Классификация изделий
Единая система конструкторской документации (ЕСКД) устанавливает следующие виды изделий: детали, сборочные единицы, комплексы и комплекты. Изделия в зависимости от того, имеются в них составные части или нет, делят на специфицированные (сборочные единицы, комплексы и комплекты) и неспецифицированные (детали).
Комплекс (КС) включает в себя два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. В комплекс кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций.
Комплект - это два или более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий (сборочных единиц, деталей), имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, инструмента и принадлежностей. Поскольку комплект не несет определенных конструктивных функций, то в дальнейшем мы рассматривать его не будем.
Сборочной единицей (СЕ) называют изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями. Сборочная единица может состоять из других сборочных единиц (подсборок, узлов) и деталей.
Деталью (ДЕТ) называют изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. К деталям также относят изделия с защитными или декоративным покрытием или изготовленные с применением местной сварки, пайки, склеивания, например, хромированная гайка или спаянная из одного куска листового материала трубка.
Приведенные выше определения содержат в себе взаимосвязи упомянутых систем по отношению "целое-часть", определяющие их иерархическую упорядоченность (рис.1.2).
Для обеспечения возможности конструирования оригинальных деталей и проектирования технологических процессов их изготовления необходима декомпозиция деталей на составляющие элементы.
Конструктивным элементом (КЭ) детали будем называть совокупность смежных поверхностей, имеющих, как правило, определенное конструктивное функциональное назначение. В качестве конструктивных элементов детали первого уровня выступают ее стороны, отображаемые, как правило, на различных проекциях чертежа детали и обрабатываемые в различных установах.
Осесимметричные детали имеют две стороны,- правую и левую. Корпусные детали могут иметь шесть и более сторон.
Для создания сквозных конструкторско-технологических САПР в рассматриваемой иерархии должны быть уровни, обеспечивающие связь между конструкторскими и технологическими решениями. Для проектирования типовых и групповых технологических процессов такими уровнями являются унифицированные сборочные единицы и детали. Для синтеза единичных технологических процессов должен быть особый уровень конструкторско-технологических элементов.
Конструкторско-технологическим элементом (КТЭ) будем называть совокупность смежных поверхностей, имеющих определенную конструктивную функцию, принадлежащих одной из сторон детали и обрабатываемых с помощью наборов технологических переходов определенного вида: токарных, сверлильно-расточных, фрезерных. К числу КТЭ принадлежат разного вида наружные поверхности вращения (валы), отверстия, элементы призматического типа и фасонные.
Конструкторско-технологические элементы формируются из элементов формы (ЭФ). Элемент формы представляет собой одну или несколько смежных поверхностей, выполняющих определенную конструкторскую или технологическую функцию и обрабатываемых с помощью технологического перехода определенного типа. К числу элементов формы относят ступени отверстий и наружных поверхностей вращения различных типов, открытые, полуоткрытые и закрытые поверхности, включая плоскости, окна, уступы и т.п. На основных элементах формы могут располагаться дополнительные: канавки, фаски, скругления, галтели, пазы и т.д.
Элементами формы завершается декомпозиция конструктивных объектов. Ниже элементов формы располагаются уровни геометрических объектов: поверхностей (ПОВ), линий (ЛИН) и точек (ТОЧ) (рис.1.2). Поверхности, как двумерные элементы, занимают верхний уровень геометрической иерархии. Линии, как одномерные элементы, которые могут располагаться на поверхностях, являясь линиями их пересечения, занимают промежуточное положение. Точки - нульмерные элементы - определяют граничные элементы линий и образуют нижний уровень геометрических объектов.
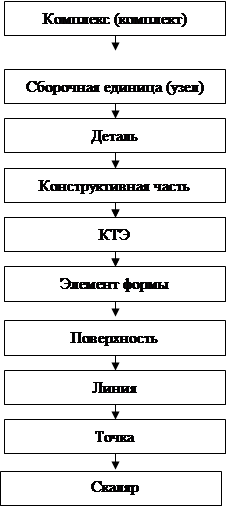
Рис.1.2. Системная иерархия машиностроительных и геометрических объектов
Наконец, нижнюю ступень рассматриваемой иерархии занимают скалярные величины, используемые как переменные для определения объектов вышерасположенных уровней.
Построенная иерархия определяет базовую номенклатуру систем, используемых при конструировании. Полная номенклатура может быть получена с помощью родовидовой декомпозиции систем каждого уровня. Применительно к машиностроительным изделиям такая декомпозиция производится с помощью классификаторов.
Комплексы в машиностроении создаются для удовлетворения потребностей различных отраслей: горнодобывающей, металлургической, транспортной, энергетической, сельскохозяйственной, строительной, приборо- и машиностроительной и т.п. Например, гибкая производственная система представляет собой типичный технологический комплекс, состоящий из набора сборочных единиц: оборудования для обработки резанием, прессового, литейного или сварочного механического, средств измерения, транспортных средств и средств складирования, средств управления, оснастки технологической, тары и т.п.
В табл.1.2 и табл.1.3 приведены примеры классов сборочных единиц и деталей в соответствии с ЕСКД. Классификация сборочных единиц производится по функциональному признаку, а деталей - по конфигурации.
Таблица 1.2 Классы сборочных единиц по ЕСКД
| N класса | Наименование класса |
| 04 28 29 30 | Оборудование для обработки резанием, прессовое, литейное и сварочное механическое Оснастка технологическая. Инструмент режущий Оснастка технологическая, кроме инструмента режущего Сборочные единицы общемашиностроительные |
Таблица 1.3 Классы деталей по ЕСКД
| N класса | Наименование класса |
| 71 72 73 74 75 76 | тела вpащения тела вpащения: с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные, секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные, емкостные, подшипников. не тела вращения: корпусные, опорные, емкостные. не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы. тела вpащения и (или) не тела вращения: кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуда, оптические, электрорадиоэлектронные, крепежные. технологической оснастки, инструмента. |
Виды геометрических моделей
Для решения задач комплексной автоматизации машиностроительных производств необходимо построить информационные модели изделий. Машиностроительное изделие как материальный предмет должен быть описан в двух аспектах:
- как геометрический объект;
- как реальное физическое тело.
Геометрическая модель необходима для задания идеальной формы, которой должно было бы соответствовать изделие, а модель физического тела должна дать характеристику материала, из которого изготовляется изделие, и допустимые отклонения реальных изделий от идеальной формы.
Геометрические модели создаются с помощью программных средств геометрического моделирования, а модели физического тела с помощью средств создания и ведения баз данных.
Геометрическая модель, как разновидность модели математической, охватывает определенный класс абстрактных геометрических объектов и отношений между ними. Математическое отношение - это правило, связывающее абстрактные объекты. Они описываются с помощью математических операций, связывающих один (унарная операция), два (бинарная операция) или более объектов, называемых операндами, с другим объектом или множеством объектов (результатом операции).
