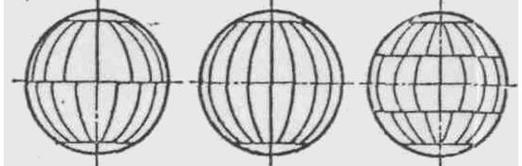
В нашей стране сооружают сферические резервуары вместимостью 600 и 2000 м3 на внутреннее давление до 18 кгс/см2. Тип раскроя оболочек приведен в таблице 4. Сферическую поверхность листовым заготовкам при толщине до 36 мм придают горячей штамповкой (типы раскроя а и в), при толщине до 28 мм — вальцовкой на специальных гибочных вальцах со сферическими валками (раскрой б). В последнем случае плоскую заготовку предварительно сваривают из листов, вырезают газовой резкой по копиру и затем вальцуют.
При раскрое типа а укрупнение блоков и их сварку под флюсом выполняют на шарнирно-качающихся стендах. Блоки собирают в полусферу на стенде (рисунок 2), подварку швов под последующую автоматическую сварку осуществляют вручную. После завершения сборки нижнюю полусферу кантуют и устанавливают на временную опору. На этом же стенде собирают верхнюю полусферу, затем поднимают ее и монтируют на нижнюю. Сборка заканчивается ручной подваркой замыкающего шва.
При раскрое типа б лепестки также предварительно укрупняют в блоки, причем для сферы вместимостью 2000 м3 каждый меридиональный лепесток собирают из двух заводских элементов (большого и малого). Для этого типа раскроя получил применение «вертикальный» способ сборки сферы. На временной опоре 1 (рисунок 3) устанавливают нижнее днище 2, к нему крепят трубчатую монтажную стойку 3 с верхним днищем 4 и монтажной люлькой 5.
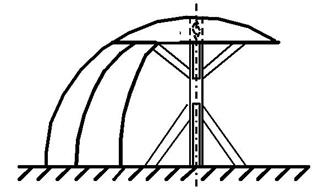
Рисунок 2 - Схема сборки полусферы на стенде
Таблица 3 - Типы раскроя оболочек
| Вместимость, м3 | Диаметр сферы, м |
а) б) в) Число элементов | ||
| 600 | 10,5 | 28 | 20 | - |
| 2000 | 16 | - | 54 | - |
Блоки 6 с распорками жесткости 7 поднимают в вертикальное положение и крепят с помощью сборочных планок и клиньев к днищам и друг к другу, а также временными прихватками к опорам 8, устанавливаемым на фундаменте. Затем блоки соединяют пр ихваточным швом, а перед установкой последнего блока удаляют трубы жесткости, монтажную стойку и люльку.
Сварку сферических резервуаров вместимостью 600—2000 м3 выполняют автоматом под флюсом с двух или одной стороны при вращении сферы на специальном манипуляторе, домкратное устройство которого приподнимает сферу над опорами после удаления временных прихваток. При толщине элементов 16 мм разделку кромок не осуществляют. При толщине 25 мм используют V-образную разделку, при толщине 34 мм — Х-образную. Последовательность выполнения швов следующая. Сначала выполняют меридиональные швы со стороны разделки кромок в несколько слоев. С другой (внутренней) стороны подварку корня шва производят без вырубки его за счет глубокого проплавления. Затем сваривают широтные и полюсные соединения.
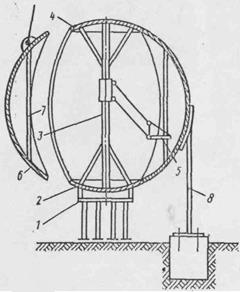
Рисунок 3 - Схема сборки сферического резервуара
При выполнении сборочных и сварочных работ над резервуаром целесообразно устраивать общее светопрозрачное пленочное покрытие. В этом случае условия работы лучше, чем под открытым небом, и облегчается сварка в среде защитного газа. За рубежом при сооружении резервуаров больших размеров монтаж осуществляют методом укрупнительной сборки лепестков заводского изготовления в блоки на монтажной площадке и их автоматической сварки под слоем флюса или в среде защитного газа, В проектное положение блоки монтируют последовательным наращиванием, швы между блоками выполняют в основном ручной сваркой покрытыми электродами или автоматами для сварки во всех пространственных положениях проволокой диаметром 1—1,2 мм в смеси аргон — углекислый газ со свободным формированием шва. Очередность установки блоков при монтаже сферы определяется расположением опор. При раскрое типа в монтаж можно начинать с экваториального пояса. К укрупненным блокам лепестков этого пояса приваривают опорные стойки и, устанавливая их на фундамент, монтируют весь экваториальный пояс. Затем на временный постамент укладывают нижнее днище и монтируют блоки нижнего пояса. После установки временной стойки монтируют верхнее днище и верхний пояс.
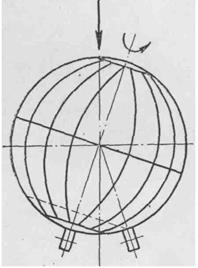
Рисунок 4 - Положение сферического резервуара при сварке полюсного шва
Положение резервуара на кантователе при сварке полюсного шва показано на рисунке 4. Одна из приводных станций манипулятора выключается, другая работает со скоростью 34 м/ч. При этом скорость сварки полюсного шва составляет около 17 м/ч.
Дата: 2019-05-29, просмотров: 415.