Содержание
Введение
1. Технологическая часть
1.1 Сырье, используемое в виноделии
1.1.1 Технологическая оценка основных сортов винограда
1.2 Ассортимент продукции
1.3 Упаковочный материал
1.4 Технология производства шампанских вин
1.5 Подбор технологического оборудования
1.6 Технология упаковывания
2. Проектная часть
2.1 Проектирование производственного цеха
2.2 Проектирование зданий и сооружений
2.3 Расчет производственного помещения
2.4 Генеральный план
Заключение
Список литературы
Введение
Человек в своей жизни так или иначе сталкивается с огромным миром алкогольных и безалкогольных напитков, которые в свою очередь, делятся на группы, подгруппы, виды разновидности и отдельные наименования. К алкогольным напиткам относят продукцию, содержащую не менее 1,5% этилового спирта, полученного из пищевого, углеводсодержащего сырья. Термин «алкоголь» имеет арабское происхождение и означает в буквальном смысле «тонкий порошок» (al-kohl).
В основе современной классификации алкогольных напитков два критерия – содержание этилового спирта и продолжительность выдержки.
Алкогольные напитки производятся, как правило, с помощью процессов брожения. Под брожением понимают превращение углеводов и некоторых других органических соединений под воздействием ферментов, продуцируемых микроорганизмами, в новые вещества.
Известны различные виды брожения. Обычно они называются по конечным продуктам, образующимся в процессе брожения. Такие производства связаны общностью применяемого сырья и характером технологических процессов.
Наиболее древними отраслями бродильных производств являются виноделие и пивоварение. В Египте виноделие появилось еще за 8-10 тыс. лед до н.э.
Современные заводы бродильной промышленности – это высокомеханизированные предприятия с интенсифицированными и непрерывными технологическими процессами. Дальнейшее совершенствование технологии и техники бродильных производств направлено на расширение ассортимента, повышение качества и выхода выпускаемой продукции, полное и более рациональное использование перерабатываемого сырья, снижение тепло- и энергозатрат, улучшение экологии и обеспечение высоких технико-экономических показателей работы предприятия.
Основной целью данной расчетно-графической работы является получение навыков по проектированию предприятия по производству шампанских вин, изучение технологии их производства и общих параметров для любого проектируемого предприятия [1].
Технологическая часть
Ассортимент продукции
Игристые и газированные вина – напитки, содержащие избыточное количество диоксида углерода. Вина игристые изготавливают путем насыщения диоксидом углерода эндогенного происхождения в процессе шампанизации обработанных виноматериалов в бутылках, резервуарах или системе резервуаров под давлением.
В игристых винах образуется три формы диоксида углерода: газообразная, растворенная и связанная, которые находятся в подвижном равновесии. Для формирования типичных качеств игристых вин (способность продолжительное время выделять СО2, наличие пенистых свойств) имеют значение только связанные формы углекислоты.
Шампанское – тип игристого вина, технология и рецептура которого разработаны более трехсот лет назад в 1679 году монахом дом Периньоном в провинции Шампань на севере Франции. В России вина шампанского типа стали готовить с 1799 года – почти одновременно с основанием известных французских фирм по производству шампанского. Российское шампанское завоевало всемирную известность. В 1900 году вино, изготовленное в имении «Новый свет» князя Л.С. Голицина, получило на Всемирной выставке в Париже Гран-при. В 1914 году в России был принят закон о вине, где были определены правила производства и продажи «Русского шампанского». Это название в дальнейшем трансформировалось в «Советское шампанское».
В середине 20 столетия ученые и специалисты нашей страны разработали принципиально новую технологию, которая с успехом заменила французский способ шампанизации. В настоящее время русской технологией пользуются во всех странах мира, в том числе и во Франции. Основной вклад в её разработку внес советский ученый Фролов-Багреев, сокративший технологию в 30 раз.
При поставках на экспорт «Советское шампанское» называют «Советское игристое», т.к. в соответствии с Международным законодательством шампанским может называться вино, полученное бутылочным способом из винограда, выращенного только в районе Шампань во Франции. В России в настоящее время действуют 12 заводов шампанских вин. Игристые вина, как и шампанские, обладают характерными пенистыми и игристыми свойствами, однако отличаются специфическим букетом и вкусом, что связано с сортовыми особенностями винограда, из которого получен виноматериал для них.
Газированные вина подразделяют на группы: игристое белое, игристое розовое, игристое красное,. Игристые вина, выдержанные после вторичного брожения не менее 9 мес., называют выдержанными (ГОСТ 28658-90). В ГОСТ 12134-87 определены требования к винам игристым, предназначенным для экспорта. Ассортимент советского шампанского определяется в соответствии с ГОСТ 13918-88. В зависимости от способа приготовления и массовой концентрации сахаров изготовляют различные наименования и марки, которые представлены в таблице 2.
Таблица 2 – Наименования и марки Советского шампанского
| Наименование | Марка |
| 1 | 2 |
| Советское шампанское коллекционное | Брют, Сухое, Полусухое |
| Советское шампанское | Брют, Сухое, Полусухое, Полусладкое, Сладкое |
| Советское шампанское специальных наименований | Сухое, Полусухое, Полусладкое |
По физико-химическим показателям Советское шампанское и игристые вина должны соответствовать требованиям, указанным в таблицах 3,4.
Таблица 3 – Физико-химические показатели Советского шампанского
| Наименование показателя | Значение |
| 1 | 2 |
| Объемная доля этилового спирта, % | от 10,5 до 12,5 |
| Массовая концентрация сахаров, г/дм3 брют, не более сухое полусухое полусладкое сладкое специальных наименований | 15 от 20 до 25 от 40 до 45 от 60 до 65 от 80 до 85 от 20 до 65 |
| Массовая концентрация титруемых кислот (в пересчете на винную кислоту), г/дм3 | от 55 до 80 |
| Массовая концентрация летучих кислот (в пересчете на уксусную кислоту), г/дм3, не более | 1,0 |
| Массова концентрация общей сернистой кислоты, мг/дм3 | 200 |
| Массовая концентрация железа, мг/дм3 | 10 |
Таблица 4 - Физико-химические показатели игристого вина
Наименование показателя
Значение
Белое и розовое
Красное
2
3
от 10,0 до 13,5
-
Массовая концентрация титруемых кислот (в пересчете на винную кислоту), г/дм3
от 5,0 до 8,0
Массовая концентрация летучих кислот (в пересчете на уксусную кислоту), г/дм3, не более
1,0
Массовая концентрация общей сернистой кислоты, мг/дм3
200
Массовая концентрация железа, мг/дм3
10
Давление двуокиси углерода в бутылке при 200С, кПа, не менее
350
Объемная доля этилового спирта, массовая концентрация сахаров, и титруемых кислот для каждого конкретного наименования игристого вина должна устанавливаться конкретной технологической инструкцией.