Геометрические модели создаются, как правило, в правой прямоугольной системе координат. Эти же системы координат используются в качестве локальных при задании и параметризации геометрических объектов.
В табл.2.1 приведена классификация базовых геометрических объектов. По размерности параметрических моделей, необходимых для представления геометрических объектов, они делятся на нульмерные, одномерные, двумерные и трехмерные. Нульмерные и одномерные классы геометрических объектов могут моделироваться как в двух координатах(2D) на плоскости, так и в трех координатах(3D) в пространстве. Двумерные и трехмерные объекты могут моделироваться только в пространстве.
Язык СПРУТ для геометрического моделирования машиностроительных изделий и оформления графической и текстовой документации
Существует значительное количество систем компьютерного геометрического моделирования, наиболее известными из которых являются Auto- CAD, ANVILL, EUCLID, EMS и др. Из числа отечественных систем этого класса наиболее мощной является система СПРУТ, предназначенная для автоматизации конструирования и подготовки управляющих программ для станков с ЧПУ.
Нульмерные геометрические объекты
На плоскости
Точка на плоскости
Точка, заданная координатами в базовой системе
Pi = Xx, Yy
Точка на линии
Точка, заданная одной из координат и лежащая на прямой
Pi = Xx, Li
В пространстве
Точка в пространстве
Точка, заданная координатами в базовой системе
P3D i = Xx,Yy,Zz
Точка на линии
Точка, заданная как n-я точка пространственной кривой
P3D i = PNT,CC j,Nn
Точка на поверхности
Точка, заданная как точка пересечения трех плоскостей;
P3D i = PLs i1,PLs i2,PLs i3
Таблица 2.1 Геометрические объекты в среде спрут
| Размер-ность объекта | Размерность пространства | Вид объекта | Оператор СПРУТ |
| Нуль- | На плоскости(2D) | Точки на плоскости | Pi = Xx, Yy; Pi = Mm, Aa |
| мерные | [подсистема SGR] | Точки на линии | Pi = Xx, Li; Pi = Ci, Aa |
| В пространстве(3D) | Точки в пространстве | P3D i = Xx,Yy, Zz | |
| [подсистема GM3] | Точки на линии | P3D i = PNT,CC j,Nn | |
| Точки на поверхности | P3D i = PLS i1,PLS i2,PLS i3 | ||
| Одно- | На плоскости(2D) | Прямые | Li = Pi, Pk |
| мерные | [подсистема SGR] | Окружности | Ci = Xx, Yy, Rr |
| Контуры | Ki = Pj, -Lk, N2, R20, Cp, Pq | ||
| Сплайны | Ki = Mm, Lt, Pj, Pk,..., Pn, Cq | ||
| Кривые 2-го порядка | CONIC i = P i1, P i2, P i3, ds | ||
| В пространстве(3D) [подсистема GM3] | Векторы | P3D i = NORMAL,CYL j,P3D k; P3D i = NORMAL,Cn j,P3D k; P3D i = NORMAL,HSP j,P3D k; P3D i = NORMAL,TOR j,P3D k | |
| Прямые | L3D i = P3D j,P3D k | ||
| Сплайны | CC i = SPLINE,P3D i1,...,P3D j,Mm | ||
| Параметрическая кривая на поверхности | CC n = PARALL, BASES=CCi, DRIVES=CCk, PROFILE=CCp, STEPs | ||
| Линии пересечения поверхностей | SLICE K i, SS j, Nk, PL l; INTERS SS i, SS j, {L,} LISTCURV k | ||
| Проекция линии на поверхность | PROJEC Ki, CC j, PLS m | ||
| Проволочные модели | SHOW CYL i; SHOW HSP i; SHOW CN i; SHOW TOR i | ||
| Двух -мерные | В пространстве [подсистема GM3] | Плоскости | PL i = P3D j,L3D k |
| Цилиндры | CYL i = P3D j,P3D k,R | ||
| Конусы | CN i = P3D j,R1,P3D k,R2; CN i = P3D j,R1,P3D k,Angle | ||
| Сферы | HSP i = P3D j,P3D k,R | ||
| Торы | TOR i = P3D j,R1,P3D k,R1,R2 | ||
| Поверхности вращения | SS i = RADIAL, BASES = CC j, DRIVES = CC k, STEP s | ||
| Линейчатые поверхности | SS i = CONNEC, BASES = CC j, BASES = CC k, STEP s | ||
| Фасонные поверхности | SS i = PARALL, BASES = CC j, DRIVES = CC k, STEP s | ||
| Поверхности тензорного произведения | CSS j = SS i | ||
| Трех-мерные | В пространстве [подсистема SGM] | Тело вращения | SOLID(dsn) = ROT, P3D(1), P3D(2), SET[3], P10, m(Tlr) |
| Тело сдвига | SOLID(dsn) = TRANS, P3D(1), P3D(2), SET[3], P10, M(Tlr) | ||
| Тело цилиндрическое | SOLID(dsn) = CYL(1), M(Tlr) | ||
| Тело коническое | SOLID(dsn) = CN(1), M(Tlr) | ||
| Тело сферическое | SOLID(dsn) = SPHERE(1), M(Tlr) | ||
| Тело торическое | SOLID(dsn) = TOR(1), M(Tlr) |
Одномерные геометрические объекты
На плоскости
Векторы Вектор переноса MATRi = TRANS x, y
Линии Простые аналитические
Прямая (всего 10 способов задания)
Прямая, проходящая через две заданные точки Li = Pi, Pk
Окружность (всего 14 способов задания)
Окружность, заданная центром и радиусом Ci = Xx, Yy, Rr
Кривая второго порядка (всего 15 способов задания)
Кривая второго порядка, проходящая через три точки с заданным дискриминантом Conic i = P i1, P i2, P i3, ds
Составные Контуры - последовательность сегментов плоских геометрических элементов, начинающихся и заканчивающихся точками, лежащими на первом и последнем элементе соответственно K23 = P1, -L2, N2, R20, C7, P2 Кусочно-полиномиальные
Сплайн. Первым параметром в операторе является идентификатор "M", который указывает величину отклонения при аппроксимации отрезками сплайн-кривой. Далее следует начальное условие (прямая или окружность), затем перечисление точек в той последовательности, в которой они должны быть соединены. Заканчивается оператор определением условия на конце сплайн-кривой(прямая или окружность) Ki = Mm, Lt, Pj, Pk,..., Pn, Cq
Аппроксимация дугами Ki = Lt, Pj, Pk,..., Pn
В пространстве Векторы Вектор направления
Вектор единичной нормали в точке к полусфере P3D i = NORMAL,HSP j,P3D k Вектор единичной нормали в точке к цилиндру P3D i = NORMAL,CYL j,P3D k Вектор единичной нормали в точке к конусу P3D i = NORMAL, Cn j,P3D k Вектор единичной нормали в точке к тору P3D i = NORMAL,TOR j,P3D k Вектор переноса MATRi = TRANS x, y, z Линии
Независимые Прямая (всего 6 способов задания)
По двум точкам L3D i = P3D j,P3D k Сплайн-кривая CC i = SPLINE,P3D i1,.....,P3D j,mM На поверхности Параметрическая CC n=PARALL,BASES=CCi,DRIVES=CCk,PROFILE=CCp,STEPs Пересечение 2-х поверхностей Контур сечения поверхности плоскостью SLICE K i, SS j, Nk, PL l где N k - номер сечения Линия пересечения 2-х криволинейных поверхностей (результат список пространственных кривых) INTERS SS i,SS j,L,LISTCURV k ; где L - уровень точности; 3<= L <= 9;
Проекции на поверхность Проекция пространственной кривой на плоскость с системой координат PROJEC Ki,CC j,PLS m.
