Наиболее общая функциональная модель машиностроительного производства ("черный ящик") вместе с его непосредственным окружением представлена на рис.3.4.
Основная функция такого производства заключается в преобразовании материалов, полуфабрикатов и комплектующих в изделия с оказанием услуг по их эксплуатации.
Побочным выходом являются отходы производства. Этот материальный поток сопровождается переработкой информации. На входе - информация о состоянии рынка, проблемах эксплуатации изделий и т.п., а на выходе - коммерческая, техническая и прочая информация. Управляющие воздействия - решения руководящих органов (правительства, совета директоров, собраний акционеров и т.п.), а также цели, устанавливаемые этими органами.
Функционирование производства поддерживается материальными ресурсами и услугами, получаемыми от других предприятий машиностроения (средства технологического оснащения, автоматизации и т.п.), а также строительных, транспортных и других организаций.
Энергетические ресурсы (энергоносители, электрическая и тепловая энергия) приобретаются от предприятий топливно-энергетического комплекса (ТЭК); финансовые - от банков; трудовые - от учебных заведений и бирж труда; информационные - от издательств и других организаций.
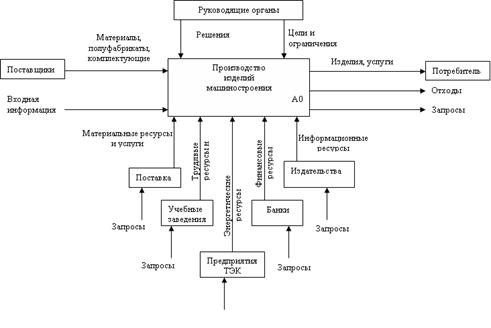
Рис.3.4 Функциональная модель машиностроительного предприятия и его непосредственное окружение
Декомпозиция этой модели представлена на рис.3.5 и включает функциональные блоки принятия решений управления; собственно управления предприятием; проектирования, изготовления и сопровождения изделий; обеспечения изготовления изделий, а также управления качеством и контроля исполнения решений.
Функциональный блок управления предприятием декомпозируется на блоки: управления материально-техническими ресурсами; управления снабжением и сбытом; планирования работ предприятия; управления кадрами и заработной платой; управления финансовыми ресурсами и производственными затратами; проведения бухгалтерского учета и анализа.
Блок проектирования, изготовления и сопровождения изделий включает функции: маркетинга; конструкторско-технологической подготовки производства; изготовления изделий и их сопровождения.
Конструкторско-технологическая подготовка производства разбивается на две группы функций: проектирования изделий и технологических процессов их изготовления, а также проектирования средств технологического оснащения (специального оборудования, приспособлений и инструментов) и технологических процессов изготовления этого оснащения. Первая группа относится к основному производству, т.е. изготовлению изделий для реализации, а вторая - ко вспомогательному производству, т.е. изготовлению изделий для собственных нужд.
Исходной информацией для проектирования основного изделия являются технические требования, а результатом - конструкторская документация и машинные информационные модели. Функция выполняется персоналом КБ основных изделий с помощью программно-технических комплексов (ПТК) автоматизированных рабочих мест (АРМ) конструкторов. Управление осуществляют автоматизированная система управления производством. Результаты конструкторского проектирования основных изделий передаются на технологическое проектирование. Необходимо отметить, что IDEF0-диаграмма не отображает временные зависимости процессов. Поэтому технологическое проектирование может начинаться на ранних стадиях конструкторского и вестись с ним параллельно.
Результатами технологического проектирования являются соответствующая документация и информационные модели, а также технические требования на отработку конструкции на технологичность и технические задания на недостающую оснастку. Управление в данном случае ведется АСУ ТПП, а обеспечивает выполнение функции персонал технологического бюро основных цехов с использованием ПТК АРМ технолога.
Функции, связанные с конструкторско-технологической подготовкой вспомогательного производства аналогичны вышеописанным.
Дата: 2019-05-29, просмотров: 386.