневмоцилиндра, извлекает бутылки из ящиков.
Когда захватная головка с бутылками достигает крайнего верхнего положения, на столе для бутылок 1 освобождается место для установки бутылок. При поступлении сигнала об этом от пневмоблокировки, установленной на столе для бутылок, каретка с головкой перемещается к столу. Одновременно на механизме перемещения ящиков 11 отводится планка механизма зажима ящика, опускаются планка и упор механизма разделения, порожний ящик отводится от машины, а на его место поступает следующий ящик из потока.
Техническая характеристика
Производительность, бут/час..............................1500
Габариты, мм:
длина......................................................................3000
ширина...................................................................2190
высота....................................................................2300
Ультразвуковые бутылкомоечные машины. Используем машину с тремя кассетами и ручным приводом (ДЛК-3), представленную на рисунке 5.

Рисунок 5 - Машина с тремя кассетами и ручным приводом (ДЛК-3)
Ультразвук успешно применяется для очистки и доочистки стеклянных бутылок. Для этой цели предприятия выпускает ультразвуковые бутылкомоечные машины. Машины состоят из стальной нержавеющей ванны в которой размещается поворотный механизм (барабан) с кассетами для бутылок. Барабан приводится во вращение или вручную, или с помощью электродвигателя (в разных моделях). Кассеты с бутылками циклически проходят через несколько рабочих позиций: загрузка, мойка, стекание воды, выгрузка.
Количество кассет в разных моделях варьируется от трех до шести. Кассеты съемные, легко заменяются в процессе эксплуатации установки. Ячейки в них могут быть разной формы в зависимости от вида бутылок.
Ультразвуковая обработка позволяет удалять стойкие загрязнения, не отмываемые на серийных бутылкомоечных машинах, поэтому ультразвуковые машины рекомендуются в том числе и для домыва сильно загрязненной оборотной тары. Применение ультразвука позволяет снизить затраты за счет уменьшения концентрации моющего раствора. Ультразвуковые машины применяются также для восстановления поврежденной внутренней поверхности стеклобутылки до значения показателя водостойкости, допустимого по ГОСТ 10117.1-2001, в том числе для сувенирных бутылок, имеющих высокую стоимость. Следует отметить, что стеклобутылки подлежат восстановлению ультразвуком при значении исходного показателя водостойкости не выше 0,5 мл 0,01н НCl.
Техническая характеристика
Производительность, бут/час.............................1500
Габариты, мм:
длина......................................................................800
ширина..................................................................1100
высота....................................................................1380
Емкости бывают слишком холодными и отпотевают или они просто выходят слишком мокрыми из бутыломоечной машины, что крайне нежелательно
для их последующей упаковки. Присутствие влаги на поверхности бутылок создает множество проблем при наклеивании этикеток, нанесение штрих-кодовой или чернильной маркировки. В общем, влажная бутылка не годится для качественной упаковки.
Для полного удаления остатков воды и конденсата с поверхности бутылок, мест примыкания крышек, пробок и колпачков существуют системы осушения "воздушными ножами" JETAIR. Установка состоит из мощной и компактной турбовоздуходувки с фильтром и системы оригинальных эжекторов, формирующей плоскую струю воздуха ("воздушный нож"), которая направляется на осушаемую поверхность. Эффект достигается за счет высокой скорости потока воздуха, выходящего из эжекторов особого внутреннего профиля JETAIR. Система устанавливается на любую линию, компактна, проста в сборке и обслуживании. Благодаря тому, что поток воздуха на выходе из «воздушных ножей» всего на 5-7 градусов (за счет сжатия в нагнетателе) выше температуры цеха, отпадает необходимость в отводе излишков тепла из производственного помещения. При правильной установке, эффективность системы 95-98%. Кроме выполнения своей главной задачи - подготовки влажной поверхности к качественной этикетировке, применение системы сушки тары "воздушными ножами" позволяет добиться улучшения качества продукции за счет удаления влаги, как среды обитания плесени и бактерий с верхней части пробки или банки, исключения образования коррозии на металле банки и пробки, нанесения маркировки без дефектов. Помимо этого, установки сушки "воздушными ножами" позволяют добиться снижения себестоимости конечного продукта за счет увеличения производительности линии, снижения выпуска брака, исключения из производственного процесса цикла наружной сушки, снижающего производительность и занимающего пространство цеха, снижения потребления электроэнергии в разы по сравнению с традиционными методами сушки.
