Шапилов М.В
Пенза 2007
Курсовой проект
“Проектирование шарообразного резервуара”
Техническое задание
Спроектировать и рассчитать толщину стенок сварного шарообразного резервуара, предназначенного для хранения жидкости с плотностью g=22,9 кН/м3 под давлением P=1,98 МПа; d=12 м. Резервуар изготавливается из стали 15ХСНД. При расчете коррозией пренебречь. Определить толщины стенок, если все швы сварены на флюсовой подушке односторонней многослойной автоматической сваркой под флюсом. Выполнить проверочный расчет сварных соединений. Показать конструкцию стыков с размерами. Дать условное обозначение сварных швов.
Аннотация
Данная курсовая работа содержит листов, рисунков, таблиц.
Целью данной работы является проектирование шарообразного резервуара, выполнение проектировочных и проверочных расчётов сварных соединений, расчёт необходимой толщины стенок резервуара, объёма и площади поверхности сферы, длины сварочных швов, расчёт прочности сварных швов.
На основе проведенных расчётов даётся оценка о работоспособности конструкции резервуара.
Содержание
Техническое задание
Аннотация
Введение
1 Общая характеристика сферического резервуара
2 Технология сборки и сварки сферического резервуара
3 Выбор и характеристики сварочного материала
4 Описание способа сварки
5 Характеристика стыковых многослойных швов
6 Расчет толщины стенки резервуара
7 Расчет объема и площади поверхности сферы
8 Расчет длины кольцевых и меридианных швов
9 Проверочный расчет кольцевых и меридианных швов
10 Конструкция стыка с размерами
11 Определение параметров режима сварки
12 Условное обозначение сварных швов
13.Дифекты образующиеся при сварке
Заключение
Список использованных источников
Введение
Как всем известно, из всех геометрических фигур соотношение площади поверхности к внутреннему объёму у сферы наименьшее. Следовательно, вес шарообразных резервуаров несколько ниже, чем у резервуаров другой формы, так что их применение с экономической точки зрения является эффективным, так как на их сборку расходуется меньшее количество металла, но с другой стороны их изготовление несколько сложнее. Вместо среднеуглеродистых сталей при изготовлении сварных конструкций в машиностроении целесообразно использовать легированные стали, что обеспечивает снижение массы конструкций и позволяет повысить надежность сварных деталей и изделий. Легированные конструкционные стали отличаются повышенной прочностью при комнатной температуре, отсутствием склонности к старению, их можно применять при повышенных (до 500 °С) температурах. Обычно сферические резервуары используют в химической промышленности для хранения жидкостей и газов (в том числе сжиженных).
Сварка – это процесс неразъёмного соединения посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Существует огромное количество видов сварки, приведем некоторые классификации. По физическим признакам сварка делится на следующие виды по классам:
Таблица 1 - Классификация сварки по физическим признакам
| Класс сварки | Вид сварки |
| Термический | Дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная. |
| Термомеханический | Контактная, диффузионная, индукционнопрессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная. |
| Механический | Холодная, взрывом, ультразвуковая, трением, магнитоимпульсная. |
По техническим признакам сварка делится на следующие виды:
Таблица 2 - Классификация сварки по техническим признакам
| Виды сварки | ||||||||||||
| По способу защиты металла в зоне сварки | По непрерывности процесса | По степени механизации процессов сварки | ||||||||||
| В воздухе | В вакууме | В защитном газе | Под флюсом | По флюсу | В пене | С комбинированой защитой | Прерывные | непрерывные | Ручные | Механизированые | Автоматизированные | Автоматические |
В данной работе учтем, что сварные швы выполнены на флюсовой подушке односторонней многослойной автоматической сваркой под флюсом.
