Марка стали 15ХСНД
Назначение:
- Для изготовления специальных фасонных профилей судостроения (полосо-бульбовая несимметричная и симметричная зетовая сталь и др.).
- Для сварных конструкций и аппаратов химической промышленности
- Для изготовления шпуптовых свай корытного профиля 1ЛК-1, ШК-2, зетового ШД-3 и ШД-5 и плоскою П1П-1 и ШП-2
Таблица - Химический состав стали, % (ГОСТ 4543-71)
| Марка стали | С | Si |
|    Сг Сг
|   Ni Ni
|  Сu+ Сu+
| ||||
| 10ХСНД 15ХСНД 15ГФ | <0,12 0.12—0,18 0,12-0.18 | 0.80-1,10 0.40—0.70 0,17-0.37 | 0,50-0.80 0.40—0.70 0.90—1,20 | 0,60-090 0,6-0,9 0,3 | 050-0,8 0,3-0,6 0,3 | 0,4-,-0,65 0,2-0,4 0,3 | ||||
|
|
| |||||||||

 Мn
Мn
Сэ =C+Mn/6+Cr/5+V/5+Mo/4+Ni/15+Cu/13+P/2
Сэ=0,15+0,15/6+1/5+0/5+0/5+0,6/15+1/13+0,035/2=0,15+0,025+0,2+0,04+0,08+0,02=0,51
Сэ>0,45Þсталь плохо сваривается, необходим предварительный подогрев и последующая термическая обработка
Таблица - Механические свойства стали
| Марка стали | Толщина проката,мм |     Gв Gт d % Gв Gт d %
Не менее | |||
| 15ХСНД | 4-32 |   50 35 21 3 3 50 35 21 3 3
|
 Кгс/мм2 -40 -70
Кгс/мм2 -40 -70
Примечание. Угол загиба для всех марок стали в холодном состоянии 180°.
Таблица Прокат стали 15ХСНД
| Марка | Толщина | Механические свойства при растяжении для проката всех категорий поставки | Ударная вязкость KCU (а1), Дж/см2 (кгс·м/см2), для проката категорий, при температуре, °С | Испытание на изгиб в холодном состоянии до параллельности | |||||||||
| стали | проката, мм | Временное | Предел | Относительное | 1 | 2 | 3 | 1 и 2 | 3 | сторон для проката | |||
| сопротивление в, | текучести т, | удлинение 5, % |
| +20 | –20 | категорий | |||||||
| Н/мм2 (кгс/мм2) | Н/мм2 (кгс/мм2) |
| –40 | –60 | –70 | после механического старения | 1 | 2, 3 | |||||
| не менее | |||||||||||||
| 15ХСНД | 8-32 | 490-685 (50-70) | 345 (35) | 21 | 29 (3,0) | 29 (3,0) | 29 (3,0) | 29 (3,0) | 29 (3,0) | d | d | ||

| 33-50 | 470-670 (48-68) | 335 (34) | 19 | - | 29 (3,0) | 29 (3,0) | 29 (3,0) | 29 (3,0) | d | d | ||
Таблица
| |||||||||||||