Техническая характеристика
Производительность, бут/час............................... 500
Габариты, мм:
длина......................................................................2300
ширина...................................................................1200
высота....................................................................2650
Изобарические разливочные машины. Метод изобарического розлива применяется в производстве в производстве игристых вин резервуарным способом. Если шампанское разливать при нормальном атмосферном давлении, то оно будет дешампанизироваться, т.е. терять углекислоту, которая создает ценные игристые свойства. Дешампанизация ускоряется с повышением температуры вина. Поэтому во избежание потери качества шампанского розлив должен происходить под избыточным давлением и без перепадов давления – изобарически, а также и без колебаний температуры.
Сущность изобарического наполнения бутылок шампанским заключается в том, что вначале в бутылках создается газовое противодавление, равное тому, под которым находится игристое вино, поступившее в разливочную машину, а затем в условиях равновесия газовой системы происходит наполнение бутылок вином.
Для розлива используем машину «Идеал», которая показана на рисунке 6.
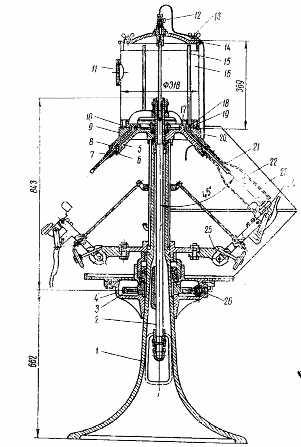
Рисунок 6 – Разливочная машина «Идеал»
В центре станины 1 проходит труба 2, подающая вино в резервуар 16. Червяк 26 и червячное колесо 3 находятся в корпусе 4. Червячное колесо через кулачковую муфту вращает карусель 25 с запирающимися поддонами 24. Поддоны прижимают бутылку 22 к разливочным штуцерам 21. Штуцер повернут винтами 6 с прокладкой 8. На подающей трубе закреплен неподвижный диск 19 с пазами и отверстиями 17 и 18; через отверстие 17 в бутылки поступает вино, а через отверстие 18 выходит из бутылок воздух. На карусели закреплен подвижный диск 20 с отверстиями. Трущиеся поверхности обоих дисков тщательно притерты, через отверстия и пазы верхнего диска вина поступает к разливочным штуцерам по каналам в приливе 5. По каналу 9 течет шампанское, а по каналу 10 удаляется воздух из бутылки через трубу 15 в пространство над шампанским.
К разливочному резервуару откидными болтами 13 привернута крышка 14. На ней установлен манометр и воздушный кран. Уровень в резервуаре регулируется поплавком, который открывает и закрывает воздушный клапан. Резервуар имеет смотровое стекло 11. Карусель закрыта кожухом 23. Под все штуцера 21 подставляются бутылки. Они поддонами 24 прижимаются к резиновому упору 7, в результате чего создается необходимая плотность.
Лишь после этого открывают кран на винопроводе при закрытом кране 12 и вино поступает в разливочный резервуар. Вино заполняет не только резервуар, но и все бутылки, кроме пяти, которые находятся у места загрузки и разгрузки.
После этого включают двигатель, а затем и карусель. При подходе первой заполненной бутылки к месту разгрузки рабочий отклоняет поддон 24, снимает наполненную бутылку и на ее место ставит пустую. Машина наполняет бутылки до канала 10. Когда в резервуаре давление больше, чем в винопроводе, закрывается обратный клапан, вино больше не поступает в резервуар. По мере расхода вина из резервуара опускается поплавок и открывается воздушный клапан, через него выходит воздух из резервуара. Давление в резервуаре снижается, открывается обратный клапан и вино снова поступает в резервуар; поплавок поднимается и закрывает воздушный клапан. При розливе шампанского и газированной жидкости необходимо по мере слива вина вводить в расходный резервуар углекислый газ, поддерживая тем самым постоянное давление в нем.