Составная
Проволочные модели Каркас Отображение цилиндра на экране в виде проволочной модели SHOW CYL i Отображение полусферы на экране в виде проволочной модели SHOW HSP i
Отображение конуса на экране в виде проволочной модели SHOW CN i
Отображение тора на экране в виде проволочной модели SHOW TOR
Двумерные геометрические объекты (поверхности)
Простые аналитические Плоскость (всего 9 способов задания)
По точке и прямой PL i = P3D j,L3D k
Цилиндр(по двум точкам и радиусу) CYL i = P3D j,P3D k,R
Конус Задается по двум точкам и двум радиусам; или по двум точкам, радиусу и углу в вершине CN i = P3D j,R1,P3D k,R2; CN i = P3D j,R1,P3D k,Angle
Сфера (полусфера) Задается по двум точкам и радиусу HSP i = P3D j,P3D k,R
Тор Задается по двум точкам и двум радиусам; вторая точка вместе с первой определяет ось тора TOR i = P3D j,R1,P3D k,R1,R2
Составные Кинематические Поверхности вращения SS i = RADIAL, BASES = CC j, DRIVES = CC k, STEP s
Линейчатые поверхности SS i = CONNEC, BASES = CC j, BASES = CC k, STEP s
Фасонные поверхности SS i = PARALL, BASES = CC j, DRIVES = CC k, STEP s
Кусочно-полиномиальные Поверхности тензорного произведения (сплайновые поверхности по системе точек) CSS j = SS i
Таблица 2.2 Геометрические операции в среде спрут
| КЛАСС | ГРУППА | ВИД | ОПЕРАТОР СПРУТ |
| УНАРНЫЕ | Преобразо вания | Масштабирова-ние | Ki = Kj, Pk, Mm |
| Перенос | MATRi = TRANS x, y, z | ||
| Вращение | MATRi = ROT, X Y Z, Aa | ||
| Отображение | MATRi = SYMMETRY, Pli | ||
| Проекции | Параллельные | VECTOR P3Di, INTO P3Dj | |
| Расчеты | Длина | L = SURFAREA [CC i] | |
| параметров | Площадь | S = SURFAREA [K i] | |
| S = SURFAREA [SS i] | |||
| S = AREA [SOLID i] | |||
| Объем | VS = VOLUME[SOLID i] | ||
| Момент инерции | P i = SURFAREA[K i1,INERC] | ||
| INLN = SURFAREA [K i1,INERC] | |||
| INERC SOLID i,L3d i1,INLN | |||
| INERC SOLID i, P3Dj | |||
| Центр масс | CENTRE SOLID i,P3D j | ||
| P i = SURFAREA [K i ,CENTRE] | |||
| БИНАР-НЫЕ | Расчеты параметров | Расстояние | S = DIST P3Di, P3Dj |
| S = DIST P3Di, L3Dj | |||
| S = DIST P3Di, Pl j | |||
| S = DIST P3Di, SS j | |||
| S = DIST P3Di, P3Dj | |||
| Угол | Ang = SURFAREA[L i1, L i2] | ||
| Пересечение | Двух линий | Pi = Li, Lj; Pi = Li, Cj; Pi = Ci, Cj; | |
| Pi = Ki, Lt, Nn; Pi = Ki, Ct, Nn; | |||
| Pi = Ki, Kt, Nn; Pi = Ki, Lt, Nn | |||
| Линии с | P3D i = L3D j,PL k | ||
| поверхностью | P3D i = L3D j,HSP k,n | ||
| P3D i = L3D j,CYL k,n | |||
| P3D i =L3D j,CN k,n; P3D i =CC i ,PL j | |||
| Двух | L3D i = PL j, PL k | ||
| поверхностей | INTERS SS i,SS j,{L,}LISTCURV k | ||
| Двух тел | CROS SOLID(Top+2), RGT, SOLID(Top+3), RGT; SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) | ||
| Вычитание | Тела из тела | CROS SOLID(Top+2), RGT, SOLID(Top+3); SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) | |
| Сложение | Двух тел | CROS SOLID(Top+2), SOLID(Top+3); SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) | |
| Отсечение | Тела плоскостью | CROS SOLID(Top+1), PL(1), SET[3] | |
| Объединение | Двух поверхностей | SSi=ADDUP,SSk,SSj,STEPs,a Angl | |
| N - АРНЫЕ | Объединение | Объединение поверхностей | SS i = ADDUP,SS k,....., SS j,STEP s ,a Angl |
Кривые и поверхности NURBS
В настоящее время наиболее распространенным способом представления кривых и поверхностей в параметрической форме являются рациональные сплайны или NURBS (non-uniform rational b-spline). В виде NURBS с абсолютной точностью могут быть представлены такие канонические формы как отрезок, дуга окружности, эллипс, плоскость, сфера, цилиндр, тор и другие, что позволяет говорить об универсальности данного формата, и исключает необходимость использования иных способов представления.
Кривая в таком виде описывается следующей формулой:
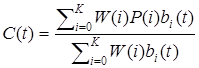
Здесь
· W(i) - весовые коэффициенты (положительные действительные числа),
· P(i) - контрольные точки,
· Bi - B-сплайновые функции
В-сплайновые функции степени М полностью определяются множеством узлов. Пусть N=K-M+1, то множество узлов представляет собой последовательность не уменьшающихся действительных чисел:
T(-M),…,T(0),…,T(N),…T(N+M).
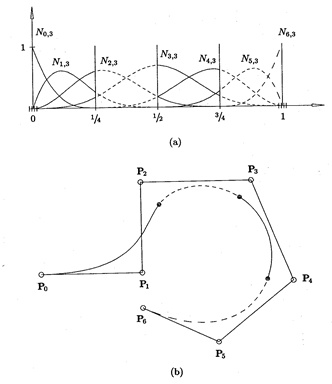
Рис. 8. (a) кубические базисные функции ; (b) кубическая кривая, использующая базисные функции с (a)
Сегмент кривой, представленной в виде NURBS, может быть преобразован в полиномиальную форму без потери точности, то есть представлен выражениями:
 ,
,
где  и
и  являются полиномами степени кривой. Способы преобразования кривых из NURBS в полиномиальную форму и обратно подробно описаны в /1/.