Упаковочный материал
Игристые вина и шампанское разливают только в стеклянные бутылки. Основными преимуществами стеклянной тары над другими видами заключаются в том, что стекло прочное, долговечное, прозрачное, химически инертно, непроницаемо для газов и других веществ, кислотостойко. Как правило, для производства бутылок под шампанское используется стекло зеленого цвета. Такое стекло вырабатывается двух марок: ЗТ – 1, ЗТ – 2. Оно отличается высоким содержанием оксидов железа, алюминия и хрома. В зависимости от содержания в напитке диоксида углерода бутылки подразделяют на группы. Первая группа для шампанского и игристых вин (350 кПа), а вторая группа для шипучих вин (200 кПа). объем таких бутылок составляет 750 мл.
По качеству бутылки должны соответствовать ГОСТ Р 51475-99 «Бутылки стеклянные для пищевых жидкостей. Общие технические условия». Для газированных напитков бутылки имеют большую прочность стенок и особую форму дна – сферическое углубление для равномерного распределения давления на дно, а также пробку, укрепленную с помощью мюзле – проволочный каркас, который закрепляют за поясок горла бутылки. Между пробкой и мюзле должен быть металлический колпачок. Горла бутылки и пробки оформляют металлической фольгой по ГОСТ 745-79 или специальными колпачками. Нижний край фольги закрывают кольереткой по ГОСТ 16353-70.
На кольеретке указывают:
- Советское шампанское;
- коллекционное (для коллекционного шампанского);
- специальное наименование Советского шампанского.
Для игристого вина указывают его наименование. На цилиндрическую часть бутылки наклеивают этикетку.
Бутылки с Советским шампанским и игристыми винами упаковывают в ящики из гофрированного картона по ГОСТ 13516-86 и ГОСТ 22702-77, в ящики деревянные многооборотные для пищевых жидкостей в бутылках по ГОСТ 18575-81, в ящики пластмассовые многооборотные для бутылок, в тару-оборудование по ГОСТ 24831-81, контейнеры по нормативно-технической документации, а также в художественно оформленные сувенирные коробки. Бутылки при укладывании в деревянные ящики, тару-оборудование и контейнеры обертывают бумагой полностью или бумажным пояском, закрывающим этикетку.
Вина, отправляемые в районы Крайнего Севера и труднодоступные районы, упаковывают по ГОСТ 15846-79. Транспортную маркировку ящиков из гофрированного картона осуществляют по ГОСТ 14192-77 с нанесением манипуляционных знаков «Осторожно, хрупкое», «Верх, не кантовать», «Боится сырости», «Соблюдение интервала температуры» [3].
Технология упаковывания
Технологическая схема упаковывания готовой продукции
Мойка бутылок (1 ч; при 0,5 мл/л HCl)
↓
Сушка бутылок (400С)
↓
Розлив шампанского в бутылки (изобарический розлив)
↓
Укупорка бутылок (ПЭ-пробка)
↓
Мюзлевание горлышка бутылки (мюзле из оцинкованной проволоки)
↓
Фольгирование горлышка бутылки (клей, ширина фольги 155 мм)
↓
Выдержка шампанского в термокамере (10 дней, 6144 шт)
↓
Наклеивание акцизных марок на бутылку (клей)
↓
Этикетирование бутылок (2 этикетки одновременно)
↓
Завертывание бутылок в бумагу (полное, с использованием клея)
↓
Формирование короба (закрепление днища скотч-лентой)
↓
Формирование картонных перегородок и укладка в короб (выполняется одновременно с формированием короба)
↓
Укладка бутылок в короба (20 бутылок в коробе)
↓
Обандероливание короба (скотч-лента шириной 50 мм)
↓
Маркирование короба (вручную)
↓
Обтяжка коробок термоусадочной пленкой (ПВХ)
↓
Хранение готовой продукции (8 – 160С)
Машина для извлечения бутылок из ящиков. Используем машину марки ВИУ, представленную на рисунке 4.
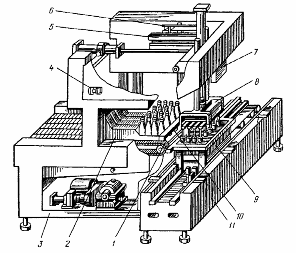
Рисунок 4 - Машина для извлечения бутылок из ящиков ВИУ
Работает машина следующим образом. При подаче ящиков первый из них останавливается против оси захватной головкой 8 с помощью специального упора, а последующий приподнимается планками механизма разделения, которые одновременно удерживают остальные ящики потока от перемещения.
По мере остановки ящика под осью захватной головки последняя под действием силы тяжести опускается в ящик, захватные устройства с помощью сжатого воздуха зажимают горлышки бутылок, и захватная головка, поднимаясь под действием пневмоцилиндра, извлекает бутылки из ящиков.
Когда захватная головка с бутылками достигает крайнего верхнего положения, на столе для бутылок 1 освобождается место для установки бутылок. При поступлении сигнала об этом от пневмоблокировки, установленной на столе для бутылок, каретка с головкой перемещается к столу. Одновременно на механизме перемещения ящиков 11 отводится планка механизма зажима ящика, опускаются планка и упор механизма разделения, порожний ящик отводится от машины, а на его место поступает следующий ящик из потока.
Техническая характеристика
Производительность, бут/час..............................1500
Габариты, мм:
длина......................................................................3000
ширина...................................................................2190
высота....................................................................2300
Ультразвуковые бутылкомоечные машины. Используем машину с тремя кассетами и ручным приводом (ДЛК-3), представленную на рисунке 5.