Техническая характеристика
Производительность, бут/сек(бут/час)...................................0,2(700)
Объем бутылки, дм3..................................................................0,7
Количество разливочных штуцеров........................................16
Габариты, мм:
длина.............................................................................1080
ширина..........................................................................1080
высота............................................................................1881
Масса, кг....................................................................................408
Укупорочная машина. Для укупорки используем машину ВУ1-Б.
Станина машины состоит из двух чугунных стоек, скрепленных стяжными болтами. В верхней части станины 8 закреплен механизм 4 подачи полиэтиленовой пробки, над ним установлен механизм 6 для забивки пробки. В нижней части механизмом 2 подаются бутылки. Машина передвигается на колесах 1. после включения двигателя и закладки пробок в трубку 5 укупорщик снимает с турникета бутылку и ставит её на деревянную подставку 3 механизма 2. Кулачок этого механизма поднимает вертикальный шток с бутылкой к механизму 4. К этому же механизму по трубке 5 подается пробка. Четырьмя кулачками пробка сжимается. Затем шпиндель механизма 6 опускается эксцентриком вниз и вталкивает сжатую пробку в горлышко бутылки. Насос, установленный на станине машины, отсасывает воду, выступившую на пробке при её сжатии. Из насоса вода по трубе 7 стекает в бутылку, устанавливаемую на пружинную подставку 9. Данная машина представлена на рисунке 7.
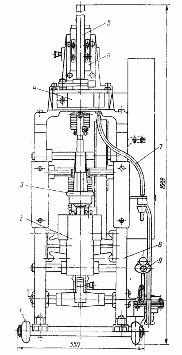
Рисунок 7 – Укупорочная машина ВУ1-Б
Техническая характеристика
Производительность, бут/сек (бут/час).................0,28 (1000)
Габариты, мм:
длина .......................................................................1020
ширина.....................................................................675
высота......................................................................1435
Масса, кг..................................................................391
Пробку в горлышке бутылки с шампанским закрепляют проволочной уздечкой (мюзле), чтобы предотвратить выталкивание пробки давлением углекислого газа.
Мюзлевочная машина. Используем мюзлевочный полуавтомат Dratomat фирмы Otto Sick. Он представляет собой машину ротационного типа с шестью мюзлевочными головками 3 и соответствующим количеством толкателей 7 для подъема бутылок. Подача мюзле осуществляется цепным транспортером 5 с гнездами, который перемещается на один шаг при наличии бутылки во входной звездочке машины. Отсюда мюзле захватывается обжимными головками 4, в которые вмонтированы постоянные магниты.
Укупоренные бутылки через шнековый шагомер поступают на площадки подъемных толкателей, центрируются амортизирующими разрезными втулками 6 и упираются пробкой в обжимные головки 4, несущие мюзле. При подъеме бутылки мюзле надевается на крючок 2, который при повороте стола делает три оборота, закручивая проволоку, и останавливается в таком положении, что при опускании бутылки петля снимается с крючка, а рычаг 1, находящийся под крючком, загибает её наверх. Замюзлеванная бутылка подается на транспортер. Управление вращением и осевым перемещением толкателей осуществляется копирами.
Машина приводится в движение от индивидуального электродвигателя через вариатор скорости. Во избежание механических перегрузок она укомплектована пятью электровыключателями, которые при возникновении опасности автоматически её останавливают. Данная машина представлена на рисунке 8.