Выбор сварочных материалов
Сварочная проволока СВ08ГС
Таблица Механические свойства проволоки
| Диаметр, мм | Временное сопротивление разрыву, Н/кв.мм | Относительное удлинение,%,термически необработанная | ||||
| Термически необработанная | Термически обработанная | Не менее: | ||||
| Группа I | Группа II | Без покрытия | С покрытием | Без покрытия | С покрытием | |
| 0.8 - 1.0 | 690-1270 | 690-1180 | - | - | 15 | 12 |
| 1.0 - 1.2 | 590-1270 | 690-1180 | - | - | 15 | 12 |
| 1.2 - 2.5 | 590-1180 | 690-980 | - | - | 15 | 12 |
| 2.5 - 3.2 | 540-1080 | 640-930 | - | - | 20 | 18 |
| 3.2 - 3.6 | 440-930 | 640-930 | - | - | 20 | 18 |
| 3.6 - 4.5 | 440-930 | 590-880 | 290-490 | 340-540 | 20 | 18 |
| 4.5 - 6.0 | 390-830 | 490-780 | - | - | 20 | 18 |
Таблица[ ] Химический состав , % , сварочной проволоки
| Марка проволоки | Химический состав, %, не более: | |||||||
| Al | Mn | C | Si | Cr | Ni | S | P | |
| СВ08Г2С | 0,01 | 1.80-2.10 | 0.05-0.11 | 0.70-0.95 | 0.20 | 0.25 | 0.025 | 0.03 |
Описание способа сварки
Сварка под флюсом в большинстве случаев используется как автоматический процесс. Полуавтоматическая сварка под флюсом применяется в значительно меньшем объеме, чем автоматическая. Процесс ведется преимущественно в нижнем положении. Объем работ, выполняемых при помощи сварки под флюсом, из года в год увеличивается. Интенсивное развитие автоматической сварки под флюсом обусловлено высокой производительностью этого способа, стабильным качеством сварки, малым расходом электродного металла и электроэнергии и хорошими условиями труда.
При сварке под флюсом производительность процесса по машинному времени повышается в 6—12 раз, что даже при коэффициенте использования сварочной установки 0,5 в 3—6 раз превосходит производительность ручной сварки покрытыми электродами. При сварке на специальных, так называемых форсированных режимах, применяемых при изготовлении труб большого диаметра и широкополых двутавровых балок, производительность повышается в 15—20 раз. За счет повышения коэффициента использования сварочной установки можно добиться значительного дальнейшего роста производительности сварки под флюсом. Повышение производительности при автоматической сварке под флюсом достигается за счет использования больших токов и повышения плотности тока в электроде.
Резкое повышение абсолютной величины тока и плотности тока в электроде без увеличения потерь на угар и разбрызгивание и без ухудшения формировании шва возможно благодаря наличию плотного слоя флюса вокруг зоны сварки; это предотвращает выдувание жидкого металла шва из сварочной ванны и сводит потери на угар и разбрызгивание до 1—3%.
Таблица 11 - Сила и плотность тока в электроде при сварке покрытыми электродами и под флюсом
| Диаметр электродного стержня или проволоки, мм | Сварка покрытыми электродами вручную | Автоматическая сварка под флюсом | ||
| Сила тока, А | Плотность тока, А/мм2 | Сила тока, А | Плотность тока, А/мм2 | |
| 5 4 3 2 | 190-350 125-200 80-130 50-65 | 10-18 10-16 11-18 16-20 | 700-1000 500-800 350-600 200-400 | 35-50 40-63 50-85 63-125 |
Увеличение силы тока позволяет сваривать металл значительной толщины без разделки кромок с одной или двух сторон (производительность сварки для этого случая определяется в основном глубиной проплавления основного металла) и увеличивать количество наплавляем
ого в единицу времени металла. Коэффициент наплавки при сварке под флюсом составляет 14—18 г/А·ч против 8—12 г/А·ч при сварке покрытыми электродами. Повышение силы тока, увеличение глубины провара и коэффициента наплавки позволяют повысить производительность и при сварке многослойных швов. Отсутствие брызг — также серьезное преимущество сварки под флюсом, так как отпадает надобность в трудоемкой операции очистки от них поверхности свариваемых деталей.
При сварке под флюсом обеспечивается высокое и стабильное качество сварки. Это достигается за счет надежной защиты металла шва от воздействия кислорода и азота воздуха, однородности металла шва по химическому составу, улучшения формы шва и сохранения постоянства его размеров. В результате обеспечивается меньшая вероятность образования непроваров, подрезов и других дефектов формирования шва и отсутствие перерывов в процессе сварки, вызванных необходимостью смены электродов. За счет уменьшения доли электродного металла в металле шва в среднем с 70% при сварке покрытыми электродами до 35% при сварке под флюсом и уменьшения потерь на угар, разбрызгивание и огарки снижается расход электродного металла и электроэнергии. Отпадает необходимость в защите глаз и лица рабочего и несколько уменьшается количество выделяемых в процессе сварки вредных газов, что улучшает условия труда. Для приобретения квалификации автосварщика необходимо затратить значительно меньше времени и средств, чем для овладения специальностью сварщика, работающего вручную.
