Материал - Сталь 40Х ГОСТ 4543-71.
Оборудование - КГШП с выталкивателем.
Нагрев заготовок - индукционный.
Масса детали -0,81 кг.
Заготовку проектируем по ГОСТ 7505-89.
Группа стали, сложность поковки и масса - М2
По [2, П.1] принимаем степень точности Т2.
Степень сложности определяем в следующей последовательности:

-минимальная масса простой фигуры, в которую вписывается деталь.
 -ориентировочная масса заготовки
-ориентировочная масса заготовки
 -коэффициэнт учитывающий форму и вид детали [2,ст31,п.2.3,тб20]
-коэффициэнт учитывающий форму и вид детали [2,ст31,п.2.3,тб20]

Коэффициэнт сложности= 
Учитывая коэффициэнт сложности принимаем степень сложности С2 [2,ст30]
Исходный индекс - 7.
Конфигурация поверхности разъёма штампа - плоская.
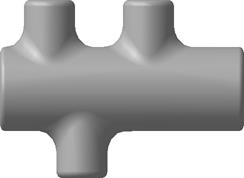
Заготовку выполняем в виде вала с тремя цилиндрическими бобышками, оси бобышек перпендикулярены <<валу>>. Две с одной стороны одна с другой стороны. Назначаем в местах сопряжения бобышек с <<валом>> радиусы скругления 10 мм с целью облегчения заполнения штампа металлом и уменьшения напряжения в металле. В качестве баз выбираем осевую линию <<вала>> и его торец (ближайший к бобышке).
Находим основные припуски на размеры поковки.
Находим основные припуски на размеры поковки по [2,ст10,тб13]:
2´1,0-длина 140 мм с чистотой поверхн. Rа12,5;
2´0,9- длина 40 мм с чистотой поверхн. 12,5;
Находим дополнительные припуски.
Смещение по поверхности разъёма штампов - Т = 0,1 мм [2.ст14,тб4].
Допуск величины смещения поверхности разъёма: Т = 0,3 мм [2,ст20,тб9].
Радиусы закруглений:
При глубине полости ручья до 25мм -2мм.
В местах сопряжения диаметров 38мм и 30мм принимаем -10мм.
Величина остаточного заусенца = 0,4мм,
Допуски на радиусы:
R2 
R5 
Рассчитываем размеры поковки, округляя их до 0,1 мм, и назначаем допуски.
140+2×(1,0+0,1+0,3) = 142,8; принимаем 
40+2(0,9+0,1+0,3) = 42,6; принимаем 
Штамповочные уклоны -5 град.
Допуски на штамповочные уклоны -0,25 от номинальной величины.
Массу поковки определяем объёмным прочерчиванием:
 кг
кг
Выбор варианта производства заготовок
Выбор варианта производства заготовок производим по технологической себестоимости заготовок:
 , руб
, руб
где - масса заготовки штамповки при открытой штамповке, кг;
GД - масса детали, кг;
КИМ - коэффициент использования материала с учётом заусенца при открытой штамповке;
КИМ1 - коэффициент использования материала без учёта заусенца при закрытой штамповке;
СЗАГ - удельная стоимость материала заготовки, руб/кг;
СС - средняя по машиностроению стоимость срезания одного килограмма стружки при механической обработке, руб/кг.
СЗАГ = 315 руб/кг в ценах 1991 г. [2], СЗАГ = 10,5 руб/кг, отсюда коэффициэнт инфляции равен 33,(333)
В ценах 1991 г средняя по машиностроению стоимость срезания одного килограмма стружки при механической обработке составляет 0,495 руб/кг, с учётом инфляции получаем:
СС = 14,5 руб/кг
При открытой штамповке:
 руб/шт
руб/шт
При закрытой штамповке:
руб/шт
Экономический эффект:
Эт=(39,96-34,06)×9600 = 56640 руб/год
В качестве заготовки выбираем штампованную поковку, получаемую в закрытых штампах на КГШП.
Выбор баз
005. Токарная с ЧПУ
Базирование осуществляется по двум цилиндрической поверхности в самоцентрирующемся двухкулачковом патроне, на кулачки установлены призмы, и по плоскости торца в упор.
Так как размер 141,4  (143,06 -с учётом штамповочных уклонов) получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
(143,06 -с учётом штамповочных уклонов) получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
Погрешность базирования для остальных размеров – εб = ±0.5, что не превышает допуск на эти размеры.
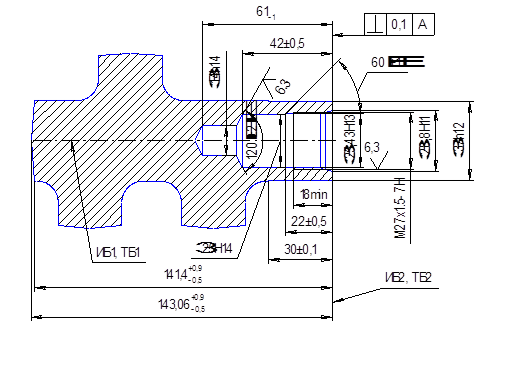
Рис.1. Токарная с ЧПУ
Базирование осуществляется при помощи трёхкулачкового самоцентрирующего патрона
Так как размер 140,4±0,5 получается при настройке станка, то погрешность базирования в данном случае равна нулю – εб = 0.
Погрешность базирования для остальных размеров – εб = ±0.5, что не превышает допуск на эти размеры.
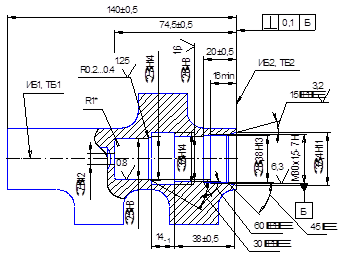
Рис.2 Фрезерно-сверлильная
Базирование корпуса осуществляется по цилиндрической и конической поверхностям в трёх кулачковом патроне и вращающемся центре для обработки полых деталей.
Погрешность базирования для размеров измеряемых вдоль осей обрабатываемых отверстий – εб =0.
Погрешность базирования для размеров определяющих расположение осей отверстий относительно торца корпуса – εб = ±0.5, что не превышает допуск на эти размеры.
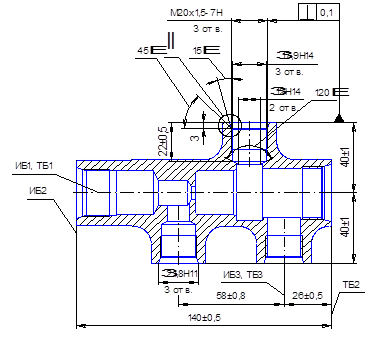
Рис.3
Дата: 2019-05-29, просмотров: 448.