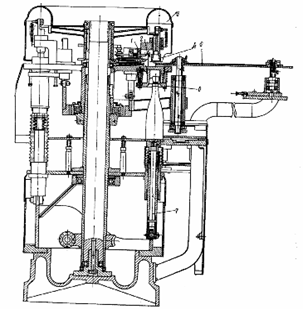
Рисунок 8 - Мюзлевочный полуавтомат Dratomat фирмы Otto Sick
Техническая характеристика
Производительность, бут/час...............................3600
Габариты, мм:
длина .......................................................................2000
ширина.....................................................................1680
высота......................................................................1900
Применение мюзлевочного полуавтомата вызвало необходимость применения мюзле более новой конструкции, которая представлена на рисунке 9. Мюзле изготавливают из мягкой оцинкованной проволоки диаметром 1 мм, прочностью на растяжение 330-420 Мн/м2.
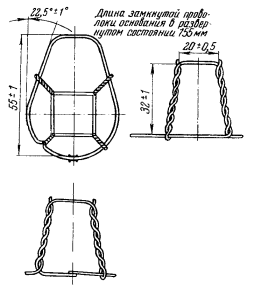
Рисунок 9 – Мюзле
После этого горлышко бутылки заворачивается в фольгу (алюминиевую, иногда ламинированную полиэтиленом). Для облегания горлышка фольга имеет четыре складки.
Фольговочный автомат. Для фольгирования используем автомат Rheir фирмы Max Kettner, представленный на рисунке 10.
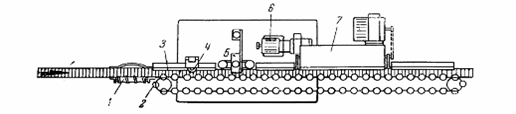
Рисунок 10 – Схема фольговочного автомата
Он обеспечивает накладывание фольги на горлышко бутылки и её приглаживание. Поступая в автомат через шнековый шагомер 1, бутылки захватываются цепью с роликами 2, придающими ей вращательное движение за счет обкатывания по резиновому борту 3. На горлышко бутылки цилиндрической щеткой 4 наносится легкий слой клея. Наличие бутылки обеспечивает автоматическое включение муфты сцепления протяжного механизма, разматывающего бобину фольги. Полоса фольги определенной длины отсекается пилообразным ножом и падает в приемник, где захватывается смазанным клеем горлышком бутылки.
Первоначально фольга на бутылке обкатывается поролоновым роликом, а дальнейший обжим и приглвживание осуществляют пятью роликами из пористой резины, двумя неподвижными щетками (механизм 5) и двумя вращающимися перлоновыми щетками 7 с отдельными приводами. Положение всех приглаживающих устройств можно регулировать. Для приклеивания продольного конца листа фольги имеется второй клеевой аппарат с вертикальным валиком, который наносит клей на край фольги с помощью трех вращающихся нейлоновых щеточек.
Автомат приводится в движение от индивидуального электродвигателя 6 через вариатор скорости. У шнекового шагомера имеется электровыключатель, исключающий попадание в машину упавашей бутылки.
Техническая характеристика
Производительность, бут/сек (бут/час).............................0,78(2800)
Ширина фольги, мм............................................................155
Толщина фольги, мм..........................................................0,009 - 0,014
Габариты, мм
длина.........................................................................4585
ширина.......................................................................860
высота........................................................................1860
Масса, кг...................................................................1050
Термокамера для контрольной выдержки шампанского. Контрольную выдержку шампанского в настоящее время проводят в камерах, снабженных транспортерами для отвода и подвода бутылок. В этих камерах бутылки вручную укладывают в штабеля, выдерживают в течение 10 дней, после чего их разбирают из штабеля, проверяя прозрачность и наполнение. Сейчас внедрена в производство установка для контрольной выдержки шампанского, позволившая производить эту операцию за сутки, обеспечивая непрерывность процесса и сокращение требуемых производственных площадей.