являются полиномами степени кривой. Способы преобразования кривых из NURBS в полиномиальную форму и обратно подробно описаны в /1/.
Поверхности NURBS представляются аналогичным образом:
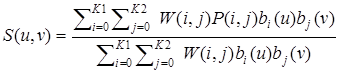
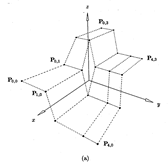
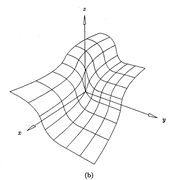
Рис. 9. В-сплайновая поверхность: (a) сетка контрольных точек; (b) поверхность
Как видно из рисунков, сложность геометрической формы кривой или поверхности можно оценить по контрольным точкам.
Сегмент поверхности NURBS также может быть представлен в полиномиальной форме:
 ,
,
где  и
и  являются полиномами двух переменных и могут быть представлены в виде:
являются полиномами двух переменных и могут быть представлены в виде:
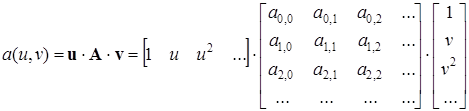 .
.
Более подробно свойства NURBS кривых и поверхностей описаны в /1,2/.
Для любой двумерной параметрической кривой  ,
,  , где
, где  ,
,  и
и  - полиномы существует уравнение
- полиномы существует уравнение  , где
, где  также полином, которое точно определяет ту же самую кривую. Для любой параметрической поверхности заданной выражением (6) существует уравнение
также полином, которое точно определяет ту же самую кривую. Для любой параметрической поверхности заданной выражением (6) существует уравнение  , где
, где  также полином, которое точно определяет ту же самую поверхность. Способы получения неявной формы параметрически заданной кривой или поверхности описаны в /33/.
также полином, которое точно определяет ту же самую поверхность. Способы получения неявной формы параметрически заданной кривой или поверхности описаны в /33/.
Основные понятия автоматизации производственных систем, области ее применения
Комплексы средств автоматизированных систем (АС), к которым относятся АСУП, САПР-К, АСТПП, АСУК, АСУПр, представляют собой совокупность различных видов обеспечения, необходимых для их функционирования.
Математическое обеспечение (МО) - это совокупность математических методов, математических моделей и алгоритмов, необходимых для функционирования АС.
Техническое обеспечение (ТО) - это совокупность взаимосвязанных и взаимодействующих технических средств, обеспечивающих функционирование АС.
Программное обеспечение (ПО) - это совокупность машинных программ, необходимых для функционирования АС.
Информационное обеспечение (ИО) - совокупность сведений, необходимых для функционирования АС. Основной частью ИО являются автоматизированные банки данных и знаний. В ИО входят нормативно-справочные данные, системы классификации и кодирования, типовые проектные решения и т.п. Банк данных состоит из баз данных (БД) и системы управления базами данных (СУБД). Базы данных и СУБД делятся на графические и неграфические. Банк знаний помимо баз данных и СУБД, включает базы знаний (БЗ) и систему управления, осуществляющую функции логического вывода.
Лингвистическое обеспечение (ЛО) - совокупность языков, предназначенных для решения прикладных задач.
Методическое обеспечение (МтО) - совокупность документов, устанавливающих состав и правила эксплуатации средств обеспечения АС. Методическое обеспечение может включать в качестве компонентов МО и ЛО.
Организационное обеспечение (ОО) - совокупность документов, устанавливающих организационную структуру, подразделений, эксплуатирующих АС, связи между подразделениями и их функции. Компонентами ОО являются методические и руководящие материалы, положения, инструкции, приказы и другие документы, обеспечивающие взаимодействие структурных подразделений.
Выше были рассмотрены назначение, цели и основные компоненты АС, обеспечивающих переработку информации. Рассмотрим основные понятия и компоненты систем материального производства.
Материальное производство складывается из технологических процессов, каждый из которых представляет собой часть производственного процесса, содержащую целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относятся заготовки и изделия. Заготовка - это предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
Технологические процессы делятся на следующие основные классы:
1. Формообразования
2. Размерной обработки
3. Термической обработки и покрытий
4. Сборки и сварки
5. Контроля и испытаний
6. Общего назначения
Формообразование - это изготовление заготовки или изделия из жидких, порошковых или волокнистых материалов. Изготовление заготовки или изделия из жидкого материала заполнением им полости заданных форм и размеров с последующим затвердеванием осуществляется процессами литья; из порошковых материалов - спеканием; из волокнистых - намоткой и выкладкой. Изготовление заготовок из материала в пластичном состоянии производится процессами обработки давлением, заключающимися в пластическом деформировании или разделении материала методами ковки и горячей штамповки, а из листового материала в твердом состоянии - холодной штамповки.
Размерная обработка производится, в основном, процессами резания и электрофизической обработки. Обработка резанием заключается в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки. В зависимости от способа формирования скорости резания различают два основных типа процессов резания: токарный и сверлильно-фрезерный. В случае токарной обработки скорость резания образуется вращением детали, а при сверлильно-фрезерной обработке - вращением инструмента: сверл, зенкеров, разверток, расточных блоков и метчиков для обработки гладких и резьбовых отверстий и фрез - для обработки поверхностей, не принадлежащих к числу поверхностей вращения.
К электрофизической относятся электроэрозионная, плазменная, лазерная и другие виды обработки.
Термическая обработка заключается в изменении структуры и свойств материала заготовки вследствие тепловых воздействий. Нанесение покрытий - это образование на заготовке поверхностного слоя из инородного материала.
Сборка - это образование соединений составных частей изделия, а сварка - образование неразъемных соединений.
К процессам общего назначения относятся операции транспортирования, маркирования, упаковывания и т.п.
Производственный процесс реализуется с помощью средств технологического оснащения (СТО) - совокупности орудий производства, необходимых для осуществления технологического процесса. К числу СТО относится технологическое оборудование, в котором для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Технологическое оборудование - это склады, литейные машины, прессы, станки, роботы, печи, испытательные стенды т.п. Технологическая оснастка - это СТО, дополняющее технологическое оборудование для выполнения определенной части технологического процесса: режущий инструмент, штампы, приспособления и т.п.
Эффективность решений, принимаемых по автоматизации зависит от типа производства.
Различают три типа производства: массовое, серийное, единичное. Критерий определения типа производства - коэффициент закрепления операций (КЗО). КЗО - это отношение количества операций, выполняемых в течение месяца, к числу рабочих мест (количество переналадок).