Рисунок 5 - Машина с тремя кассетами и ручным приводом (ДЛК-3)
Ультразвук успешно применяется для очистки и доочистки стеклянных бутылок. Для этой цели предприятия выпускает ультразвуковые бутылкомоечные машины. Машины состоят из стальной нержавеющей ванны в которой размещается поворотный механизм (барабан) с кассетами для бутылок. Барабан приводится во вращение или вручную, или с помощью электродвигателя (в разных моделях). Кассеты с бутылками циклически проходят через несколько рабочих позиций: загрузка, мойка, стекание воды, выгрузка.
Количество кассет в разных моделях варьируется от трех до шести. Кассеты съемные, легко заменяются в процессе эксплуатации установки. Ячейки в них могут быть разной формы в зависимости от вида бутылок.
Ультразвуковая обработка позволяет удалять стойкие загрязнения, не отмываемые на серийных бутылкомоечных машинах, поэтому ультразвуковые машины рекомендуются в том числе и для домыва сильно загрязненной оборотной тары. Применение ультразвука позволяет снизить затраты за счет уменьшения концентрации моющего раствора. Ультразвуковые машины применяются также для восстановления поврежденной внутренней поверхности стеклобутылки до значения показателя водостойкости, допустимого по ГОСТ 10117.1-2001, в том числе для сувенирных бутылок, имеющих высокую стоимость. Следует отметить, что стеклобутылки подлежат восстановлению ультразвуком при значении исходного показателя водостойкости не выше 0,5 мл 0,01н НCl.
Техническая характеристика
Производительность, бут/час.............................1500
Габариты, мм:
длина......................................................................800
ширина..................................................................1100
высота....................................................................1380
Емкости бывают слишком холодными и отпотевают или они просто выходят слишком мокрыми из бутыломоечной машины, что крайне нежелательно
для их последующей упаковки. Присутствие влаги на поверхности бутылок создает множество проблем при наклеивании этикеток, нанесение штрих-кодовой или чернильной маркировки. В общем, влажная бутылка не годится для качественной упаковки.
Для полного удаления остатков воды и конденсата с поверхности бутылок, мест примыкания крышек, пробок и колпачков существуют системы осушения "воздушными ножами" JETAIR. Установка состоит из мощной и компактной турбовоздуходувки с фильтром и системы оригинальных эжекторов, формирующей плоскую струю воздуха ("воздушный нож"), которая направляется на осушаемую поверхность. Эффект достигается за счет высокой скорости потока воздуха, выходящего из эжекторов особого внутреннего профиля JETAIR. Система устанавливается на любую линию, компактна, проста в сборке и обслуживании. Благодаря тому, что поток воздуха на выходе из «воздушных ножей» всего на 5-7 градусов (за счет сжатия в нагнетателе) выше температуры цеха, отпадает необходимость в отводе излишков тепла из производственного помещения. При правильной установке, эффективность системы 95-98%. Кроме выполнения своей главной задачи - подготовки влажной поверхности к качественной этикетировке, применение системы сушки тары "воздушными ножами" позволяет добиться улучшения качества продукции за счет удаления влаги, как среды обитания плесени и бактерий с верхней части пробки или банки, исключения образования коррозии на металле банки и пробки, нанесения маркировки без дефектов. Помимо этого, установки сушки "воздушными ножами" позволяют добиться снижения себестоимости конечного продукта за счет увеличения производительности линии, снижения выпуска брака, исключения из производственного процесса цикла наружной сушки, снижающего производительность и занимающего пространство цеха, снижения потребления электроэнергии в разы по сравнению с традиционными методами сушки.
Техническая характеристика
Производительность, бут/час............................... 500
Габариты, мм:
длина......................................................................2300
ширина...................................................................1200
высота....................................................................2650
Изобарические разливочные машины. Метод изобарического розлива применяется в производстве в производстве игристых вин резервуарным способом. Если шампанское разливать при нормальном атмосферном давлении, то оно будет дешампанизироваться, т.е. терять углекислоту, которая создает ценные игристые свойства. Дешампанизация ускоряется с повышением температуры вина. Поэтому во избежание потери качества шампанского розлив должен происходить под избыточным давлением и без перепадов давления – изобарически, а также и без колебаний температуры.
Сущность изобарического наполнения бутылок шампанским заключается в том, что вначале в бутылках создается газовое противодавление, равное тому, под которым находится игристое вино, поступившее в разливочную машину, а затем в условиях равновесия газовой системы происходит наполнение бутылок вином.
Для розлива используем машину «Идеал», которая показана на рисунке 6.
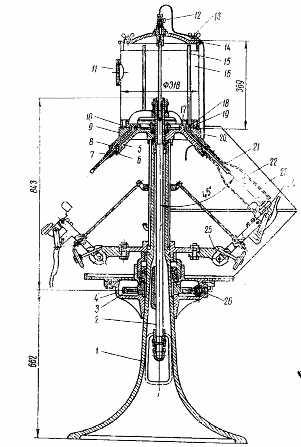
Рисунок 6 – Разливочная машина «Идеал»
В центре станины 1 проходит труба 2, подающая вино в резервуар 16. Червяк 26 и червячное колесо 3 находятся в корпусе 4. Червячное колесо через кулачковую муфту вращает карусель 25 с запирающимися поддонами 24. Поддоны прижимают бутылку 22 к разливочным штуцерам 21. Штуцер повернут винтами 6 с прокладкой 8. На подающей трубе закреплен неподвижный диск 19 с пазами и отверстиями 17 и 18; через отверстие 17 в бутылки поступает вино, а через отверстие 18 выходит из бутылок воздух. На карусели закреплен подвижный диск 20 с отверстиями. Трущиеся поверхности обоих дисков тщательно притерты, через отверстия и пазы верхнего диска вина поступает к разливочным штуцерам по каналам в приливе 5. По каналу 9 течет шампанское, а по каналу 10 удаляется воздух из бутылки через трубу 15 в пространство над шампанским.
К разливочному резервуару откидными болтами 13 привернута крышка 14. На ней установлен манометр и воздушный кран. Уровень в резервуаре регулируется поплавком, который открывает и закрывает воздушный клапан. Резервуар имеет смотровое стекло 11. Карусель закрыта кожухом 23. Под все штуцера 21 подставляются бутылки. Они поддонами 24 прижимаются к резиновому упору 7, в результате чего создается необходимая плотность.
