Технология изготовления акустоэлектронных устройств на ПАВ сводится к формированию заданной конфигурации металлических электродов и контактных шин. При этом к качеству структур предъявляются жесткие требования. Не допускаются обрывы электродов, наиболее опасные в области центрального лепестка встречно-штыревой структуры. Не допускаются замыкания электродов в зоне их взаимного перекрытия, вне этой зоны возможно наличие не более трех – пяти дефектов типа «островок», замыкающих три-пять электродов преобразователя.
Также не допускаются сквозные царапины или поры на электродах или контактных площадках, обнажающих подложку, а также несквозные царапины или поры, уменьшающие сечение электродов либо контактных площадок более чем на 50%. Не допустимо наличие инородных частиц, соединяющих любые два пленочных элемента структуры и неудаляющихся при помощи обдува очищенным газом, а также наличие между электродами отдельных металлизированных участков в виде точек, имеющих диаметр более 50% зазора между электродами.
Допуски на размеры контактных шин и площадок, а также на расстояние между отдельными преобразователями составляют 5-10 мкм, т. е. сравнимы с допусками на размеры элементов тонкопленочных ИМС. Несоосность расположения втречно-штыревых структур относительно базовой кромки звукопровода или относительно друг друга допускается в пределах ±(5-20)′.
Допуски на размеры электродов ВШП почти на порядок жестче допусков на не размеры элементов тонкопленочных ИМС. Для получения затухания боковых лепестков АЧХ метки до αб=(50-60) дБ заданную ширину электродов необходимо выдерживать с точностью не хуже ±(0,5-0,8) мкм, а длину электродов и их шаг – соответственно не хуже ±(0,5-1,2) и ±(0,2-0,5) мкм.
Для формирования встречно-штыревых структур, отвечающих перечисленным требованиям, можно использовать те же методы, что и для получения заданной конфигурации элементов ИМС по планарной технологии: фотолитографию (с зазором, контактную, проекционную); голографию; лучевую обработку (пучком ионов, лучом лазера, рентгеновским лучом, растровую и проекционную обработку электронным пучком) и т. д.
В настоящее время наиболее перспективным методом для изготовления элементов нанометрового размера является наноимпринтлитография (НИЛ) с пошаговой штамповкой в жидкий мономер с последующим его отверждением УФ-излучением [18]. Выбор данного процесса изготовления встречно-штыревых структур во многом объясняется минимальными размерами ширины электродов ВШП (λ/4≈937 нм), а также необходимость точного соблюдения межэлектродного расстояния (в приемо-передающем ВШП оно достигает до 3/16λ≈703нм). Кроме того, стоимость установки для НИЛ сравнима со стоимостью систем для контактной фотолитографии.
НИЛ-процесс проводится с использованием твердых (на основе пластин кварца) обычно одноуровневых наноштампов с площадью штамповки (10х10 мм, 15х15 мм, 26х32 мм и 26х33 мм), перемещаемых по поверхности пластин диаметром до 300 мм, на которых негативный по отношению к получаемому на рабочей пластине топологический рисунок с размерами элементов до 20 нм формируется на одном уровне по высоте в слоях кварца или пленках двуокиси кремния толщиной от 100 до 200 нм.
Общий вид наноштампа представлен на рисунке 2.11. Наноштампы обычно изготавливаются из кварцевой фотошаблонной заготовки размером 152х152х6,35 мм. По базовому варианту на нее осаждается слой хрома толщиной 15 нм, на который наносится пленка высокоразрешающего позитивного электронного резиста, например, ZEP 520A, толщиной 80-100 нм. Пленка электронорезиста экспонируется на самом высокоразрешающем оборудовании (например, Leica UHR) высокоэнергетическим (100 кэВ) электронным пучком диаметром несколько нанометров.
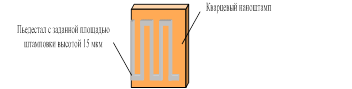
Рисунок 2.11 – Общий вид наноштампа
После жидкостного проявления и плазменной зачистки топологического рисунка и меток совмещения в электронорезисте проводится травление пленки хрома и удаление остатков электронорезистивной маски. Хром служит маской для реактивного ионного травления кварца в газоразрядной плазме на основе хладона-23 (CHF3) на глубину 100-200 нм. Затем слой хрома удаляется в жидкостном травителе с поверхности кварца, и на ней путем травления в растворе плавиковой кислоты через маску формируется пьедестал с заданной площадью и высотой 15 мкм. Площадь пьедестала определяет площадь штамповки. Из одной фотошаблонной заготовки с помощью резки и обработки можно получить 4 наноштампа размером 65х65 мм.