Автоматическую и полуавтоматическую сварку под флюсом применяют в заводских и монтажных условиях для выполнения швов, расположенных в нижнем положении, обычно при толщине металла 2—100 мм. Сваривают стали различного состава, медь, титан, алюминий и сплавы на их основе. Сварку алюминия ведут не под флюсом, а по флюсу. Под флюсом сваривают и горизонтальные швы, расположенные на вертикальной плоскости. В отечественной промышленности этот способ из-за трудности удаления шлаковой корки и удержания флюса не находит практического применения. Сварку под флюсом широко используют и при наплавочных работах. Автоматическую сварку под флюсом ведут сварочной проволокой сплошного сечения диаметром 1—6 мм при силе тока 150—2000А и напряжении дуги 22—55 В, полуавтоматическую — сварочной проволокой диаметром 0,8—2 мм при силе тока 100—500 А и напряжении дуги 22—38 В. В обоих случаях возможно применение активированной и порошковой проволок.
Основным методом автоматической и полуавтоматической сварки под флюсом является сварка одной дугой. С целью повышения производительности труда при сварке многослойных швов одной дугой в разделку вводят металлические наполнители в виде порошка, проволоки, окатышей и других материалов. В некоторых случаях наполнители вводят не только для увеличения производительности, но и для улучшения качества шва. Для повышения коэффициента расплавления электрода можно применять автоматическую и полуавтоматическую сварку под флюсом с увеличенным вылетом электрода. При этом достигается предварительный нагрев электродной проволоки па участке вылета.
Повысить производительность процесса и качество сварного соединения можно путем автоматической сварки под флюсом двумя и более электродами. Различают многоэлектродную и многодуговую сварку. При многоэлектродной сварке все электроды присоединены к одному полюсу источника питания. При многодуговой сварке каждый из электродов подсоединен к отдельному источнику питания и они электрически изолированы друг от друга.
Существуют две разновидности многодуговой сварки: сварка в общую ванну, когда расплавляемый всеми дугами металл образует единую ванну, кристаллизующуюся как одно целое (рисунок 5, а); сварка в раздельные ванны, или, как ее называют, сварка раздвинутыми дугами, в этом случае каждая дуга образует свою ванну и последующая дуга расплавляет уже закристаллизовавшийся слой, сваренный предыдущей дугой (рисунок 5, б). Многоэлектродная сварка ведется только в общую ванну.
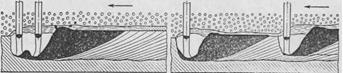
а) б)
Рисунок 5 - Сварка двумя дугами (стрелкой показано направление сварки):
а) - в общую ванну;
б) – в раздельные ванны.
Заключение
В данной курсовой работе мной был спроектирован шарообразный резервуар предназначенный для хранения жидкости. Произведен выбор типа раскроя оболочки, типа и размеров проката, сварочной проволоки, флюса, формы разделки кромок и были определены параметры режима сварки. Из расчетов углеродного эквивалента следует, что сталь нужно сваривать только с предварительной термообработкой, подогревом в процессе сварки и последующей термообработкой. Показаны конструкции стыков с размерами и условные обозначения сварных швов. Были проведены расчеты по допустимым напряжениям и по предельным состояниям. Были рассчитаны толщина стенки шарообразного резервуара, объём сферы и площадь поверхности, длины меридианного и кольцевого швов. По проверочным расчетам кольцевого и меридианного швов был сделан вывод о работоспособности конструкции
Шапилов М.В
Пенза 2007
Курсовой проект
“Проектирование шарообразного резервуара”
Техническое задание
Спроектировать и рассчитать толщину стенок сварного шарообразного резервуара, предназначенного для хранения жидкости с плотностью g=22,9 кН/м3 под давлением P=1,98 МПа; d=12 м. Резервуар изготавливается из стали 15ХСНД. При расчете коррозией пренебречь. Определить толщины стенок, если все швы сварены на флюсовой подушке односторонней многослойной автоматической сваркой под флюсом. Выполнить проверочный расчет сварных соединений. Показать конструкцию стыков с размерами. Дать условное обозначение сварных швов.
Аннотация
Данная курсовая работа содержит листов, рисунков, таблиц.
Целью данной работы является проектирование шарообразного резервуара, выполнение проектировочных и проверочных расчётов сварных соединений, расчёт необходимой толщины стенок резервуара, объёма и площади поверхности сферы, длины сварочных швов, расчёт прочности сварных швов.
На основе проведенных расчётов даётся оценка о работоспособности конструкции резервуара.