Бутылки с шампанским из отделения розлива подаются транспортером 3. Толкатель 6 досылает их на разгрузочный столик 7. При разрыве потока бутылок электродвигатель останавливает машину, обеспечивая при этом её полную загрузку (6144 шт.). Винтовой шагомер 2 обеспечивает подачу бутылок с постоянным шагом 100мм, равным шагу кассет. Шагомер приводится в движение от ведомой звездочки транспортера 3. Синхронно с машиной работает отсчитывающее устройство, состоящее из кулачка 5, рычагов с пружиной и отсекателя 1; оно пропускает к шагомеру по 24 бутылки с интервалом, необходимым для возвратно-поступательного движения толкателя 6. Для сохранения шага бутылок толкатель имеет разделительную гребенку. Толкатель приводится в движение от кулачка 28. Кассета 10 после разгрузки, опускаясь на цепном элеваторе 16, своими гнездами накрывает бутылки. Загрузочный столик 7 поворачивает кассету в горизонтальное положение, а подъемные рычаги 8 первого ряда поворачивают её вертикально вниз горлышком, устанавливают роликами 11 на направляющие 9 первого ряда и проталкивают весь ряд кассет на шаг, равный ширине кассеты.
На рисунке 11приведена кинематическая схема такой установки.
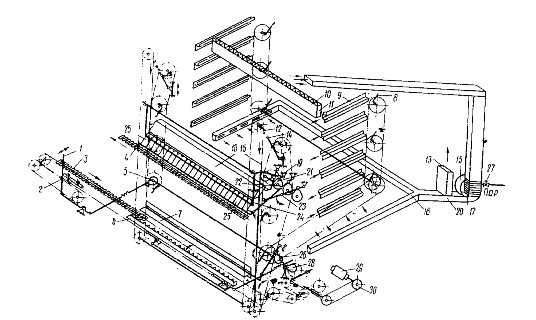
Рисунок 11 – Кинематическая схема термокамеры для контрольной выдержки шампанского
Для предотвращения самоотката кассет после прохода рычагов и захвата ими двух кассет установлены предохранительные рычаги. С направляющих верхнего ряда крайняя кассета снимается вилкой 14 кривошипно-шатунного механизма и насаживается на крючки 12 элеватора 16. Линейная скорость вилки 14 в 1,5 раза превышает скорость элеватора, что обеспечивает обгон, плавное опускание кассеты на крючки и вывод шатуна с траектории движения кассеты. Кассета опускается элеватором до места разгрузки, где она поворачивается рычагом 19 и выстаивает на рычагах 23. Бутылки, придерживаемые планкой, выпадают на разгрузочный столик 24, который плавно вынимает их из гнезд. Рычаги 23 досыпают кассету до крючков элеватора, которые затем оставляют её на разгрузочном столике. Цикл перемещения кассеты повторяется снова.
Бутылки толкателем 25 переводятся на транспортер 4, который отправляет их на отделку.
Рычаг поворота 19, рычаг разгрузочного столика 21, рычаги толкателя 22 и выстоя кассет 23 приводятся в действие от соответствующих кулачков, сидящих на одном валу. Установка, работающая непрерывно, приводится в движение от электродвигателя 29 через клиноременную передачу 30 и два червячных редуктора. Выстой кассет и бутылок осуществляется свободным ходом рычагов и кулачками.
Цикл работы термокамеры продолжается до полного замещения бутылок, прошедших контрольную выдержку, бутылками после розлива. По окончании цикла включается вентилятор 15 с калорифером 17, нагнетающий воздух по трубопроводу 18 под нижний ряд направляющих с двух сторон. Температура воздуха постоянна и поддерживается терморегулятором 27 до 420С.
После этого регулятор перекрывает доступ пара, и вино в течение 2ч выдерживается. Затем термокамера заслонкой 20 и воздуховодом 13 сообщается с наружным воздухом, и за 7 – 8 ч шампанское охлаждается до 200С. После этого вентилятор выключается и установка готова к новому циклу работы.