Наноштамп размером 26×32 мм содержит 3 вида меток. в каждом из которых по 20 отражателей, расположенных на различных расстояниях от приемо-передающего ВШП. Массивы из 20 отражателей не перекрываются, последний отражатель в предыдущей метке всегда ближе на одно временное положение, чем первый отражатель в последующей метке. Общее число временных положений, в которых могут находиться отражатели, равно 100.
Перед штамповкой поверхность наноштампов обрабатывается раствором или аэрозолью аморфных фторполимеров или в разряде фторуглеродов с целью создания на их поверхности сверхтонкой (мономолекулярной) пленки для лучшего отделения наноштампа от материала после штамповки.
На начальном этапе поверхность пластины, как гладкая, так и с ранее созданным топологическим рельефом, предварительно покрывается с помощью центрифуги органическим передаточным слоем, который одновременно выполняет адгезионную и планаризирующую функции. Толщина слоя варьируется в зависимости от высоты рельефа на пластине от 1 до 700 нм. В качестве передаточного слоя могут использоваться слои полиимида, органических фоторезистов и антиотражающих покрытий.
На область пластины, подвергаемую штамповке, с помощью системы подачи из микросопла системы НИЛ наносится слой кремнийсодержащего фотополимеризующего (под действием ультрафиолетового (УФ) излучения (с λ = 365 нм) жидкого мономера с низкой вязкостью (<5 сантипуаз). Этот слой слой также называется печатным или барьерным к травлению слоем, и его исходная толщина варьируется в зависимости от высоты рельефа наноштампа 75-270 нм.
Перед штамповкой через прозрачный наноштамп с помощью устройства совмещения системы и набора меток, расположенных на наноштампе и пластине, осуществляется совмещение их топологических рисунков. Системы НИЛ обеспечивают точность совмещения (отклонения) топологий на наноштампе и пластине от 1 мкм до 20 нм.
После нанесения печатного слоя производится процесс штамповки (впечатывание наноштампа в жидкий мономер), которая осуществляется при комнатной температуре и давлениях ниже 0,07 атмосфер. Затем проводится УФ-облучение жидкого мономера через кварцевый наноштамп с целью его отверждения. При этом объем мономера немного уменьшается, что позволяет легко извлечь наноштамп из затвердевшего печатного слоя.
Затем на поверхность этого полимерного слоя с топологическим рисунком с помощью центрифуги наносится слой кремнесодержащего полимера и проводится его изотропное травление (жидкостное химическое или плазмохимическое) до выхода на поверхность границы органического фотополимерного слоя. После этого проводится анизотропное травление в кислородсодержащей плазме фотополимерного и передаточного слоев до поверхности подложки или подлежащего функционального слоя, и формируется обращенная (негативная) топологии наноштампа маска (рис. 2в, четвертый этап).
Для изготовления топологического рельефа РЧИД-метки наиболее целесообразно применить взрывную обращенную НИЛ. По сравнению с прямой обращенная НИЛ позволяет получать более качественный топологический рисунок на непланарных поверхностях пластин в более толстых передаточных слоях.
В процессе взрывной обращенной НИЛ на сформированную маску наносится функциональный слой, который после удаления (взрыва) маски остается на немаскированных участках подложки (пластины) (рис. 2.12, шестой этап). Для лучшего удаления маски на поверхность пластины перед формированием передаточного слоя или вместо него наносится специальный легко удаляемый в растворах слой.
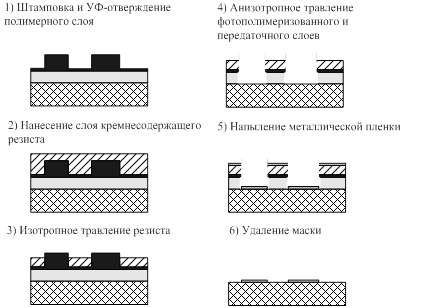
Рисунок 2.12 – процесс взрывной наноимпринтлитографии.
НИЛ может быть совмещена со стандартной оптической проекционной фотолитографией для получения топологии на слоях с самыми малыми размерами. Для этого наноштамп (набор наноштампов) совмещается с комплектом фотошаблонов по площади печатаемых на пластине кристаллов и меткам совмещения топологии. Данный способ применим при кодировании данных путем стравливания отдельных отражателей с помощью специального кодирующего фотошаблона.
В целях уменьшения акустических потерь в металлической пленке толщина напыления выбирается равной не более 1000 ангстрем (100 нм). Шины приемо-передающего ВШП создаются с использованием дополнительного фотошаблона с окнами для напыления металлической пленки толщиной 3000 ангстрем.
Напыление алюминиевой пленки производится в установке УВН-75П-1 с применением электронно-лучевого испарения из тигля, применение которого позволяет существенно улучшить адгезию к поверхности звукопровода и отказаться от адгезионного подслоя из ванадия.
Дата: 2019-05-29, просмотров: 395.