Элементами процесса резания являются глубина резания t, подача s и скорость резания v. Совокупность этих величин называют режимом резания.
В данном разделе приводится расчёт режима резания для обработки поверхности 2. В качестве исходных данных рассматриваемого примера используются результаты выполненного задания 2 для случая вертикального расположения отливки в форме.
Элементы режима резания устанавливаем в следующем порядке:
1) Назначают глубину резания t. При черновом точении и отсутствии ограничений по мощности оборудования глубину резания принимают равной припуску на механическую обработку.
Схема обработки поверхности 2
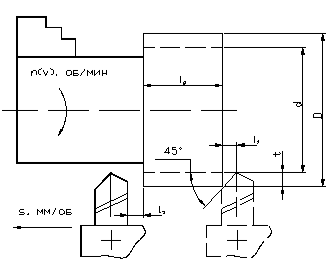
Глубина резания t, мм, определяют по формуле:

где z - припуск на механическую обработку, равный мм;
D - диаметр обрабатываемой поверхности, равный мм;
d - диаметр обрабатываемой поверхности, равный мм.
2) Назначаю подачу s. Величина подачи оказывает влияние на шероховатость обрабатываемой поверхности. С уменьшением величины подачи значение шероховатости обработанной поверхности уменьшается. Так как условием задания определена черновая обработка, то выбирают максимально допустимую величину подачи. Для рассматриваемого примера s = 1,3 мм/об.
3) Определяем скорость резания V. Скорость резания V, м/мин, рассчитываем по формуле:

где  - коэффициент, учитывающий физико-механические свойства
- коэффициент, учитывающий физико-механические свойства
обрабатываемого материала, равный для чугуна 240,0;
 - показатели степеней, учитывающие условия и равные соответственно 0,15 и 0,30;
- показатели степеней, учитывающие условия и равные соответственно 0,15 и 0,30;
Т - стойкость режущего инструмента, равная для инструмента с пластиной из
твёрдого сплава 120 мин при ВхН=25х40;
m - показатель относительной стойкости, равный для инструмента с платиной из твёрдого сплава ВК 0,2.
Для изготовления режущего инструмента применяют различные инструментальные материалы: быстрорежущие стали, твёрдые сплавы и минералокерамику. Быстрорежущие стали используют при обработке сталей, чугунов и сплавов цветных металлов. Вольфраммолибденовые быстрорежущие стали (Р9М4, Р6М3) используют для инструментов, работающих в условиях черновой обработки. Твердые сплавы группы ВК используют для обработки чугунов и цветных металлов. Слав ВК6 используют для черновой обработки, а сплавы ВК2 и ВК3 - для чистовой обработки. Твёрдые сплавы группы ТК применяют преимущественно при обработке стальных заготовок (Т15К6).
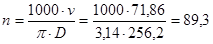
4) Определяем частоту n, об/мин, вращения шпинделя, соответствующую полученной скорости резания:
5) По известным величинам глубины резания, подачи и скорости резания определяют эффективную мощность резания и мощность электродвигателя станка.
Для этого рассчитываем тангенциальную  и осевую
и осевую  составляющие сил резания.
составляющие сил резания.
Значения тангенциальной составляющей  определяют по формуле:
определяют по формуле:

где  - коэффициент, учитывающий свойства обрабатываемого материала и равный для чугуна 107,0;
- коэффициент, учитывающий свойства обрабатываемого материала и равный для чугуна 107,0;
 - показатели степеней, учитывающие условия обработки и равные соответственно 1,0 и 0,73;
- показатели степеней, учитывающие условия обработки и равные соответственно 1,0 и 0,73;
Между тангенциальной и осевой составляющими  существует примерно следующее соотношение:
существует примерно следующее соотношение:

Эффективную мощность  кВт, затрачиваемую на процесс резания при продольном точении, определяют, используя формулу:
кВт, затрачиваемую на процесс резания при продольном точении, определяют, используя формулу:

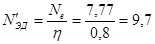
6) Определяем мощность электродвигателя станка  используя значение эффективной мощности резания
используя значение эффективной мощности резания  .
.
7) Определяем основное (машинное) технологическое время  . Основным технологическим временем называют время, затрачиваемое в процессе обработки детали непосредственно на изменение формы и размеров заготовки. Для определения основного технологического времени вычисляют расчётную длину обработанной поверхности L, мм, по формуле:
. Основным технологическим временем называют время, затрачиваемое в процессе обработки детали непосредственно на изменение формы и размеров заготовки. Для определения основного технологического времени вычисляют расчётную длину обработанной поверхности L, мм, по формуле:

где  - длина обработанной поверхности, равная 30;
- длина обработанной поверхности, равная 30;
 - длина врезания резца, мм. Длину врезания определяют из соотношения
- длина врезания резца, мм. Длину врезания определяют из соотношения
 (
(  )
)
 - длина перебега, принимаемая равной 1…3,0 мм.
- длина перебега, принимаемая равной 1…3,0 мм.
Основное (машинное) технологическое время , мин, определяют, используя выражение:
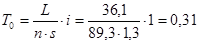
где i - число проходов резца, равное 1.
Дата: 2019-07-24, просмотров: 356.