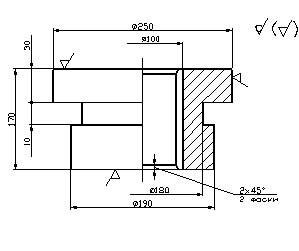
Для детали необходимо получить заготовку методом литья в разовую песчано-глинистую форму
В данном примере для изготовления стойки используется чугун марки СЧ 21 (серый чугун с пределом прочности σ  = 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.
= 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.
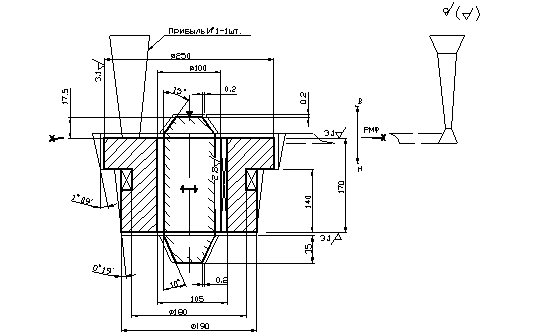
Разработка чертежа модельно литейных указаний
Обрабатываемые поверхности по возможности размещают вертикально или в нижней части отливки. Для моей детали предпочтительно вертикальное положение отливки с размещением в нижней части формы.
Припуски на механическую обработку - слои металла, удаляемые в процессе механической обработки отливки с её обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхности. Значения припусков на механическую обработку назначают в зависимости от класса точности номинальных размеров отливки и номера ряда припусков в соответствии с ГОСТ 26645-85. По номинальным размерам обрабатываемых элементов и классу точности отливки назначаю допуски.
Допуски размеров отливки, образованные одной полуформой, устанавливают на 1-2 класса точнее заданного. Поэтому в расчётах я использую класс точности 8
По назначенному допуску и номеру ряда припуска устанавливаю значение припуска.
Отверстия небольшого диаметра усложняют технологический процесс получения отливки. На такие элементы припуски не назначают, а полностью получают механической обработкой. На чертеже на эти элементы назначают напуски. По полученным значениям припусков и номинальных размеров детали определяют размеры отливки по формуле:
L  =L
=L  ±Z
±Z
где L - номинальный размер отливки, мм;
L  - номинальный размер детали, мм;
- номинальный размер детали, мм;
Z - припуск на механическую обработку, мм.
Припуск на механическую обработку и размеры отливок.
| Номинальный размер летали L , мм
| Класс точности | Номер ряда припуска | Припуск на сторону | Размер отливки
L  , мм , мм
| ||
| Ш 250 | 8 | 1,8 | 8 | 3,1 | Ш 256,2 | |
| Ш 100 | 8 | 1,4 | 8 | 2,8 | Ш 94,4 | |
| 170 | 8 | 1,8 | 8 | 3,1 | 176,2 | |
| 140 | 8 | 1,6 | 8 | 3,0 3,1 | -- 143,1 | |
| Ш 190 | 8 | Необрабатывемая поверхность | Ш190 | |||
| 105 | Напуск | |||||
| 2 скифа 2x45є | Напуск | |||||
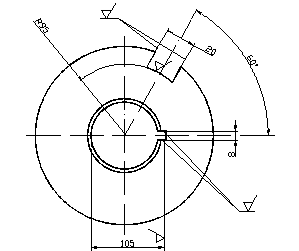
| Внешний паз 20 под углом 60є | Напуск | |||||
| Шпоночный паз 5x8 | Напуск | |||||
Формовочные уклоны облегчают извлечение модели из формы. Уклоны придаются вертикальным поверхностям моделей, не имеющим конструктивных уклонов в направлении извлечения их из формы. Значения уклонов регламентированы стандартами и зависят от материала модели и высоты формообразующей поверхности.
Формовочные уклоны.
| Высота формообразующей поверхности, мм | Формовочный уклон, мм | |
| 170-140=30 | 1є09' | 0,6 |
| 140 | 0є19' | 1,0 |
Дата: 2019-07-24, просмотров: 412.