Лишь после этого открывают кран на винопроводе при закрытом кране 12 и вино поступает в разливочный резервуар. Вино заполняет не только резервуар, но и все бутылки, кроме пяти, которые находятся у места загрузки и разгрузки.
После этого включают двигатель, а затем и карусель. При подходе первой заполненной бутылки к месту разгрузки рабочий отклоняет поддон 24, снимает наполненную бутылку и на ее место ставит пустую. Машина наполняет бутылки до канала 10. Когда в резервуаре давление больше, чем в винопроводе, закрывается обратный клапан, вино больше не поступает в резервуар. По мере расхода вина из резервуара опускается поплавок и открывается воздушный клапан, через него выходит воздух из резервуара. Давление в резервуаре снижается, открывается обратный клапан и вино снова поступает в резервуар; поплавок поднимается и закрывает воздушный клапан. При розливе шампанского и газированной жидкости необходимо по мере слива вина вводить в расходный резервуар углекислый газ, поддерживая тем самым постоянное давление в нем.
Техническая характеристика
Производительность, бут/сек(бут/час)...................................0,2(700)
Объем бутылки, дм3..................................................................0,7
Количество разливочных штуцеров........................................16
Габариты, мм:
длина.............................................................................1080
ширина..........................................................................1080
высота............................................................................1881
Масса, кг....................................................................................408
Укупорочная машина. Для укупорки используем машину ВУ1-Б.
Станина машины состоит из двух чугунных стоек, скрепленных стяжными болтами. В верхней части станины 8 закреплен механизм 4 подачи полиэтиленовой пробки, над ним установлен механизм 6 для забивки пробки. В нижней части механизмом 2 подаются бутылки. Машина передвигается на колесах 1. после включения двигателя и закладки пробок в трубку 5 укупорщик снимает с турникета бутылку и ставит её на деревянную подставку 3 механизма 2. Кулачок этого механизма поднимает вертикальный шток с бутылкой к механизму 4. К этому же механизму по трубке 5 подается пробка. Четырьмя кулачками пробка сжимается. Затем шпиндель механизма 6 опускается эксцентриком вниз и вталкивает сжатую пробку в горлышко бутылки. Насос, установленный на станине машины, отсасывает воду, выступившую на пробке при её сжатии. Из насоса вода по трубе 7 стекает в бутылку, устанавливаемую на пружинную подставку 9. Данная машина представлена на рисунке 7.
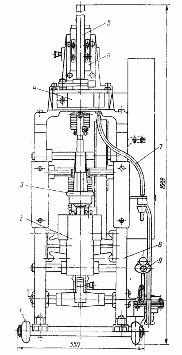
Рисунок 7 – Укупорочная машина ВУ1-Б
Техническая характеристика
Производительность, бут/сек (бут/час).................0,28 (1000)
Габариты, мм:
длина .......................................................................1020
ширина.....................................................................675
высота......................................................................1435
Масса, кг..................................................................391
Пробку в горлышке бутылки с шампанским закрепляют проволочной уздечкой (мюзле), чтобы предотвратить выталкивание пробки давлением углекислого газа.
Мюзлевочная машина. Используем мюзлевочный полуавтомат Dratomat фирмы Otto Sick. Он представляет собой машину ротационного типа с шестью мюзлевочными головками 3 и соответствующим количеством толкателей 7 для подъема бутылок. Подача мюзле осуществляется цепным транспортером 5 с гнездами, который перемещается на один шаг при наличии бутылки во входной звездочке машины. Отсюда мюзле захватывается обжимными головками 4, в которые вмонтированы постоянные магниты.
Укупоренные бутылки через шнековый шагомер поступают на площадки подъемных толкателей, центрируются амортизирующими разрезными втулками 6 и упираются пробкой в обжимные головки 4, несущие мюзле. При подъеме бутылки мюзле надевается на крючок 2, который при повороте стола делает три оборота, закручивая проволоку, и останавливается в таком положении, что при опускании бутылки петля снимается с крючка, а рычаг 1, находящийся под крючком, загибает её наверх. Замюзлеванная бутылка подается на транспортер. Управление вращением и осевым перемещением толкателей осуществляется копирами.
Машина приводится в движение от индивидуального электродвигателя через вариатор скорости. Во избежание механических перегрузок она укомплектована пятью электровыключателями, которые при возникновении опасности автоматически её останавливают. Данная машина представлена на рисунке 8.
Рисунок 8 - Мюзлевочный полуавтомат Dratomat фирмы Otto Sick
Техническая характеристика
Производительность, бут/час...............................3600
Габариты, мм:
длина .......................................................................2000
ширина.....................................................................1680
высота......................................................................1900
Применение мюзлевочного полуавтомата вызвало необходимость применения мюзле более новой конструкции, которая представлена на рисунке 9. Мюзле изготавливают из мягкой оцинкованной проволоки диаметром 1 мм, прочностью на растяжение 330-420 Мн/м2.
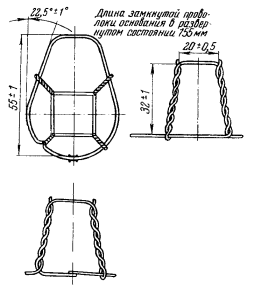
Рисунок 9 – Мюзле
После этого горлышко бутылки заворачивается в фольгу (алюминиевую, иногда ламинированную полиэтиленом). Для облегания горлышка фольга имеет четыре складки.
Фольговочный автомат. Для фольгирования используем автомат Rheir фирмы Max Kettner, представленный на рисунке 10.
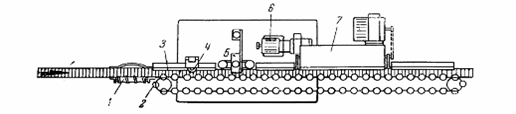
Рисунок 10 – Схема фольговочного автомата
Он обеспечивает накладывание фольги на горлышко бутылки и её приглаживание. Поступая в автомат через шнековый шагомер 1, бутылки захватываются цепью с роликами 2, придающими ей вращательное движение за счет обкатывания по резиновому борту 3. На горлышко бутылки цилиндрической щеткой 4 наносится легкий слой клея. Наличие бутылки обеспечивает автоматическое включение муфты сцепления протяжного механизма, разматывающего бобину фольги. Полоса фольги определенной длины отсекается пилообразным ножом и падает в приемник, где захватывается смазанным клеем горлышком бутылки.