 Марка стали
Марка стали
Выбор сварочных материалов
Сварочная проволока СВ08ГС
Таблица Механические свойства проволоки
| Диаметр, мм | Временное сопротивление разрыву, Н/кв.мм | Относительное удлинение,%,термически необработанная | ||||
| Термически необработанная | Термически обработанная | Не менее: | ||||
| Группа I | Группа II | Без покрытия | С покрытием | Без покрытия | С покрытием | |
| 0.8 - 1.0 | 690-1270 | 690-1180 | - | - | 15 | 12 |
| 1.0 - 1.2 | 590-1270 | 690-1180 | - | - | 15 | 12 |
| 1.2 - 2.5 | 590-1180 | 690-980 | - | - | 15 | 12 |
| 2.5 - 3.2 | 540-1080 | 640-930 | - | - | 20 | 18 |
| 3.2 - 3.6 | 440-930 | 640-930 | - | - | 20 | 18 |
| 3.6 - 4.5 | 440-930 | 590-880 | 290-490 | 340-540 | 20 | 18 |
| 4.5 - 6.0 | 390-830 | 490-780 | - | - | 20 | 18 |
Таблица[ ] Химический состав , % , сварочной проволоки
| Марка проволоки | Химический состав, %, не более: | |||||||
| Al | Mn | C | Si | Cr | Ni | S | P | |
| СВ08Г2С | 0,01 | 1.80-2.10 | 0.05-0.11 | 0.70-0.95 | 0.20 | 0.25 | 0.025 | 0.03 |
Описание способа сварки
Сварка под флюсом в большинстве случаев используется как автоматический процесс. Полуавтоматическая сварка под флюсом применяется в значительно меньшем объеме, чем автоматическая. Процесс ведется преимущественно в нижнем положении. Объем работ, выполняемых при помощи сварки под флюсом, из года в год увеличивается. Интенсивное развитие автоматической сварки под флюсом обусловлено высокой производительностью этого способа, стабильным качеством сварки, малым расходом электродного металла и электроэнергии и хорошими условиями труда.
При сварке под флюсом производительность процесса по машинному времени повышается в 6—12 раз, что даже при коэффициенте использования сварочной установки 0,5 в 3—6 раз превосходит производительность ручной сварки покрытыми электродами. При сварке на специальных, так называемых форсированных режимах, применяемых при изготовлении труб большого диаметра и широкополых двутавровых балок, производительность повышается в 15—20 раз. За счет повышения коэффициента использования сварочной установки можно добиться значительного дальнейшего роста производительности сварки под флюсом. Повышение производительности при автоматической сварке под флюсом достигается за счет использования больших токов и повышения плотности тока в электроде.
Резкое повышение абсолютной величины тока и плотности тока в электроде без увеличения потерь на угар и разбрызгивание и без ухудшения формировании шва возможно благодаря наличию плотного слоя флюса вокруг зоны сварки; это предотвращает выдувание жидкого металла шва из сварочной ванны и сводит потери на угар и разбрызгивание до 1—3%.
Таблица 11 - Сила и плотность тока в электроде при сварке покрытыми электродами и под флюсом
| Диаметр электродного стержня или проволоки, мм | Сварка покрытыми электродами вручную | Автоматическая сварка под флюсом | ||
| Сила тока, А | Плотность тока, А/мм2 | Сила тока, А | Плотность тока, А/мм2 | |
| 5 4 3 2 | 190-350 125-200 80-130 50-65 | 10-18 10-16 11-18 16-20 | 700-1000 500-800 350-600 200-400 | 35-50 40-63 50-85 63-125 |
Увеличение силы тока позволяет сваривать металл значительной толщины без разделки кромок с одной или двух сторон (производительность сварки для этого случая определяется в основном глубиной проплавления основного металла) и увеличивать количество наплавляем
ого в единицу времени металла. Коэффициент наплавки при сварке под флюсом составляет 14—18 г/А·ч против 8—12 г/А·ч при сварке покрытыми электродами. Повышение силы тока, увеличение глубины провара и коэффициента наплавки позволяют повысить производительность и при сварке многослойных швов. Отсутствие брызг — также серьезное преимущество сварки под флюсом, так как отпадает надобность в трудоемкой операции очистки от них поверхности свариваемых деталей.
При сварке под флюсом обеспечивается высокое и стабильное качество сварки. Это достигается за счет надежной защиты металла шва от воздействия кислорода и азота воздуха, однородности металла шва по химическому составу, улучшения формы шва и сохранения постоянства его размеров. В результате обеспечивается меньшая вероятность образования непроваров, подрезов и других дефектов формирования шва и отсутствие перерывов в процессе сварки, вызванных необходимостью смены электродов. За счет уменьшения доли электродного металла в металле шва в среднем с 70% при сварке покрытыми электродами до 35% при сварке под флюсом и уменьшения потерь на угар, разбрызгивание и огарки снижается расход электродного металла и электроэнергии. Отпадает необходимость в защите глаз и лица рабочего и несколько уменьшается количество выделяемых в процессе сварки вредных газов, что улучшает условия труда. Для приобретения квалификации автосварщика необходимо затратить значительно меньше времени и средств, чем для овладения специальностью сварщика, работающего вручную.
Автоматическую и полуавтоматическую сварку под флюсом применяют в заводских и монтажных условиях для выполнения швов, расположенных в нижнем положении, обычно при толщине металла 2—100 мм. Сваривают стали различного состава, медь, титан, алюминий и сплавы на их основе. Сварку алюминия ведут не под флюсом, а по флюсу. Под флюсом сваривают и горизонтальные швы, расположенные на вертикальной плоскости. В отечественной промышленности этот способ из-за трудности удаления шлаковой корки и удержания флюса не находит практического применения. Сварку под флюсом широко используют и при наплавочных работах. Автоматическую сварку под флюсом ведут сварочной проволокой сплошного сечения диаметром 1—6 мм при силе тока 150—2000А и напряжении дуги 22—55 В, полуавтоматическую — сварочной проволокой диаметром 0,8—2 мм при силе тока 100—500 А и напряжении дуги 22—38 В. В обоих случаях возможно применение активированной и порошковой проволок.
Основным методом автоматической и полуавтоматической сварки под флюсом является сварка одной дугой. С целью повышения производительности труда при сварке многослойных швов одной дугой в разделку вводят металлические наполнители в виде порошка, проволоки, окатышей и других материалов. В некоторых случаях наполнители вводят не только для увеличения производительности, но и для улучшения качества шва. Для повышения коэффициента расплавления электрода можно применять автоматическую и полуавтоматическую сварку под флюсом с увеличенным вылетом электрода. При этом достигается предварительный нагрев электродной проволоки па участке вылета.
Повысить производительность процесса и качество сварного соединения можно путем автоматической сварки под флюсом двумя и более электродами. Различают многоэлектродную и многодуговую сварку. При многоэлектродной сварке все электроды присоединены к одному полюсу источника питания. При многодуговой сварке каждый из электродов подсоединен к отдельному источнику питания и они электрически изолированы друг от друга.
Существуют две разновидности многодуговой сварки: сварка в общую ванну, когда расплавляемый всеми дугами металл образует единую ванну, кристаллизующуюся как одно целое (рисунок 5, а); сварка в раздельные ванны, или, как ее называют, сварка раздвинутыми дугами, в этом случае каждая дуга образует свою ванну и последующая дуга расплавляет уже закристаллизовавшийся слой, сваренный предыдущей дугой (рисунок 5, б). Многоэлектродная сварка ведется только в общую ванну.
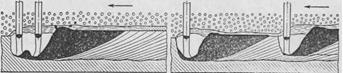
а) б)
Рисунок 5 - Сварка двумя дугами (стрелкой показано направление сварки):
а) - в общую ванну;
б) – в раздельные ванны.
Дата: 2019-05-29, просмотров: 405.