Гипохлорит натрия (NaOCl) является достаточно сильным окислителем и находит применение при очистке от примесей сточных вод, а также как эффективное антисептическое средство. Гипохлорит натрия получают электролизом водного раствора хлорида натрия без диафрагмы. Суммарная реакция образования гипохлорита натрия в электролизере может быть записана следующим образом:
NaCl + H2O → NaOCl + H2 (8.и)
Побочными электрохимическими реакциями являются:
на аноде 48OCl- + 24H2O → 16ClO3- + 32Cl- + 3O2 + 48H+ + 48 на катоде OCl- + H2O + 2 → Cl- + 2OH-
Условия электролиза. В производстве гипохлорита натрия используют различные материалы для изготовления анодов — графит, магнетит, титан с осажденной на поверхность платиной, ОРТА. Наибольший интерес в настоящее время представляют ОРТА.
Выход гипохлорита по току зависит от потенциала ОРТА. Максимальный выход по току (98,0%) достигается при потенциале анода 1,6 В (отн. нас. каломельного электрода).
Плотность тока зависит от материала анода. При использовании графитовых анодов электролиз можно провести при плотностях тока до 1,4 кА/м2. На платино-титановых анодах выход гипохлорита натрия по току практически не изменяется до достижения плотности тока 4 кА/м2 (0,4 А/см2). Оптимальной плотностью тока при электролизе с ОРТА является 1,5 — 2 кА/м2 (0,15 — 0,2 А/см2). При повышении анодных плотностей тока выход по току гипохлорита натрия несколько снижается, а хлората натрия - возрастает.
Для практического использования пригодны разбавленные растворы гипохлорита, применять концентрированные исходные растворы хлорида натрия экономически нецелесообразно. Обычно элеткролизу подвергают растворы, содержащие 50 — 100 г/л NaCl, а в некоторых случаях — морскую воду.
Оптимальное значение рН раствора
В отходах действующих российских предприятий по производству хлора и каустика, складированных на свалках и в шламохранилищах, содержится до 1200 т ртути. В отвалах и шламохранилищах, расположенных в районе производств хлора и каустика, выведенных из эксплуатации (в основном во 2-й половине 1990-х гг.), содержится до 1300 т ртути. В почвогрунтах в окрестностях закрытых и действующих отечественных предприятий по производству хлора и каустика количество аккумулированной ртути (в результате ее технологических потерь) оценивает более чем в 4000 т; несколько сотен тонн ртути накоплено в донных отложениях водных объектов, расположенных в зонах влияния некоторых из указанных предприятий. По оценкам, в отходах Новосибирского завода химконцентратов, размещенных на свалках и в шламохранилищах, количество ртути составляет от 100 до 500 т. В окрестностях данного предприятия следует ожидать очень высокий уровень загрязнения почвогрунтов ртутью. Судя по всему, все выше приводимые оценки являются минимальными. Например, есть сведения, что в Иркутской области в почвах промышленных предприятий, производящих хлор и каустик, аккумулировано более 1000 т ртути и еще более 2000 т металла находится в шламонакопителях.
Безусловно, во всех отраслях отечественной промышленности, где использовалась или используется ртуть (включая предприятия оборонной промышленности), требуется организация ее максимально полного рециклинга. Это определяет необходимость внедрения строгой статистической отчетности о наличии и(или) потреблении (балансе потребления) металлической ртути, о ее распределении в ходе технологических процессов, о накопленных и вновь образующихся ртутьсодержащих отходах и их утилизации. Следует нормативно запретить вывоз на полигоны (на временное захоронение) и тем более на свалки всех видов ртутьсодержащих отходов; они должны в обязательном порядке перерабатываться и обезвреживаться с получением вторичной ртути.
Особое внимание должно быть уделено организации системы сбора и последующей утилизации широко используемых в промышленности и быту ртутьсодержащих приборов и изделий (ртутных термометров, ртутных ламп и т. д.). В частности, в России в 1998-2002 г. ежегодно использовалось (разбивалось и т. д.) до 9 млн. ртутных термометров, содержащих порядка 18 т металлической ртути [59]. Из этого количества примерно 1 т ртути в той или иной мере утилизировалась (с получением вторичной ртути), а остальная ртуть – 17 т – в конечном счете оказывалась на свалках отходов и в канализационной сети (что характерно для городов и крупных поселков), в почве (особенно в сельской местности), т. е. потенциально способна рассеиваться в окружающей среде, поступая в атмосферу, поверхностные водные системы, грунтовые воды и т. д. В обозримом будущем ртутные термометры будут по-прежнему широко применяться в России в качестве основных средств измерения температуры в самых различных сферах человеческой деятельности и, таким образом, являться существенным источником эмиссии в окружающую среду токсичной ртути. По оценкам, общая масса ртути, присутствующая в эксплуатируемых в настоящее время в России промышленных и медицинских термометрах, составляет не менее 238 т, причем в последние годы на внутренний рынок страны ежегодно поступают ртутные термометры, содержащие порядка 15-16 т ртути (при этом существенная часть металлической ртути, используемой при производстве отечественных термометров, импортируется). Значительное количество ртути (десятки, если не сотни тонн) присутствуют во многих других ртутных и ртутьсодержащих приборах, устройства и изделиях, которые в той или иной мере эффективно (при соблюдении определенных правил) эксплуатируются в различных организациях и на предприятиях страны.