Первоначально фольга на бутылке обкатывается поролоновым роликом, а дальнейший обжим и приглвживание осуществляют пятью роликами из пористой резины, двумя неподвижными щетками (механизм 5) и двумя вращающимися перлоновыми щетками 7 с отдельными приводами. Положение всех приглаживающих устройств можно регулировать. Для приклеивания продольного конца листа фольги имеется второй клеевой аппарат с вертикальным валиком, который наносит клей на край фольги с помощью трех вращающихся нейлоновых щеточек.
Автомат приводится в движение от индивидуального электродвигателя 6 через вариатор скорости. У шнекового шагомера имеется электровыключатель, исключающий попадание в машину упавашей бутылки.
Техническая характеристика
Производительность, бут/сек (бут/час).............................0,78(2800)
Ширина фольги, мм............................................................155
Толщина фольги, мм..........................................................0,009 - 0,014
Габариты, мм
длина.........................................................................4585
ширина.......................................................................860
высота........................................................................1860
Масса, кг...................................................................1050
Термокамера для контрольной выдержки шампанского. Контрольную выдержку шампанского в настоящее время проводят в камерах, снабженных транспортерами для отвода и подвода бутылок. В этих камерах бутылки вручную укладывают в штабеля, выдерживают в течение 10 дней, после чего их разбирают из штабеля, проверяя прозрачность и наполнение. Сейчас внедрена в производство установка для контрольной выдержки шампанского, позволившая производить эту операцию за сутки, обеспечивая непрерывность процесса и сокращение требуемых производственных площадей.
Бутылки с шампанским из отделения розлива подаются транспортером 3. Толкатель 6 досылает их на разгрузочный столик 7. При разрыве потока бутылок электродвигатель останавливает машину, обеспечивая при этом её полную загрузку (6144 шт.). Винтовой шагомер 2 обеспечивает подачу бутылок с постоянным шагом 100мм, равным шагу кассет. Шагомер приводится в движение от ведомой звездочки транспортера 3. Синхронно с машиной работает отсчитывающее устройство, состоящее из кулачка 5, рычагов с пружиной и отсекателя 1; оно пропускает к шагомеру по 24 бутылки с интервалом, необходимым для возвратно-поступательного движения толкателя 6. Для сохранения шага бутылок толкатель имеет разделительную гребенку. Толкатель приводится в движение от кулачка 28. Кассета 10 после разгрузки, опускаясь на цепном элеваторе 16, своими гнездами накрывает бутылки. Загрузочный столик 7 поворачивает кассету в горизонтальное положение, а подъемные рычаги 8 первого ряда поворачивают её вертикально вниз горлышком, устанавливают роликами 11 на направляющие 9 первого ряда и проталкивают весь ряд кассет на шаг, равный ширине кассеты.
На рисунке 11приведена кинематическая схема такой установки.
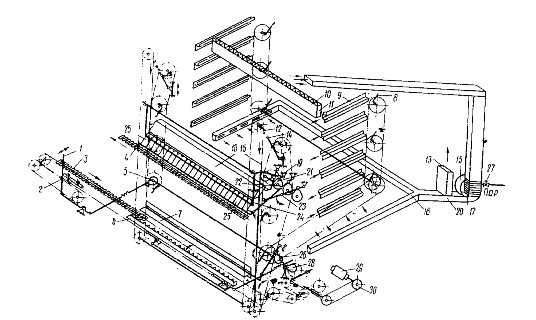
Рисунок 11 – Кинематическая схема термокамеры для контрольной выдержки шампанского
Для предотвращения самоотката кассет после прохода рычагов и захвата ими двух кассет установлены предохранительные рычаги. С направляющих верхнего ряда крайняя кассета снимается вилкой 14 кривошипно-шатунного механизма и насаживается на крючки 12 элеватора 16. Линейная скорость вилки 14 в 1,5 раза превышает скорость элеватора, что обеспечивает обгон, плавное опускание кассеты на крючки и вывод шатуна с траектории движения кассеты. Кассета опускается элеватором до места разгрузки, где она поворачивается рычагом 19 и выстаивает на рычагах 23. Бутылки, придерживаемые планкой, выпадают на разгрузочный столик 24, который плавно вынимает их из гнезд. Рычаги 23 досыпают кассету до крючков элеватора, которые затем оставляют её на разгрузочном столике. Цикл перемещения кассеты повторяется снова.
Бутылки толкателем 25 переводятся на транспортер 4, который отправляет их на отделку.
Рычаг поворота 19, рычаг разгрузочного столика 21, рычаги толкателя 22 и выстоя кассет 23 приводятся в действие от соответствующих кулачков, сидящих на одном валу. Установка, работающая непрерывно, приводится в движение от электродвигателя 29 через клиноременную передачу 30 и два червячных редуктора. Выстой кассет и бутылок осуществляется свободным ходом рычагов и кулачками.
Цикл работы термокамеры продолжается до полного замещения бутылок, прошедших контрольную выдержку, бутылками после розлива. По окончании цикла включается вентилятор 15 с калорифером 17, нагнетающий воздух по трубопроводу 18 под нижний ряд направляющих с двух сторон. Температура воздуха постоянна и поддерживается терморегулятором 27 до 420С.
После этого регулятор перекрывает доступ пара, и вино в течение 2ч выдерживается. Затем термокамера заслонкой 20 и воздуховодом 13 сообщается с наружным воздухом, и за 7 – 8 ч шампанское охлаждается до 200С. После этого вентилятор выключается и установка готова к новому циклу работы.
Техническая характеристика
Производительность, бут/сек (бут/час)...............1,26 (4500)
Габариты, мм:
длина .......................................................................6000
ширина.....................................................................3500
высота......................................................................3000
Масса, кг..................................................................9000
Далее по конвейеру бутылки поступают на машину для наклеивания акцизных марок, а затем к этикетировочному оборудованию.