Содержание
Техническое задание
Аннотация
Введение
1 Общая характеристика сферического резервуара
2 Технология сборки и сварки сферического резервуара
3 Выбор и характеристики сварочного материала
4 Описание способа сварки
5 Характеристика стыковых многослойных швов
6 Расчет толщины стенки резервуара
7 Расчет объема и площади поверхности сферы
8 Расчет длины кольцевых и меридианных швов
9 Проверочный расчет кольцевых и меридианных швов
10 Конструкция стыка с размерами
11 Определение параметров режима сварки
12 Условное обозначение сварных швов
13.Дифекты образующиеся при сварке
Заключение
Список использованных источников
Введение
Как всем известно, из всех геометрических фигур соотношение площади поверхности к внутреннему объёму у сферы наименьшее. Следовательно, вес шарообразных резервуаров несколько ниже, чем у резервуаров другой формы, так что их применение с экономической точки зрения является эффективным, так как на их сборку расходуется меньшее количество металла, но с другой стороны их изготовление несколько сложнее. Вместо среднеуглеродистых сталей при изготовлении сварных конструкций в машиностроении целесообразно использовать легированные стали, что обеспечивает снижение массы конструкций и позволяет повысить надежность сварных деталей и изделий. Легированные конструкционные стали отличаются повышенной прочностью при комнатной температуре, отсутствием склонности к старению, их можно применять при повышенных (до 500 °С) температурах. Обычно сферические резервуары используют в химической промышленности для хранения жидкостей и газов (в том числе сжиженных).
Сварка – это процесс неразъёмного соединения посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Существует огромное количество видов сварки, приведем некоторые классификации. По физическим признакам сварка делится на следующие виды по классам:
Таблица 1 - Классификация сварки по физическим признакам
| Класс сварки | Вид сварки |
| Термический | Дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная. |
| Термомеханический | Контактная, диффузионная, индукционнопрессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная. |
| Механический | Холодная, взрывом, ультразвуковая, трением, магнитоимпульсная. |
По техническим признакам сварка делится на следующие виды:
Таблица 2 - Классификация сварки по техническим признакам
| Виды сварки | ||||||||||||
| По способу защиты металла в зоне сварки | По непрерывности процесса | По степени механизации процессов сварки | ||||||||||
| В воздухе | В вакууме | В защитном газе | Под флюсом | По флюсу | В пене | С комбинированой защитой | Прерывные | непрерывные | Ручные | Механизированые | Автоматизированные | Автоматические |
В данной работе учтем, что сварные швы выполнены на флюсовой подушке односторонней многослойной автоматической сваркой под флюсом.
Общая характеристика сферического резервуара
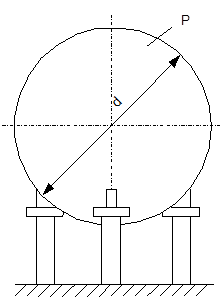
В целях экономного использования металла в различных отраслях химической промышленности строят резервуары в виде сфер различных диаметров. Сферические резервуары применяют для хранения сжиженных газов или газов под давлением 2—6 атм (рисунок 1). У нас часто применяются сферические резервуары объемом 600 и 2000 м3, однако экономически целесообразнее использовать более крупные. За рубежом такие конструкции достигают 30000 м3 и более.
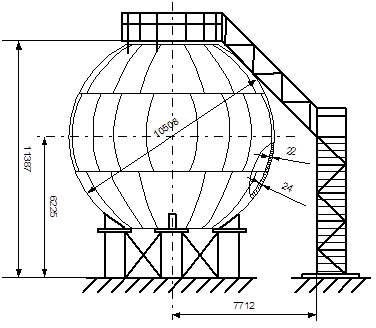
Рисунок 1 – Пример конструкции сферического резервуара
В сферических резервуарах лепестки соединяются встык, их толщина обычно составляет 10-30 мм и, как правило, не превышает 40 мм. Это ограничение толщины диктуется отсутствием термообработки конструкции после сварки.
Напряжения в стенке сферического резервуара определяют по формуле:

где  - радиус сферы;
- радиус сферы;
 - толщина стенок.
- толщина стенок.
Напряжение в сферическом резервуаре в 2 раза меньше, нежели в цилиндрическом, при одинаковых радиусах и толщинах стенок. Поэтому вес сферических резервуаров меньше цилиндрических, но изготовление сложнее. За рубежом сферическими выполняют конструкции атомных реакторов.
Дата: 2019-05-29, просмотров: 498.