Единичное производство - при КЗО больше 40; мелкосерийное- 40-20 (около 80%); серийное 20-10 (повторяющиеся партии деталей); крупносерийное 10-2; массовое -1 (здесь нет переналадок ,номенклатура постоянная, составляет около 15% )
В случае массового переналаживаемого производства заранее планируются остановки на переналадку для перехода на новое изделие.
Основу технологического оборудования современного компьютеризированного производства составляют гибкие производственные системы.
Гибкая производственная система (ГПС) - это совокупность оборудования с ЧПУ (гибких производственных модулей, станков, транспорта, склада и т.д.) с управлением от ЭВМ, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Гибкий производственный модуль (ГПМ) - многоцелевой станок, способный выполнять комплексную обработку деталей, с накопителем заготовок, магазином инструмента и автоматическим осуществлением всех функций. По принципу автоматизации загрузки и снятия заготовок ГПМ делят на две группы: со сменными приспособлениями- паллетами и с применением промышленных роботов. Первый тип ГПМ предназначен в основном для обработки корпусных деталей, а второй - для деталей типа тел вращения. Для смены инструмента применяют в обоих типах ГПМ манипуляторы или промышленные роботы, а также комплектную замену магазина инструментов.
Гибкая производственная ячейка (ГПЯ) - это совокупность нескольких ГПМ и системы обеспечения функционирования совместно с управляющими средствами вычислительной техники, осуществляющая комплекс технологических операций, способная работать автономно и в составе ГПС при изготовлении изделий в пределах подготовленного запаса заготовок и инструмента.
Гибкая автоматизированная линия (ГАЛ) - это разновидность ГПС, в которой оборудование расположено в заданной последовательности технологических операций.
Гибкий автоматизированный участок (ГАУ) - это ГПС, в которой предусмотрено изменение последовательности использования технологического оборудования.
Гибкий автоматизированный цех (ГАЦ) - это ГПС для изготовления изделий(узлов) заданной номенклатуры, включающая в себя несколько ГАУ или ГАЛ с общей транспортно-складской системой и локальной вычислительной сетью (ЛВС).
Автоматический завод (АЗ) - завод, состоящий из ГАЦ, в том числе цеха автоматической сборки и упаковки готовой продукции. Центральная ЭВМ АЗ связана ЛВС с ЭВМ нижних уровней.
Автоматизированный транспорт ГПС подразделяют на две основные группы: конвейерного типа (в том числе подвесной) и самоходные тележки (так называемые робокары). Последние разделяются на рельсовые и безрельсовые. Наибольшую гибкость транспортных потоков обеспечивают безрельсовые средства, так как они позволяют выполнять разворот на месте, слияние маршрутов, отход от маршрута на заданное расстояние для пропуска встречного транспорта, наращивание числа тележек и т.д.
Самоходные тележки выполняют с различным способом наведения на траекторию движения: индукционным, фотоэлектрическим (инфракрасное излучение), лазерным и навигационным. На борту тележки находятся аккумуляторы питания двигателей перемещения и микро-ЭВМ для управления ими.
Автоматические линии (АЛ), роторные линии (РЛ) применяются в массовом производстве.
В автоматических линиях время тратится на обработку и транспортировку. На роторных линиях обработка ведется во время транспортировки. Другими словами происходит совмещение во времени обработки и транспортировки, что дает дополнительный эффект.
Переналаживаемые автоматические линии (ПАЛ) создаются таким образом, что заранее предусматривается возможность изготовления нескольких поколений изделий. На переналадку тратится 1-2 недели. Например, меняется модель изделия линия сохраняется.
Аналогично строится ГАЛ. Разница в том, что время на переналадку меньше за счет гибкости.
Узкономенклатурная ГАЛ обеспечивает одновременный выпуск разных изделий или позаказный выпуск (переналадка занимает 1-2 часа). Отсутствует жесткий маршрут.
ГАУ - гибкий автоматизированный участок в отличие от линии нет цепочки оборудования, выстроенной по последовательности операций.
ГПЯ - малая система, объединяющая 2-3 станка.
Уровни представления знаний
Любая проектируемая система состоит из элементов и связей между ними. Формально структуру системы (изделия или процесса) можно представить в виде упорядоченной пары S=<A,R>, где A есть множество элементов системы, а R- множество отношений между этими элементами. Отсюда следует, что классификация проектируемых систем может быть произведена с использованием одного из двух фундаментальных критериев различия: а) по типу элементов, образующих систему; б) по типу отношений, связывающих эти элементы в систему[2]. Классификационные критерии а) и б) можно рассматривать как ортогональные, т.е. независимые.
Примером использования критерия а) служит традиционное разделение науки и техники на дисциплины и специальности, каждая из которых занимается определенным типом элементов(табл.4).Поскольку элементы разных типов требуют разных экспериментальных средств для сбора данных, классификация по критерию а) имеет экспериментальную основу.
Критерий б) дает совершенно иную классификацию систем: класс задается определенным типом отношений, а тип элементов, на которых определены эти отношения, не фиксируется. Такая классификация связана с обработкой данных, а не с их сбором, и основа ее преимущественно теоретическая.
Самыми большими классами систем по критерию б) являются классы, описывающие различные эпистемологические уровни, т.е. уровни знания относительно рассматриваемых явлений[2].
Системная методология представляет собой совокупность методов изучения свойств различных классов систем и решения системных задач, т.е. задач, касающихся отношений в системах. Ядром системологии является классификация систем с точки зрения отношений. Главная задача системной методологии - предоставление в распоряжение потенциальных пользователей, представляющих разные дисциплины и предметные области, методов решения всех определенных типов системных задач.
Каркасом иерархической классификации систем в системологии является иерархия эпистемологических уровней систем (см. табл.6.1).
Самый нижний уровень в этой иерархии, обозначаемый как уровень 0,- это система, различаемая исследователем как система. На этом уровне система определяется через множество свойств (переменных), множество потенциальных состояний (значений) этих свойств и операционный способ описания смысла этих состояний в терминах значений соответствующих атрибутов данной системы.
Для определенных на этом уровне систем используется термин исходная система, указывающий на то, что подобная система является, по крайней мере потенциально, источником эмпирических данных. В литературе для этих систем используется также название "система без данных", обозначающее, что система этого уровня представляет простейшую стадию процесса исследования систем, не использующую данные о доступных переменных.
Иными словами на уровне 0 рассматриваются характеристики и взаимосвязи между свойствами (переменными) исследуемой (проектируемой) системы.
На более высоких эпистемологических уровнях системы отличаются друг от друга уровнем знаний относительно переменных соответствующей исходной системы. В системах более высокого уровня используются все знания систем более низких уровней и, кроме того, содержатся дополнительные знания, недоступные низшим уровням. Таким образом, исходная система содержится во всех системах более высоких уровней.