Машина для наклеивания акцизных марок. Для этих целей используем машину МНА – 6, которая представлена на рисунке 12. Идущие по транспортеру линии 1 бутылки переходят на транспортер машины 2, где шнеком 3 расставляются с одинаковым шагом и подводятся к звездочке 4. Здесь на бутылку накладывается акцизная марка с предварительно нанесенным на неё клеем.
Дальнейшее движение бутылки происходит между двумя перемещающимися прижимными лентами 5. К каждой ленте прикреплены специальные колодки. После прижатия акцизных марок к горлу бутылки последняя выходит из машины и переходит на транспортер линии.
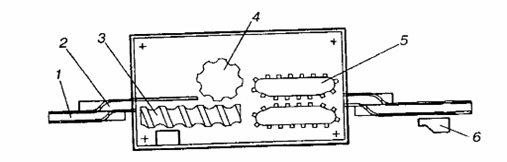
Рисунок 12 – Машина для наклеивания акцизных марок МНА-6 (вид сверху)
Техническая характеристика
Производительность, бут/час................................ 6000
Габариты, мм:
длина .......................................................................2450
ширина.....................................................................2250
высота......................................................................1100
Этикетировочная машина. Используем машину ВЭ2-М, которая представлена на рисунке 13.Машина предназначена для наклеивания двух этикеток прямоугольной формы на цилиндрическую часть бутылок.
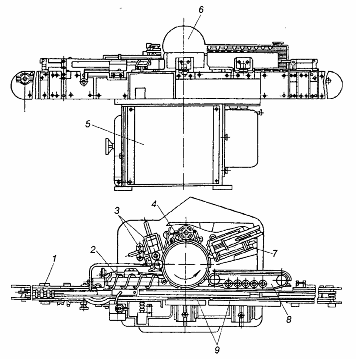
Рисунок 13 – Этикетировочная машина ВЭ2-М
Машина состоит из пластинчатого транспортера 1, шнека-делителя 2, вакуумного барабана-этикетопереносчика 6, клеевого механизма 3, штемпельного устройства 4, магазина этикеток 7 ,накатных ремней 8, подушек 9. Все эти части смонтированы на станине 5.
Поступающие по транспортеру 1 бутылки при помощи шнека 2 с определенным шагом подаются к барабану 6. Во время рабочего хода магазин этикеток 7 нажимает роликом клапан, соединяя отверстие присосов этикетопереносчика с вакуумной магистралью. Вследствие равенства линейных скоростей барабана и магазина этикеток на определенном участке пути этикетка передним краем присасывается к этикетопереносчику и при замедленном движении магазина в конце его рабочего хода извлекается из него. При дальнейшем вращении вакуумного барабана на этикетке штемпельным механизмом проставляется дата ,а затем этикетка посредством намазного ролика клеевого устройства 3 смазывается полосками клея. В момент нанесения клея этикетка придерживается на барабане гребенкой.
При встрече этикетки и бутылки вакуум перекрывается и присосы этикетопереносчика сообщаются с атмосферой, в результате чего этикетка передается с вакуум-барабана на бутылку. Затем бутылка попадает между накатными ремнями 8 и подушкой 9 из губчатой резины и, двигаясь по транспортеру 1, вращается вокруг своей оси, благодаря чему этикетка разглаживается.
Техническая характеристика
Производительность, бут/час............................... 2600
Габариты, мм:
длина .......................................................................2500
ширина.....................................................................1080
высота......................................................................1080
Машина для завертывания бутылок в бумагу. Завертывание в бумагу бутылок может быть частичное или полное. Второй вариант применяют в основном для шампанских вин. Для полного завертывания бутылок используем машину ВЗПК, карусельного типа, представленную на рисунке 14.

Рисунок 14 – Заверточная машина ВЗПК
Карусель машины предназначена для фиксирования бутылок в вертикальном положении и придания им вращательного движения в процессе завертывания. Карусель имеет верхнюю и нижнюю части. Верхняя часть состоит из подвижных патронов и неподвижного копира. Вращаясь по неподвижному копиру, патроны опускаются и прижимают бутылку к нижней части. В момент выхода бутылки из карусели патроны поднимаются. Нижняя часть состоит из подвижных столиков, на оси которых насажены шестерни, нахожящиеся в зацеплении с зубчатыми секторами.
Механизм подачи и резки бумаги предназначен для протягивания бумаги определенной длины и смазывания конца бумаги клеем. Он состоит из подающих роликов и смазывающих патронов. Машина снабжена блокировкой "нет бутылки – нет бумаги". Завернутая в бумагу бытылка выносится на конвейер.
Техническая характеристика
Производительность, бут/час................................ 6000
Габариты, мм:
длина .......................................................................3000
ширина.....................................................................2350
высота......................................................................2550
Машина для формирования короба. Используем полуавтоматическую машину Siat модели F 104. Она формирует короб, закрывая нижние фалды, фиксирует верхние в вертикальном положении,формирует картонные перегородки и укладывает их в короб, а затем подает далее по линии.
Техническая характеристика
Производительность, кор/час.............................. 600
Габариты, мм:
длина .......................................................................1630
ширина.....................................................................2000
высота......................................................................1890
Машина для укладки бутылок в короба. Используем машину ВИУ – 6. Оператор выставляет бутылки на конвейер, которые впоследствии устанавливаются на центрирующую кассету под осью захватной головки, с индивидуальным для каждой бутылки захватным устройством. Гнезда кассеты имеют направляющие лепестки. В момент опускания захватной головки кассета также опускается, лепестки обеспечивают попадание бутылок в гнезда короба и частично замедляют падение бутылок, предотвращая их бой. После заполнения короба кассета поднимается.
Техническая характеристика
Производительность, кор/час............................... 300
Габариты, мм:
длина .......................................................................2500
ширина.....................................................................3350
высота......................................................................2150
Машина для заклеивания коробов. Для заклеивания коробов сверху и снизу используем полуавтоматическую машину Siat модели SM8-P. Заклеивание сверху и снизу происходит одновременно скотч-лентой шириной 50 мм. Верхние створки короба закрываются оператором вручную. Наклеивание каких-либо этикеток на короб производится оператором вручную.