Техническая характеристика
Производительность, бут/сек (бут/час)...............1,26 (4500)
Габариты, мм:
длина .......................................................................6000
ширина.....................................................................3500
высота......................................................................3000
Масса, кг..................................................................9000
Далее по конвейеру бутылки поступают на машину для наклеивания акцизных марок, а затем к этикетировочному оборудованию.
Машина для наклеивания акцизных марок. Для этих целей используем машину МНА – 6, которая представлена на рисунке 12. Идущие по транспортеру линии 1 бутылки переходят на транспортер машины 2, где шнеком 3 расставляются с одинаковым шагом и подводятся к звездочке 4. Здесь на бутылку накладывается акцизная марка с предварительно нанесенным на неё клеем.
Дальнейшее движение бутылки происходит между двумя перемещающимися прижимными лентами 5. К каждой ленте прикреплены специальные колодки. После прижатия акцизных марок к горлу бутылки последняя выходит из машины и переходит на транспортер линии.
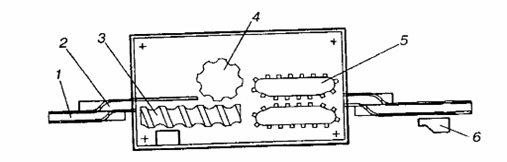
Рисунок 12 – Машина для наклеивания акцизных марок МНА-6 (вид сверху)
Техническая характеристика
Производительность, бут/час................................ 6000
Габариты, мм:
длина .......................................................................2450
ширина.....................................................................2250
высота......................................................................1100
Этикетировочная машина. Используем машину ВЭ2-М, которая представлена на рисунке 13.Машина предназначена для наклеивания двух этикеток прямоугольной формы на цилиндрическую часть бутылок.
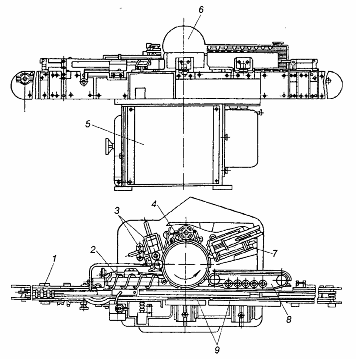
Рисунок 13 – Этикетировочная машина ВЭ2-М
Машина состоит из пластинчатого транспортера 1, шнека-делителя 2, вакуумного барабана-этикетопереносчика 6, клеевого механизма 3, штемпельного устройства 4, магазина этикеток 7 ,накатных ремней 8, подушек 9. Все эти части смонтированы на станине 5.
Поступающие по транспортеру 1 бутылки при помощи шнека 2 с определенным шагом подаются к барабану 6. Во время рабочего хода магазин этикеток 7 нажимает роликом клапан, соединяя отверстие присосов этикетопереносчика с вакуумной магистралью. Вследствие равенства линейных скоростей барабана и магазина этикеток на определенном участке пути этикетка передним краем присасывается к этикетопереносчику и при замедленном движении магазина в конце его рабочего хода извлекается из него. При дальнейшем вращении вакуумного барабана на этикетке штемпельным механизмом проставляется дата ,а затем этикетка посредством намазного ролика клеевого устройства 3 смазывается полосками клея. В момент нанесения клея этикетка придерживается на барабане гребенкой.
При встрече этикетки и бутылки вакуум перекрывается и присосы этикетопереносчика сообщаются с атмосферой, в результате чего этикетка передается с вакуум-барабана на бутылку. Затем бутылка попадает между накатными ремнями 8 и подушкой 9 из губчатой резины и, двигаясь по транспортеру 1, вращается вокруг своей оси, благодаря чему этикетка разглаживается.
Техническая характеристика
Производительность, бут/час............................... 2600
Габариты, мм:
длина .......................................................................2500
ширина.....................................................................1080
высота......................................................................1080
Машина для завертывания бутылок в бумагу. Завертывание в бумагу бутылок может быть частичное или полное. Второй вариант применяют в основном для шампанских вин. Для полного завертывания бутылок используем машину ВЗПК, карусельного типа, представленную на рисунке 14.