Необходимо отметить, что так называемая ступпа (с содержанием ртути до 50-80%) – продукт переработки ртутьсодержащих изделий и приборов (в основном ртутных ламп), образующаяся на электроламповых заводах и многочисленных демеркуризационных предприятиях страны, насколько известно, практически никогда не поступала на дальнейшую переработку на специализированные предприятия (в частности, в ЗАО «НПП «Кубаньцветмет») с целью получения вторичной ртути. В лучшем случае встречается информация, что ртутная ступпа якобы хранится в специальных емкостях (контейнерах) на станциях (предприятиях) демеркуризации или размещается на свалках-полигонах (в так называемых бункерах временного хранения). Если это действительно так, то к настоящему времени количество ртути в накопленной ступпе составляет – в масштабах страны – около 25 т.
Потенциальными источниками ртути являются предприятия, перерабатывающие и(или) сжигающие каменный уголь (коксохимические заводы, ТЭЦ и т. д.), а также доменное производство и цементная промышленность. Например, в коксохимическое производство страны в 2001-2004 гг. ежегодно (в составе углей) поступало до 3,2-3,4 т ртути, из которых очистными установками улавливалось не более 0,5 т, а около 1,3 т металла выбрасывалось в атмосферу с отходящими газами. В углях, которые ежегодно сжигаются на отечественных предприятиях по выработке электроэнергии и тепла, содержится порядка 15-17 т ртути, из которых 11-13 т эмитирует в атмосферу. Ежегодная эмиссия ртути в атмосферу при производстве доменного чугуна в России в 2001-2004 гг. оценивается в 1,7-1,8 т, при производстве цемента – в 3,1-3,3 т. Определенное количество металла улавливается пылегазоочистными установками. Безусловно, совершенствование систем очистки пылегазовыбросов на указанных промышленных предприятиях позволит не только существенно снизить техногенную эмиссию данного опасного поллютанта в окружающую среду, но и (при утилизации продуктов улавливания) получать вторичную ртуть (до 20-25 т ежегодно).
Глава 3. ИЗВЛЕЧЕНИЕ РТУТИ ИЗ РАСТВОРОВ ПРОИЗВОДСТВА ХЛОРА И ЩЕЛОЧИ
3.1 Извлечение ртути из рассола установок по производству хлора и щелочи
Электролизеры для производства хлора и щелочи, в которых используется ртутная амальгама, находят широкое применение благодаря возможности получения концентрированных растворов щелочи. Однако в отходящих сточных водах таких электролизеров содержатся примеси ртути, что создает серьезные экологические проблемы. Кроме того, потери значительных количеств ртути повышают стоимость производства. Указанные обстоятельства приводят к необходимости извлечения ртути и (или) других ионов тяжелых металлов как из твердых, так и из жидких отходов производства. Процесс извлечения ртути разработан Дж. X. Энтайвислом и предназначен для выделения ртути из рассола, образующегося в электролизерах. Способ включает стадни: осаждение ртути из рассола в виде сульфида ртути при добавлении ионов сульфида или гидросульфида; отделение сульфида ртути на фильтре, у которого в последовательно наложенных слоях материала средний размер частиц уменьшается, а плотность частиц увеличивается от поверхности к нижней части фильтра; удаление сульфида ртути с фильтра путем промывки водой; отделение сульфида ртути от жидкой фазы и обработка сульфида с получением металлической ртути.
Процесс 2 разработанный Е. Н. Балка предусматривает экстракцию ртути из сточных вод с последующим ее выделением путем восстановления в электролизере.