Техническая характеристика
Производительность, кор/час.............................. 800
Габариты, мм:
длина .......................................................................2652
ширина.....................................................................3000
высота......................................................................2800
Термоусадочная упаковочная машина. Используем упаковочный автомат ТТЦ-550Р, представленный на рисунке 15. Материал пленки – ПВХ. Процесс упаковывание в термоусадочную пленку включает в себя следующие операции: группирование короба; упаковывание термоусадочной пленкой, поступающей из рулонов с термосваркой пакета и обрезкой пленки; обдув пакета горячим воздухом в термоусадочном тоннеле с целью усадки пленки и обтяжки короба [5].
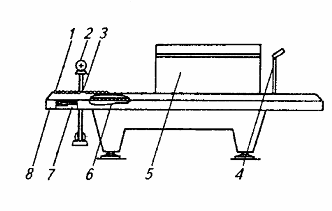
Рисунок 15 – Термоусадочная упаковочная машина ТТЦ-550Р
Техническая характеристика
Производительность, кор/час............................... 300
Габариты, мм:
длина .......................................................................2300
ширина.....................................................................980
высота......................................................................2300
Далее упакованная продукция отвозится на склад готовой продукции и хранится при температуре 8 – 160С. Гарантийный срок хранения устанавливается со дня изготовления предприятием-изготовителем для Советского шампанского и игристых вин –6 месяцев [4]. Сводная таблица всего оборудования представлена в таблице 5.
Проектная часть
Заключение
В данной расчетно-графической работе было проведено проектирование производственного цеха по производству шампанских вин, что включает в себя подбор необходимого технологического и упаковочного оборудования, расчеты площадей производственного цеха, компоновку оборудования внутри производства. Были выяснены основные аспекты работы таких производств, их масштабы.
Помимо производственного цеха был изучена технологическая схема самого производства, которая тесно связана с компоновочными решениями оборудования. Компоновка оборудования была проведена исходя из требований, предъявляемых к производству.
Также был выполнен генеральный план проектируемого предприятия, который выполнен на отдельном листе и включает в себя все расположенные на территории завода здания и сооружения.
Список литературы
1 Фараджева Е.Д., Федоров В.А.: Общая технология бродильных производств [Текст]/ Сырье, используемое в виноделии. – М.: Колос, 2002. – 408 с. - Рез.: англ. – Библиогр.: с. 53–65. – 200 экз. – ISBN 401-14433-5.
2 Валуйко Г.Г.: Виноградные вина [Текст]/ Ассортимент шампанских вин. – М.: Пищевая промышленность, 1978. – 365 с. - Библиогр.: с. 40–49. – 3000 экз.
3 Бахвалов, Н. С.: Экспертиза напитков [Текст]/ Упаковка для шампанского. – М.: Эксперт, 2004. – 324 с. – Библиогр.: с. 130–131. – 200 экз. – ISBN 9-5401-54133-2.
4 Зайчик Ц.Р.: Оборудование предприятий винодельческой промышленности [Текст]/Оборудование для производства игристых вин, 1968, 372 с. – Библиогр.: с. 274–297.
5 Зайчик Ц.Р.: Технологические оборудование винодельческих предприятий [Текст]/ Машины для товарного оформления бутылок, 2-е изд. испр. – М.: Дели принт, 2004. – 476 с. – Библиогр.: с.354–411. – 2000 экз. – ISBN 2-0256-54133-5.
6 Калунянц К.А., Колчева Р.А., Херсонова Л.А., Садова А.И.: Дипломное проектирование бродильных производств [Текст]/ Компоновка технологического оборудования и расчет складских помещений. – М.: Агропромиздат, 1687. – 272 с. – Библиогр.: с.193–202. – 4300 экз.
7 Хозяинова Г.Я.: Основы промышленного строительства: Учебное пособие/[Текст]/ Конструктивное решение промышленных зданий. – КемТИПП. – Кемерово, 2000. – 144 с.- Библиогр.: с.17–56. – 300 экз. – ISBN 5-89289-095-3.
8 Пермякова Л.В.: Проектирование предприятий отрасли и промышленное строительство: учебно-методический комплекс / [Текст]/ Расчет и подбор оборудования. – КемТИПП. – Кемерово, 2006. – 108 с. – Библиогр.: с.28–29. – 300 экз.
Содержание
Введение
1. Технологическая часть
1.1 Сырье, используемое в виноделии
1.1.1 Технологическая оценка основных сортов винограда
1.2 Ассортимент продукции
1.3 Упаковочный материал
1.4 Технология производства шампанских вин
1.5 Подбор технологического оборудования
1.6 Технология упаковывания
2. Проектная часть
2.1 Проектирование производственного цеха
2.2 Проектирование зданий и сооружений
2.3 Расчет производственного помещения
2.4 Генеральный план
Заключение
Список литературы
Введение
Человек в своей жизни так или иначе сталкивается с огромным миром алкогольных и безалкогольных напитков, которые в свою очередь, делятся на группы, подгруппы, виды разновидности и отдельные наименования. К алкогольным напиткам относят продукцию, содержащую не менее 1,5% этилового спирта, полученного из пищевого, углеводсодержащего сырья. Термин «алкоголь» имеет арабское происхождение и означает в буквальном смысле «тонкий порошок» (al-kohl).
В основе современной классификации алкогольных напитков два критерия – содержание этилового спирта и продолжительность выдержки.
Алкогольные напитки производятся, как правило, с помощью процессов брожения. Под брожением понимают превращение углеводов и некоторых других органических соединений под воздействием ферментов, продуцируемых микроорганизмами, в новые вещества.
Известны различные виды брожения. Обычно они называются по конечным продуктам, образующимся в процессе брожения. Такие производства связаны общностью применяемого сырья и характером технологических процессов.
Наиболее древними отраслями бродильных производств являются виноделие и пивоварение. В Египте виноделие появилось еще за 8-10 тыс. лед до н.э.
Современные заводы бродильной промышленности – это высокомеханизированные предприятия с интенсифицированными и непрерывными технологическими процессами. Дальнейшее совершенствование технологии и техники бродильных производств направлено на расширение ассортимента, повышение качества и выхода выпускаемой продукции, полное и более рациональное использование перерабатываемого сырья, снижение тепло- и энергозатрат, улучшение экологии и обеспечение высоких технико-экономических показателей работы предприятия.
