Процесс ковки состоит из чередования в определённой последовательности основных и вспомогательных операций. К основным операциям ковки относятся: осадка, протяжка, прошивка, отрубка, гибка, скручивание.
Каждая основная кузнечная операция определяется характером деформирования и применяемым инструментом.
Осадка - операция уменьшения высоты заготовки при увеличении площади её поперечного сечения. Осадку применяют:
для получения поковок с большими поперечными размерами при относительно малой высоте (зубчатые колёса, диски и т.п.);
как предварительную операцию перед прошивкой при изготовлении пустотелых поковок (колец, барабанов);
как предварительную операцию для уничтожения литной дендритной структуры слитка и улучшения механических свойств изделия.
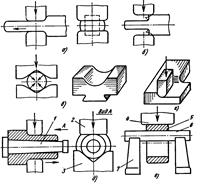
Протяжка - операция удлинения заготовки или её части за счёт уменьшения площади поперечного сечения. Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки вдоль оси протяжки и поворотами её на 90  вокруг этой оси. Протягивать можно плоскими и вырезными бойками. При протяжке на плоских бойках в центре изделия могут возникнуть значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырёх сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. На рисунке схема -- а, б, в).
вокруг этой оси. Протягивать можно плоскими и вырезными бойками. При протяжке на плоских бойках в центре изделия могут возникнуть значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырёх сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. На рисунке схема -- а, б, в).
Разгонка - операция увеличения ширины части заготовки за счёт уменьшения её толщины. На рисунке схема -- г).
Протяжка с оправкой - операция увеличения длины пустотелой заготовки за счёт уменьшения толщины её стенок. Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправе 1. Протягивают в одном направлении - к расширяющемуся концу оправки, что облегчает её удаление из поковки. На рисунке схема -- д).
Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счёт уменьшения толщины её стенок. Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку проворачивают относительно оправки. На рисунке схема -- е).
Прошивка - операция получения полостей в заготовке за счёт вытеснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка).
Отрубка - операция отделения части заготовки по незамкнутому контуру путём внедрения в заготовку деформирующего инструмента - топора. Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т.п.
Скручивание - операция, посредством которой часть заготовки поворачивается вокруг продольной оси. Скручивание можно применить при развороте колен коленчатых валов, при изготовления свёрл и т.п. При скручивании обычно одну част заготовки зажимают между бойками, другую разворачивают с помощью различных приспособлений - воротков, ключей, лебёдок.
Борудование для ковки
Основными типами молотов для ковки являются приводные - пневматические и паровоздушные.
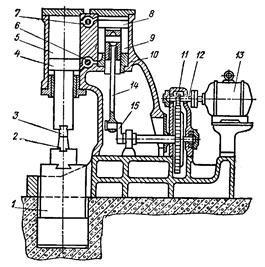
Пневматический молот. Наиболее распространённая конструкция такого молота дана на следующей схеме. В литной станине 10 расположены два цилиндра - компрессорный 9 и рабочий 5, полости которых сообщаются через золотники 7 и 6. Поршень 8 компрессорного цилиндра перемещается шатуном 14 от кривошипа 15, вращаемого электродвигателем 13 через шестерни 11 и 12 (редуктор). При перемещении поршня в компрессорном цилиндре воздух поочерёдно сжимается в верхней и нижней его полостях. Воздух, сжатый до 0,2 -0,3 МН/м  , при нажатии на педаль или рукоятку, открывающую золотники 7 и 6, поступает через них в рабочий цилиндр 5. Здесь он воздействует на поршень 4 рабочего цилиндра. Поршень 4, выполненный за одно целое с массивным штоком, является одновременно бабой молота, к которой крепят верхний боёк 3. В результате падающие части 3 и 4 периодически перемещаются вниз - вверх и наносят удары по заготовке, уложенной на нижний боёк 2, который неподвижно закреплён на массивном шаботе 1. В зависимости от положения органов управления молот может наносить единичные и автоматические удары регулируемой энергии, работать на холостом ходу, осуществлять силовой прижим поковки к нижнему бойку и держать бабу на весу. Пневматические молоты применяют для ковки мелких поковок (примерно до 20 кг) и изготовляют с массой падающих частей 50 -1000 кг.
, при нажатии на педаль или рукоятку, открывающую золотники 7 и 6, поступает через них в рабочий цилиндр 5. Здесь он воздействует на поршень 4 рабочего цилиндра. Поршень 4, выполненный за одно целое с массивным штоком, является одновременно бабой молота, к которой крепят верхний боёк 3. В результате падающие части 3 и 4 периодически перемещаются вниз - вверх и наносят удары по заготовке, уложенной на нижний боёк 2, который неподвижно закреплён на массивном шаботе 1. В зависимости от положения органов управления молот может наносить единичные и автоматические удары регулируемой энергии, работать на холостом ходу, осуществлять силовой прижим поковки к нижнему бойку и держать бабу на весу. Пневматические молоты применяют для ковки мелких поковок (примерно до 20 кг) и изготовляют с массой падающих частей 50 -1000 кг.
Схема пневматического молота.
Исходные данные
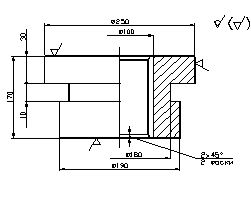
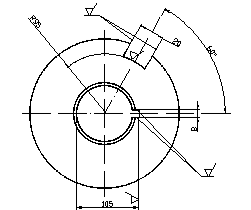
В качестве исходных данных при выполнении задания используют рабочий чертёж детали с указанием заданных поверхностей, подлежащих обработки резанием, а также полученные в результате выполнения задания 2 размеры отливки. Технологические методы обработки поверхностей 1, 2, 3, применяемое оборудование, режущий инструмент и приспособления для закрепления заготовок. Выполнение раздела начинаем с выбора методов обработки, указанных в задании поверхностей 1, 2,3.
Дата: 2019-07-24, просмотров: 405.