Рисунок 14 – Заверточная машина ВЗПК
Карусель машины предназначена для фиксирования бутылок в вертикальном положении и придания им вращательного движения в процессе завертывания. Карусель имеет верхнюю и нижнюю части. Верхняя часть состоит из подвижных патронов и неподвижного копира. Вращаясь по неподвижному копиру, патроны опускаются и прижимают бутылку к нижней части. В момент выхода бутылки из карусели патроны поднимаются. Нижняя часть состоит из подвижных столиков, на оси которых насажены шестерни, нахожящиеся в зацеплении с зубчатыми секторами.
Механизм подачи и резки бумаги предназначен для протягивания бумаги определенной длины и смазывания конца бумаги клеем. Он состоит из подающих роликов и смазывающих патронов. Машина снабжена блокировкой "нет бутылки – нет бумаги". Завернутая в бумагу бытылка выносится на конвейер.
Техническая характеристика
Производительность, бут/час................................ 6000
Габариты, мм:
длина .......................................................................3000
ширина.....................................................................2350
высота......................................................................2550
Машина для формирования короба. Используем полуавтоматическую машину Siat модели F 104. Она формирует короб, закрывая нижние фалды, фиксирует верхние в вертикальном положении,формирует картонные перегородки и укладывает их в короб, а затем подает далее по линии.
Техническая характеристика
Производительность, кор/час.............................. 600
Габариты, мм:
длина .......................................................................1630
ширина.....................................................................2000
высота......................................................................1890
Машина для укладки бутылок в короба. Используем машину ВИУ – 6. Оператор выставляет бутылки на конвейер, которые впоследствии устанавливаются на центрирующую кассету под осью захватной головки, с индивидуальным для каждой бутылки захватным устройством. Гнезда кассеты имеют направляющие лепестки. В момент опускания захватной головки кассета также опускается, лепестки обеспечивают попадание бутылок в гнезда короба и частично замедляют падение бутылок, предотвращая их бой. После заполнения короба кассета поднимается.
Техническая характеристика
Производительность, кор/час............................... 300
Габариты, мм:
длина .......................................................................2500
ширина.....................................................................3350
высота......................................................................2150
Машина для заклеивания коробов. Для заклеивания коробов сверху и снизу используем полуавтоматическую машину Siat модели SM8-P. Заклеивание сверху и снизу происходит одновременно скотч-лентой шириной 50 мм. Верхние створки короба закрываются оператором вручную. Наклеивание каких-либо этикеток на короб производится оператором вручную.
Техническая характеристика
Производительность, кор/час.............................. 800
Габариты, мм:
длина .......................................................................2652
ширина.....................................................................3000
высота......................................................................2800
Термоусадочная упаковочная машина. Используем упаковочный автомат ТТЦ-550Р, представленный на рисунке 15. Материал пленки – ПВХ. Процесс упаковывание в термоусадочную пленку включает в себя следующие операции: группирование короба; упаковывание термоусадочной пленкой, поступающей из рулонов с термосваркой пакета и обрезкой пленки; обдув пакета горячим воздухом в термоусадочном тоннеле с целью усадки пленки и обтяжки короба [5].
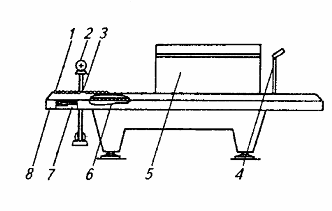
Рисунок 15 – Термоусадочная упаковочная машина ТТЦ-550Р
Техническая характеристика
Производительность, кор/час............................... 300
Габариты, мм:
длина .......................................................................2300
ширина.....................................................................980
высота......................................................................2300
Далее упакованная продукция отвозится на склад готовой продукции и хранится при температуре 8 – 160С. Гарантийный срок хранения устанавливается со дня изготовления предприятием-изготовителем для Советского шампанского и игристых вин –6 месяцев [4]. Сводная таблица всего оборудования представлена в таблице 5.
Проектная часть
Дата: 2019-07-24, просмотров: 360.