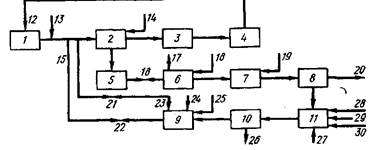
Рис. 1. Схема процесса выделения и рециркуляции ртути из отходов, образующихся в ртутных электролизерах
Схема этого процесса приведена на рис. 1. Поток рассола 12, прошедший через ртутный электролизер 3, из которого в аппарате 4 удален хлор, насыщается, проходя через слой каменной соли в резервуаре 1. К рассолу добавляют раствор карбоната натрия 13, после чего смесь подают в отстойник 2, в который добавляется раствор гидроксида натрия 14 и где происходит осаждение нерастворимых примесей, которые отводят в сборник 5 вместе с частью рассола (25—50 л/мин). Рассол 12 подается в ртутный электролизер 3, проходит через дехлоратор 4 и снова возвращается для насыщения в резервуар /.
Суспензия из сборника 5 подается в смеситель 6, где она реагирует с отработанной серной кислотой, поступающей со стадии осушки хлора (на схеме не показана). При этом происходит растворение ртути и нейтрализация кислоты. Углекислый газ, образующийся при нейтрализации, выводится по линии 17. Полученную смесь переносят в реактор 7, устанавливают рН = 6,0-=-9,0 и добавляют окислитель 19 в количестве достаточном для окисления всей металлической ртути и нерастворимых ртутных солей до растворимого двухвалентного состояния. В качестве окислителя можно использовать гипохлорит натрия, содержащий свободную NaOH, или газообразный хлор. Во втором случае в смесь вводится дополнительное количество NaOH. Затем суспензию фильтруют на фильтре 8 через полипропиленовую ткань.
Остаток от фильтрования промывают водой и твердый материал 20 удаляют в виде отходов. Фильтрат и промывные воды собирают в резервуаре //, где к ним добавляют другие сточные воды 28, например промывные воды, содержащие растворенную ртуть и воду из отстойников. Для разрушения остатков окислителя добавляют тиосульфат или бисульфат натрия 29. Устанавливают рН раствора 2,5— 6, предпочтительно рН = 3, добавляя раствор соляной кислоты 30, после чего прибавляют избыток NaHS 27 для осаждения ртути в виде сульфида. Осадок отфильтровывают через бумажный фильтр 10; для облегчения фильтрования добавляют остатки целлюлозного фильтра.
Фильтрат 26 практически не содержит ртути и сливается в канализацию. Твердый остаток, отделенный на фильтре 10, смешивают с рассолом 23 в резервуаре с мешалкой 9. Можно использовать обычную мешалку, однако для получения наилучших результатов желательно применять специальный дисперсионный миксер с высоким значением действующей поперечной силы. Устанавливают рН полученной суспензии 8—10, предпочтительно рН = 9, добавляя гидроокись натрия 24, а затем вводят окислитель 25.
При использовании гипохлорита натрия количество добавляемого окислителя составляет 3—6 молей на 1 моль сульфида ртути; предпочтительно использовать 5-кратный избыток. Если рН среды намного меньше 8, возможны потери окислителя за счет его реакции с остатками целлюлозного фильтра, а при рН существенно выше 10 может происходить выпадение осадка окиси двухвалентной ртути. Получаемая смесь, содержащая частицы целлюлозного фильтра, диспергированные в растворе хлоридов натрия и двухвалентной ртути, инжектируется в поток рассола между резервуаром / и отстойником 2 (точка 15). Весь процесс выделения ртути может быть изолирован от процесса производства хлора и щелочи путем закрывания вентилей 16, 21 и 22.
В качестве окислителя в данном процессе можно использовать гипохлорит натрия или хлорноватистую кислоту, которая получается при добавлении газообразного хлора в щелочной или кислый рассол. Хлор вводится до тех пор пока его концентрация в растворе не станет достаточной для окисления всей присутствующей ртути.
Экстракция ртути из осадка, образующегося в сборнике 5, проводится при рН среды 6,0—9,0, предпочтительно при рН = 6,0-^-6,5. Описанный процесс позволяет проводить одновременную переработку всех твердых и жидких отходов, образующихся в процессе производства хлора в ртутном электролизере. Основными преимуществами этого процесса по сравнению с известными являются следующие:
1. Он обеспечивает очистку циркулирующего рассола и удаление из него вредных примесей, таких как ионы сульфата.
2. Хорошо применим в случае солей с относительно высоким содержанием примесей (0,5—5 %).
3. Обеспечивает удаление соединений ртути и нейтрализацию отработанной серной кислоты, образующейся при сушке хлора.
4. Позволяет удалять ртуть из всех сточных вод, образующихся в процессе производства, в частности промывных вод и воды из отстойников, без какой-либо их дополнительной обработки.
5. Не требует отдельной стадии очистки растворимых соединений ртути, возвращаемых в рассол.
6. Обеспечивает эффективную экстракцию ртути из остатков, получаемых при отстаивании рассола; при фильтровании получается осадок, который может быть легко отделен и подвергнут дальнейшей переработке.
Дата: 2019-07-24, просмотров: 417.