Литниковая система- система каналов и устройств, для подвода в определенном режиме жидкого металла в полость литейной формы, отделения неметаллических включений, обеспечения питания отливки при затвердевании. Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное ее заполнение, улавливание шлака и других неметаллических включений, создание направленного затвердевания отливки, минимальный расход металла на литниковую систему, не вызывать местных разрушений формы.
По направлению движения металла в полость литейной формы относительно горизонтальной плоскости (отливки) литниковые системы делятся на верхние, горизонтальные, вертикальные и т.д.
Для данного случая выбираем горизонтальную литниковую систему расширяющегося типа, как наиболее благоприятную для заполнения полости формы, что также хорошо влияет на качество отливок. В такой системе самым узким местом будет поперечное сечение стояка. Такая литниковая система обеспечивает ламинарный поток течения расплава и не размывает стенки формы.
Расчет литниковой системы начнем с самого узкого места литниковой системы со стояка:
 ,
,
где μ-коэффициент сопротивления литниковой системы и формы;
ρ - плотность жидкого чугуна, кг/м3;
g - ускорение свободного падения, м/с2;
G - масса отливки, кг;
t - время заполнения формы;
 ,
,
где S - коэффициент учитывающий толщину стенки отливки;
k – поправочный коэффициент;

Hp - расчётный статический напор;
 ,
,
где Н -высота опоки от места подвода расплава, м;
Р -высота отливки от места подвода расплава, м;
С -высота отливки, м;


Принимаем отношение площадей стояка, шлакоуловителя, питателей, как отношение чисел:

Площадь сечения шлакоуловителя
 ;
;
Суммарная площадь питателей
 ;
;
Площадь питателя
 ;
;
Так как через один стояк заливается четыре отливки, то площадь его поперечного сечения будет равна

Диаметр стояка
 ,
,
принимаем d ст = 24 мм.
Эскиз питателя
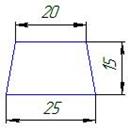
Рисунок 3.
Эскиз шлакоуловителя
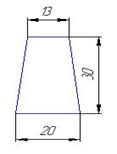
Рисунок 4
Эскиз стояка и литниковой чаши
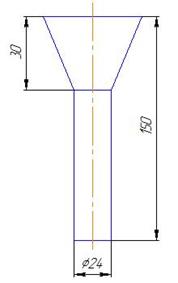
Рисунок 5.
Для увеличения пропускной способности формы необходимо устроить вентиляционные каналы диаметром 5 – 6 мм в количестве 3 – 4 на 1 дм2 формы. Каналы не должны доходить до полости формы 7 – 10 мм.
Выбор размеров опок
Выбираем цельную стальную опоку I-го типа по ГОСТ 2133-75. Размеры верхней опоки 600*540*150мм, нижней опоки 600*540*100мм. Данная опока является краново-ручной. Накладывание пустых опок на формовочные машины и плиты с моделями производится руками, краном или пневматическим подъемником.
Материал опоки - сталь 20Л ГОСТ 977-88. Элементы опок выполнены по ГОСТ 14974-95. Для транспортирования и кантовки на опоке предусмотрены цапфы. Для вывода газов - вентиляционные отверстия. Для центрирования опок имеются ушки верхней и нижней опоки, в которые вставляются штыри. Точность центрирования обеспечивается применением центрирующих втулок, находящихся в ушках опок. Для точной установки опоки на модельную плиту имеются центрирующие и направляющие штыри.
Дата: 2019-07-24, просмотров: 323.