Таблица 6.1. Системологическая классификация знаний
| Традиционная классификация прикладных областей | Эпистемологическая классификация | |||||||||||||
| Наука | Техника | Другие области | Эпистемологические уровни | |||||||||||
| Хи- мия |
| Меха- ника | Электро ника |
| Меди- цина | Музыка |
| ||||||
| Уровни 4,5 МЕТАСИСТЕМЫ Отношения между определенными ниже отношениями | ||||||||||||||
| Уровень 3 СТРУКТУРИРОВАННЫЕ СИСТЕМЫ Отношения между определенными ниже системами | ||||||||||||||
| Уровень 2 ПОРОЖДАЮЩИЕ СИСТЕМЫ Модели, генерирующие определенные ниже данные | ||||||||||||||
| Уровень 1 СИСТЕМЫ ДАННЫХ Данные, структура которых определена ниже | ||||||||||||||
| Уровень 0 ИСХОДНЫЕ СИСТЕМЫ Язык определения данных | ||||||||||||||
После того как исходная система дополнена данными, т.е. фактическими состояниями основных переменных при определенном наборе параметров, рассматривают новую систему (исходную систему с данными) как определенную на эпистемологическом уровне 1 [2]. Системы этого уровня называются системами данных. В зависимости от задачи данные могут быть получены из наблюдений или с помощью измерений (как в задаче моделирования систем) или определены как желательные состояния (в задаче проектирования систем).
Уровень 2 применительно к задачам автоматизации проектирования представляет собой уровень базы знаний генерации значений переменных, определяющих свойства изделий и технологических процессов. На этом уровне задаются инвариантные параметрам функциональные связи основных переменных, в число которых входят переменные, определяемые соответствующей исходной системой и, возможно, некоторые дополнительные. Каждое правило преобразования базы знаний на этом уровне обычно представляет собой однозначную функцию, присваивающую каждому элементу множества переменных, рассматриваемых в этом правиле в качестве выходного, единственное значение из множества допустимых.
Поскольку задачей генерации свойств является реализация процесса, при котором состояния основных переменных могут порождаться по множеству параметров при любых начальных или граничных условиях, системы уровня 2 называются порождающими системами (generative system).
Применительно к конструированию на уровне 2 располагаются базы знаний, связанные с расчетом конструкций.
Применительно к проектированию технологических процессов на уровне 2 располагаются базы знаний по выбору заготовок, формированию набора операций и переходов, расчету режимов обработки, расчету норм времени и т.п.
На эпистемологическом уровне 3 системы, определенные как порождающие системы (или иногда системы более низкого уровня), называются подсистемами общей системы. Эти подсистемы могут соединяться в том смысле, что они могут иметь некоторые общие переменные. Системы этого уровня называются структурированными системами (structured system). Применительно к задачам автоматизации проектирования это - уровень структурного синтеза.
На эпистемологических уровнях 4 и выше системы состоят из набора систем, определенных на более низком уровне, и некоторой инвариантной параметрам метахарактеристики (правила, отношения, процедуры), описывающей изменения в системах более низкого уровня. Требуется, чтобы системы более низкого уровня имели одну и ту же исходную систему и были определены на уровне 1, 2 или 3. Это - уровни, необходимые для формирования концептуальных И/ИЛИ графов.
Рассмотренная классификация эпистемологических уровней тесно связана с основными научными дисциплинами информатики: математической лингвистикой, теорией баз данных, теорией искусственного интеллекта, вычислительной геометрией и машинной графикой.
Онтология инженерных знаний
В последнее время в области работ по искусственному интеллекту (ИИ), включая интеллектуализацию информационного поиска и создание мультиагентных систем, возрастающее внимание привлекают исследования онтологий и онтологических систем. Термин онтология происходит от древнегреческих слов онтос – сущее и логос – учение.
Первоначально термин онтология был введен в философскую литературу для обозначения учения о бытии, о сущем в отличие от гносеологии – учении о познании. Предметом онтологии являлось изучение абстрактных философских понятий, таких как бытие, субстанция, причина, действие, явление и т.п. В философском плане онтология представляет систему категорий, являющихся следствием определенного взгляда на мир [1].
С точки зрения проблем, связанных с ИИ, онтология – это эксплицитная (явная) спецификация концептуализации знаний [1]. Формально онтология состоит из иерархии понятий, их определений и атрибутов, а также связанных с ними аксиом и правил вывода.
Под формальной моделью онтологии O понимают упорядоченную тройку вида
O = <C , R , F>,
где C – конечное множество концептов (понятий) предметной области, которую представляет онтология O; R – конечное множество отношений между концептами (понятиями) заданной предметной области (ПрО); F – конечное множество функций интерпретации (аксиоматизация), заданных на концептах и/или отношениях онтологии O [1].
Естественными ограничениями, накладываемыми на множество C, являются конечность и непустота. Что касается множеств R и F, то они могут быть пустыми, что соответствует частным видам онтологии, классификация которых приведена в табл.1.
Онтология первого класса при R=Æ и F=Æ (табл.1) трансформируется в простой словарь. Онтологии - словари полезны для спецификации, пополнения и поддержки словарей ПрО. Такие словари не вводят явно смысла терминов. В области технических знаний, в которых смыслы понятий хорошо согласованы и во многом стандартизованы, такие онтологии применяются на практике. Другими примерами таких онтологий являются индексы машин поиска информации в сети Интернет [1].
Таблица 1 Классификация моделей онтологии инженерных знаний
| Класс | Компоненты модели | Формальное определение модели | Пояснение | |
| R | F | |||
| 1 | R=Æ | F=Æ | O=<C,{},{}> | Словарь понятий |
| 2 | R=Æ | F ¹Æ | O=<C1 È C2,{}, F > | Пассивный словарь |
| 3 | R={is a} | F=Æ | O=<C,{is a},{}> | Таксономия понятий |
| 4 | R={part of} | F=Æ | O=<C,{part of},{}> | Мерономия понятий |
| 5 | R={is a, part of} | F=Æ | O=<C,{is a, part of},{}> | Метасистема понятий |
В более общих случаях необходимо явно определять смысл терминов словаря с помощью соответствующей аксиоматизации F, целью применения которой является исключение нежелательных моделей и единство интерпретации для всех пользователей.
Онтология второго класса соответствует непустому множеству функций интерпретации, т.е. наличию аксиоматизации. В этом случае каждому понятию из C может быть поставлена в соответствие функция интерпретации f из F. Формально такие функции вводятся следующим образом[1].
Пусть C = C 1 È C 2, где C 1 – множество интерпретируемых понятий, а C 2 – множество интерпретирующих терминов. Тогда
$ (yÎ C 1; x1, x2,¼, xkÎ C 2)
такие, что
y = f ( x1, x2,¼, xk ),
где fÎF.
Введение в рассмотрение функции k аргументов призвано обеспечить более полную интерпретацию, Вид отображения fÎF определяет выразительную мощность и практическую полезность этого вида онтологии
Если считать, что функция интерпретации f задается оператором присваивания (C 1 := C 2), то онтология трансформируется в пассивный словарь Vp [1].
