Заготовкой является непрерывно литой сляб толщиной 150…170 мм, шириной 1050…1550 мм и длиной 3600…4100 мм.
Технология производства состоит из следующих операций:
1. выплавка полупродукта в дуговой сталеплавильной печи ДСП-100;
2. аргонно-кислородное рафинирование полупродукта;
3. доводка и легирование металла в агрегате «ковш-печь»;
4. разливка стали на машине непрерывного литья заготовок.
Выплавка полупродукта производится в дуговой сталеплавильной печи.
Электропечь ДСП-100 (рисунок 2) располагается на рабочей площадке. Рядом с ней размещён печной трансформатор мощностью 80 МВА. Со стороны рабочего окна электропечь обслуживается мульдозавалочной машиной.
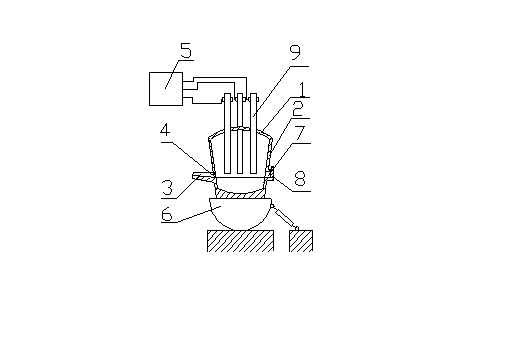
Рисунок 2. Схема дуговой электропечи: 1 – свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие; 5 – печной трансформатор; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды
Загрузка в печь металлического лома производится из двух завалочных корзин, перемещающихся из шихтового пролёта посредством самоходных тележек – скраповозов, к дуговой электропечи. Затем с помощью кранов поднимается и загружается в печь.
Заливка в печь жидкого чугуна, доставляемого из доменного цеха, осуществляется краном, оснащённым траверсой для подъёма и транспортировки чугуновозных ковшей.
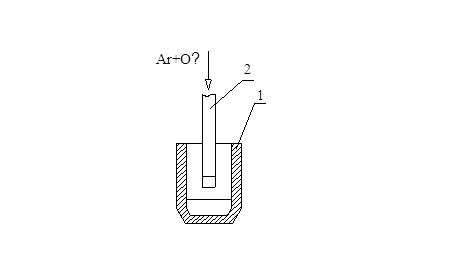
Рисунок 3. Агрегат кислородного рафинирования стали: 1 – конвертор; 2 – фурма для подачи кислорода
Выпуск металла производится в ковш, установленный на самоходном сталевозе, перемещаемом по рельсовому пути в пролёт аргонно-кислородного рафинирования (АКР). Шлаковая чаша из-под печи с помощью шлаковоза также вывозится в пролёт АКР.
Для аргонно-кислородного рафинирования применяем агрегат аргонно-кислородного рафинирования.
Агрегат АКР (рисунок 3) представляет собой конвертор рабочим объёмом 115 т, оснащённый помимо верхней продувочной фурмы пятью придонными фурмами, через которые металл продувается во время плавки смесью кислорода и аргона.
Полупродукт из печного пролёта доставляется в пролёт АКР в глуходонном переливном ковше и с помощью крана заливается в агрегат.
В процесс аргонокислородного рафинирования в агрегате АКР включает периоды обезуглероживании, раскисления и десульфурации. В качестве энергоносителей используются газообразный кислород и природный газ. В качестве инертного газа используется аргон.
На первой, второй и третьей ступенях обезуглероживания используют верхнюю кислородную фурму. По окончании окислительной продувки для раскисления металла и шлака вводят раскислители (алюминий, известь, шпат). Готовая сталь разливается на МНЛЗ.
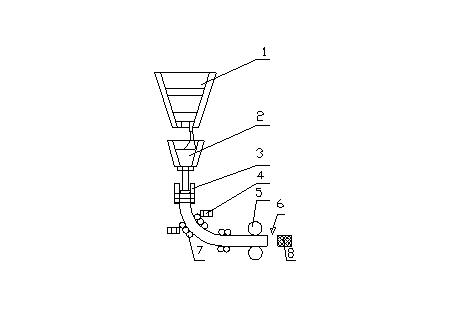
Рисунок 4. Схема машины непрерывного литья заготовок: 1 – сталеразливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – зона вторичного охлаждения; 5 – тянущие валки; 6 – газокислородная горелка; 7 – поддерживающие ролики; 8 – заготовка
Сущность работы машины непрерывного литья заготовок (рис. 4) заключается в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна – кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной. Далее слиток движется через зону вторичного охлаждения, после чего его разрезают на мерные длины. Разливку ведут до израсходования металла в сталеразливочном ковше или же разливают без перерыва металл из нескольких ковшей (разливка методом «плавка на плавку»).
Подаваемый на разливку металл должен быть обработан на установке доводки металла.
По окончании обработки на АКП сталеразливочный ковш устанавливают на подъемно-поворотный стенд МНЛЗ в резервной позиции, подсоединяют гидроцилиндр шиберного затвора.
Поворотом стенда устанавливают сталеразливочный ковш 1 в рабочую позицию. Осуществляют установку защитной трубы с устройством для подачи аргона. Перед установкой защитной трубы на устройство проверяется его состояние.
После установки защитной трубы и прижима ее к коллектору в технологическое отверстие трубы или в металлический коллектор трубы подается аргон с расходом 20…25 м3/ч (80…100% от показания ротаметра) при давлении 0,2…0,4 МПа. Установка защитной трубы осуществляется после установки и центрирования промежуточного ковша 2 над кристаллизатором 3.
Устанавливают на промковш погружной стакан, уплотненный в зазоре с аргонным кольцом асбестовым пухом.
Открывают шиберный затвор, в стык защитной трубы с коллектором одновременно подают аргон. При достижении в промковше 1/4 рабочего уровня металла, соответствующего двум кирпичам кладки на ребро (около 260 мм), закрывают зеркало металла шлакообразующей смесью.
Время между последним измерением температуры на АКП и открытием шиберного затвора должно составлять не более 30 мин, от момента поднятия горелок разогрева до поступления металла в промковш – не более 5 минут. Допускается производить установку погружного стакана в процессе наполнения промежуточного ковша.
Открытие шиберного затвора сталеразливочного ковша считается началом разливки.
После наполнения промковша металлом на одну треть высоты (300…400 мм) открывают стопор промежуточного ковша и подают металл в кристаллизатор.
После запуска МНЛЗ промковш устанавливают до уровня погружения нижнего торна стакана в металл на 150…160 мм. Уровень шлака в кристаллизаторе должен быть 30…40 мм.
Уровень металла в промковше доводится до рабочего (950 мм от дна ковша с учетом шлакового слоя или 8 кирпичей).
В процессе разливки производят измерения температуры металла в промковше: после отливки 3 метров слитка, после отливки 10 метров и в последующем через 15 метров до конца разливки.
Отбор двух проб на химический анализ производится на 30…35 метре разливки.
Слиток по рольгангу поступает на газорезку 6, где во время движения происходит порезка слитка на заданные мерные слябы (3600…4100 мм).
После обрезки мерного сляба рольганг за ножницами переключается на транспортную скорость, передает сляб на транспортные рольганги и по ним сляб транспортируется к месту маркировки.
Дата: 2019-05-29, просмотров: 326.