Основной целью данной расчетно-графической работы является получение навыков по проектированию предприятия по производству шампанских вин, изучение технологии их производства и общих параметров для любого проектируемого предприятия [1].
Технологическая часть
Сырье, используемое в виноделии
Виноградные вина и шампанское – напитки, получаемые спиртовым брожением виноградного сока. Эти напитки отличаются многообразием вкусовых и ароматических свойств. Благодаря содержанию аминокислот, полифенолов, витаминов, минеральных солей и других полезных веществ вина относят к ценным гигиеническим напиткам, обладающим бактерицидными свойствами. При умеренном потреблении вино положительно воздействует на организм человека.
Из винограда приготавливают вина различных типов и требования к сырью в зависимости от типа вина меняются. Так, для шампанских виноматериалов необходима повышенная кислотность, содержание азотистых веществ и аминокислот должно быть пониженным. Оптимальной сахаристостью винограда для шампанских вин является 17 – 19%.
При подборе сортов винограда для новых посадок следует выбирать наиболее перспективные, учитывать хозяйственно ценные свойства их, урожайность, способность к сахаронакоплению, качество получаемых вин, биологические особенности и пригодность к данным условиям местности. Есть сорта винограда, обладающие широкой эколого-географической пластичностью и дающие вина высокого качества. Высокое качество винограда и получаемого из него вина достигается только тогда, когда создаются оптимальные почвенно–климатические условия для данного сорта винограда. Известно, что жаркий климат обуславливает повышенное накопление в винограде сахаров и эктрактивных веществ и вместе с тем снижение кислотности [1].
Виноград относится к роду деревянистых растений – лиан семейства виноградных, цепляющихся при помощи усиков. Соцветие представляет сложную кисть, разрастающуюся после оплодотворения цветков. Плоды винограда – сочные ягоды, собранные в сложную кисть, которая называется гроздью.
Строение грозди. Гроздь винограда состоит из гребненожки, гребня и ягод, характеризующих строение виноградной грозди и её технологические свойства. Величина и форма грозди зависят от сорта винограда и внешних условий. По форме грозди могут быть цилиндрическими, коническими, цилиндроконическими, яйцевидными, ветвистыми и др. Длина грозди лежит в пределах 60 – 300 мм. Средней считается гроздь размером 130 – 180 мм. Ширина грозди колеблется от 50 до 190 мм. Масса грозди варьирует в широких пределах в зависимости от сорта винограда и экологических факторов: минимальная – 40 г, максимальная – 750 г.
Для характеристики винограда как сырья существенное значение имеет механический состав грозди, под которым понимают соотношение в ней отдельных структурных элементов: ягод, гребней, кожицы, мякоти и семян. Они существенно различаются по строению, химическому составу и физико-механическим свойствам. Каждый из них оказывает влияние на технологические режимы переработки и качество изделий. О степени варьирования основных показателей механического состав дают представление следующие средние данные (% от массы грозди): гребни – 1 – 8,5, кожица – 0,9 – 24,1, семена – 0,1 – 8, мякоть с соком – 71 – 95.
Химический состав. Ценной частью грозди являются ягоды, содержащие высокосахаристый сок, из которого получают напитки. Сок виноградных ягод содержит 55 – 87% воды, 10 – 30 – сахаров, 0,5 – 1,7 – органических кислот, 0,15 – 0,9 – белковых, 0,1 – 1,3 – пектиновых и 0,1 – 0,5% минеральных веществ. Виноградная ягода состоит из кожицы, мякоти и семян. Кожица занимает примерно 10% от массы ягоды. В её состав входят клетчатка, вода, танин, органические кислоты и красящие вещества. Красящие вещества плохо растворяются в виноградном сусле при обычной температуре, но при нагревании свыше 45 - 500С растворимость их повышается. Они хорошо растворяются в спирте, что учитывается в виноделии Так, при получении белого вина из красного винограда кожицу из сока отделяют до начала брожения, т.е. до образования спирта.
Мякоть составляет около 87% от массы ягоды. Мякоть содержит 75 – 80% воды, 18 – 25 – сахаров, 0,3 – 0,45 – свободных кислот, 0,5 – 0,7% кислого виннокислого калия, а также азотистые и минеральные вещества, эфирные масла и липиды. Семена составляют около 3% от массы ягоды. Они содержат клетчатку, танин, виноградное масло, смолистые вещества с крайне неприятным вкусом, который передается вину, если при раздавливании винограда были раздавлены также и семена.
Виноград считается одним из самых сладких плодов: содержание сахаров в нем достигает 32% и более. Основными сахарами являются глюкоза и фруктоза. Органические кислоты представлены в винограде главным образом винной и яблочной. Кислоты находятся в соке винограда в свободном состоянии или в виде кислых солей. Титруемая кислотность виноградного сусла колеблется в среднем от 3,5 до 14,5 г кислоты в 1 дм3 , а pH- от 2,5 до3,8. В ягодах винограда находятся ароматические вещества и витамины. Состав ягод винограда представлен в таблице 1.
Таблица 1 – Химический состав ягоды винограда
| Вещество | Содержание вещества в мякоти, % |
| 1 | 2 |
| Вода | 55 - 87 |
| Сахара | 10 - 30 |
| Органические кислоты | 0,5 – 1,7 |
| Виннокислый калий | 0,5 – 0,7 |
Сбор урожая. Виноград собирают в период технической зрелости, когда в нем достигается необходимое для производства вина содержание сахаров и кислот. Время сбора винограда определяется по так называемому глюкоацидометрическому показателю сусла. В ходе созревания винограда этот показатель увеличивается. Для каждого типа вина существует свой срок сбора винограда, когда состав и соотношение частей ягоды наиболее благоприятны. Продолжительность периода сбора и переработки винограда обычно составляет 15 – 20 суток. За это время состав сока ягод винограда по основным показателям удерживается в требуемых пределах.
Если виноград созревает равномерно, проводят сплошной сбор, при большой неравномерности сбор должен быть выборочным. Сбор винограда должен быть доставлен на переработку на винзавод не позднее чем через 4 ч после сбора, так как вытекающий из поврежденных ягод сок легко подвергается брожению и закисанию [1].
Дата: 2019-07-24, просмотров: 348.