O = Vp = <C 1 È C 2,{}, {:=}>.
Такой словарь пассивен, так как формируется с помощью декларативной функции присваивания, не содержащей каких-либо процедур преобразований. Примеры функций интерпретации приведены в табл.2.
Таблица 2 Примеры функций интерпретации
| F | yÎ C1 | x1, x2,¼, xkÎ C1 |
| f1 | Изделие | Предмет или набор предметов, подлежащих изготовлению на предприятии |
| f2 | Комплекс | Два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций |
| f3 | Комплект | Два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера |
| f4 | Сборочная единица | Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями |
| f5 | Деталь | Изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций |
В инженерном деле функции интерпретации во многом стандартизованы или унифицированы. Их описания содержатся в обширных терминологических справочниках, издаваемых издательством стандартов [2].
Онтологии класса словарей (R=Æ) полезны, но малопродуктивны для автоматизации инженерного проектирования. Для создания интеллектуальных САПР необходимы семантические сети, в которых понятия связываются друг с другом различными отношениями.
К числу основных отношений такого типа относится родовидовое отношение ЕСТЬ-НЕКОТОРЫЙ или в английской нотации “is a”. На базе родовидовых отношений строятся обобщения понятий и разного рода классификаторы. Иерархическая система понятий, связанных между собой отношением is a (быть элементом класса) называется таксономической структурой. Этой структуре соответствует специальный подкласс онтологий,- простая таксономия (табл.1):
O =To = <C, {is a},{}>.
Отношение is a имеет фиксированную заранее семантику и позволяет организовать структуру понятий онтологии в виде дерева. Понятия, приведенные в табл.2, связаны родовидовыми отношениями. Родовым является понятие «изделие». Разновидности его составляют понятия «комплекс», «комплект», «сборочная единица» и «деталь».
Вторым важнейшим классом отношений между понятиями является отношение типа целое-часть, с помощью которого осуществляется абстракция агрегации понятий. В русской нотации это отношение обозначается СОСТОИТ-ИЗ, а в английской “part of”. С помощью этого отношения сложное понятие раскрывается посредством его декомпозиции на составляющие компоненты.
Иерархическая система понятий, связанных между собой отношением “part of” («быть частью») называется мерономической структурой [3]. Этой структуре соответствует подкласс онтологий – простая мерономия (табл.1)
O= Mo =<C, {part of}, {}>
Понятия из табл.2 могут быть связаны между собой не только родовидовыми отношениями, но и отношениями включения part of. При этом отношение целое-часть образует следующую иерархию: комплекс (комплект), сборочная единица, деталь.
На рис.1 приведена семантическая сеть понятий, связанных обоими типами отношений. При этом использована графическая нотация, принятая в стандарте IDEF1X. На этом рисунке обозначено наличие родовидовых декомпозиций понятий. Декомпозиции понятий «сборочная единица» и «деталь» по отношению is a, не раскрытые на рисунке, зафиксированы в классификаторах ЕСКД.

Рис.1. Семантическая сеть изделий
Например, в табл.3 приведены примеры разновидностей сборочных единиц в соответствии с классификатором ЕСКД.
Как видно из примеров функций интерпретации в табл.2, пересечение множеств C 1 и C 2 не являются пустыми (C 1 Ç C 2 ¹ Æ). При определении понятия-разновидности всегда используют родовое понятие в совокупности с ограничивающими терминами. При этом ограничения должны быть построены так, чтобы выделенные подклассы не пересекались, то есть не имели общих экземпляров.
Таблица 3 Классы сборочных единиц по ЕСКД
| N класса | Наименование класса |
| 06 | Оборудование гидромеханических, тепловых, массообменных процессов |
| 28 | Оснастка технологическая. Инструмент режущий |
| 29 | Оснастка технологическая, кроме инструмента режущего |
| 30 | Сборочные единицы общемашиностроительные |
| 31 | Подшипники качения |
| 38 | Двигатели (кроме электрических) |
| 48 | Оборудование подъемно-транспортное и погрузочно-разгрузочное |
| 52 | Машины электрические вращающиеся |
В связи с необходимостью эксплицитной (явной) спецификации процессов функционирования онтологии принято рассматривать онтологические системы. Под формальной моделью онтологической системы So понимают [1] триплет вида:
So = <Ometa, {Od&f}, Xinf>,
где Ometa – онтология верхнего уровня (метаонтология); {Od&f}={Od}È{Of}– множество предметных онтологий и онтологий задач предметной области; Xinf – модель машины вывода, ассоциированной с онтологической системой So.
В модели So имеются три онтологические компоненты:
· метаонтология;
· предметная онтология;
· онтология задач.
Метаонотология оперирует общими концептами и отношениями, которые не зависят от конкретной предметной области. Метаонтология должна содержать концепты и отношения, необходимые как для предметной онтологии, так и для онтологии задач. Последние в совокупности должны обеспечивать построение операциональной модели M предметной области. На основе этой модели производится преобразование исходных данных In, необходимых для автоматизированного проектирования изделий и технологических процессов их изготовления, в выходные данные Out, содержащие модель результатов инженерного проектирования (рис.2).
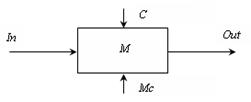
Рис.2. Операциональная модель САПР в нотации IDEF0
Операциональная модель M представляет собой совокупность концептуальной структуры Sk, отражающей понятийную структуру предметной области, и функциональной структуры Sf, моделирующей функции преобразования входных данных In в выходные Out. Sk представляет собой синтаксический аспект предметной онтологии, содержащий описание семантики понятий, а Sf – синтаксический аспект онтологии задач, содержащий смысловое содержание этих задач.
M = (Sk, Sf)
Sk выступает как пассивная компонента, содержащая данные, а Sf – как активная компонента, преобразующая данные [1].
Метаонтологию как и другие виды онтологий целесообразно строить на основе стандартов, причем желательно международных. Компоненту метаонтологии, связанную с описанием концептуальной структуры, целесообразно строить на базе стандарта IDEF1X, а компоненту метаонтологии, связанную с функциональной структурой – на основе стандарта IDEF0.
При таком подходе взаимосвязь между компонентами онтологической системы выглядит, как это представлено на рис.3.
Предметная онтология Sk содержит понятия, описывающие конкретную предметную область и отношения между ними. Каждое понятие имеет полное имя, образуемое словом или словосочетанием естественного языка. В информационных технологиях принято помимо полного присваивать и короткое имя или идентификатор, содержащий не более 8 символов. Содержание понятия описывается с помощью его существенных свойств (атрибутов). Свойства, как и понятия, имеют полные и короткие имена, а также определенный тип данных. Различные понятия не могут иметь одинакового содержания.
Что касается связей между понятиями, то в онтологии инженерных знаний достаточно использовать отношения is a и part of, с помощью которых формируется понятийная метасистема.
На рис.4 представлен экран инструментального средства СПРУТ-технологии, предназначенного для описания предметной онтологии. Формирование имени и идентификатора понятия, а также его содержания производится в средней части экрана с помощью соответствующих панелей редактора. На рис.4 приведено описание родового понятия «Деталь». Содержание этого понятия формируют собственные атрибуты, присущие всем деталям (наименование, обозначение, марка материала, масса и т.п.).

Рис.3 Структура онтологической системы
Родовидовые отношения (is a)формируются с помощью свойства, именуемого дискриминатором. В данном случае это вид детали. Подвиды присоединяются с помощью правого окна. В этом окне перечислены групповые детали: вал, вал-шестерня, втулка, колесо зубчатое и т.п.
Для задания структуры, определяемой отношением part of, используется левое верхнее окно. В нем перечислены комплексные конструкторско-технологические элементы, из которых может состоять деталь: отверстия, элементы осесимметричные и призматические. Кроме того, с помощью этого отношения с деталью соединяются данные ее заготовки, покрытий и термообработки. Описываемое понятие может наследовать свойства других понятий, расположенных выше по иерархии part of . Это наследование задается с помощью левого нижнего окна экрана.

Рис.4 Экран формирования предметной онтологии
Онтология задач Of содержит функции, с помощью которых производится преобразование входных данных In операциональной модели M в выходные Out. Каждая функция, также как и понятие имеет полное и короткие имена. Полное имя в соответствии со стандартом IDEF0 формируется в виде словосочетания, состоящего из отглагольного существительного, описывающего действие, выполняемое функцией (расчет, определение, формирование и т.п.), существительного, указывающего предмет, на который направлено действие, и дополнительных слов, содержащих описание ограничений. Короткое имя представляет собой идентификатор. Подобно свойствам понятия каждая функция имеет набор входных, выходных и управляющих (C) переменных (рис.2). В онтологии инженерных знаний достаточно использовать переменные трех типов: целые и действительные числа и, а также символьные переменные. Переменные имеют полные и короткие имена.

Рис.5 Экран формирования онтологии задач
На рис.5 представлен экран инструментального средства СПРУТ-технологии, предназначенного для формирования онтологии задач. Имена входных, выходных и управляющих переменных выбираются из общего словаря. В качестве неделимого элемента онтологии задач в СПРУТ-технологии принят модуль инженерных знаний (МИЗ), соответствующий функциональному блоку стандарта IDEF0 (рис.2). В качестве механизмов (Mc) реализации функций в МИЗ могут использоваться формулы (рис.5), таблицы, выбор из баз данных, программные модули и т.п. На основе выбранной совокупности МИЗ производится генерация метода.
Каждое понятие связывается с определенным методом, представляющим собой подсистему онтологии задач. Такая пара носит название агент. Машина вывода Xinf онтологической системы инженерных знаний опирается на сетевое представление агентов, образующих метасистему. Функционирование ее связано с двумя процессами: структурным синтезом и синтезом параметрическим. Структурный синтез обеспечивает выбор и активизацию одного из разновидностей понятий во всех родовидовых отношениях. Параметрический синтез формирует экземпляры выбранных понятий путем вычисления выходных переменных с помощью метода и приравнивая их значения свойствам понятия.
Практическое применение инструментальных средств СПРУТ-технологиии, разработанных в соответствии с описанными теоретическими положениями, показало их истинность и высокую эффективность. На основе этой информационной технологии были созданы интеллектуальные системы автоматизированного конструирования (редукторы, электродвигатели) и проектирования технологических процессов (механообработка). При этом в десятки раз по сравнению с традиционными информационными технологиями была сокращена как трудоемкость создания специализированных прикладных систем, так и трудоемкость проектирования с их помощью.
Добавление нового свойства
Добавление нового свойства в словарь осуществляется по нажатию кнопки «Добавить». После этого в конец списка словаря будет добавлена новая строка, и активировано поле ввода имени свойства. При завершении ввода, имя нового свойства проверяется на уникальность. Если свойство с таким именем уже присутствует в словаре, то выдается предупреждение и необходимо отредактировать имя свойства, так чтобы оно стало уникальным.
Если имя свойства заканчивается символом «$», тип значения свойства будет автоматически присвоен STRING.
Затем необходимо отредактировать наименование свойства, и, при необходимости, изменить тип значений и назначить ассоциативный список значений для этого свойства.
Удаление свойства
Удаление свойства из словаря осуществляется по нажатию на кнопку «Удалить». Если кнопка «Удалить» заблокирована - следовательно это свойство используется в словарях МИЗ. Чтобы удалить такое свойство его сначала необходимо удалить из словарей МИЗ, в которых оно используется. После этого кнопка «Удалить» будет разблокирована и свойство можно будет удалить из общего словаря БЗ
Работа с экраном «МИЗы Базы Знаний»
Доступ к экрану «МИЗы Базы Знаний», осуществляется по нажатию на кнопку «Модули» на «Основной Панели» системы.
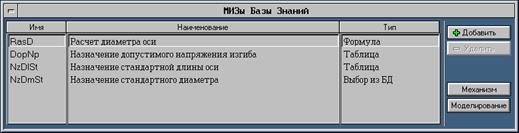
Рис.7.7. Экран системы Sprut-ExPro для работы с модулями инженерных знаний
Функции создания, редактирования параметров и удаление МИЗ аналогичны функциям по работе со Словарем БЗ и описаны в разделе «Работа с экраном «Словарь БЗ»
МИЗ: Выбор из Базы Данных
С помощью этого механизма МИЗ формируется запрос к таблице базы данных и обеспечивается доступ к данным в этой таблице.
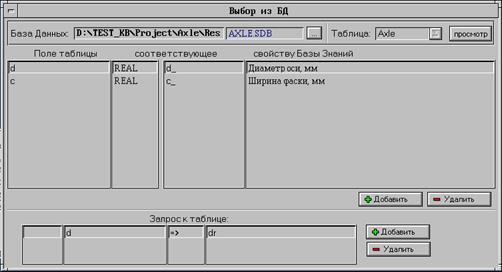
Рис.7.12. Экран системы Sprut-ExPro для формирования выбора из базы данных
Создание и заполнение данными БД осуществляется с помощью «Администратора БД» СПРУТ (sdbm.exe), расположенного в каталоге системы СПРУТ.
Выбор используемой БД осуществляется по нажатию кнопки «…». После этого открывается окно «Выбор файла», в котором в списке файлов необходимо выбрать используемую БД и нажать кнопку «выбрать». Затем в списке выбора «Таблица» необходимо выбрать таблицу, из которой будут выбираться данные. Просмотреть данные, находящиеся в таблице, можно нажатием на кнопку «просмотр».
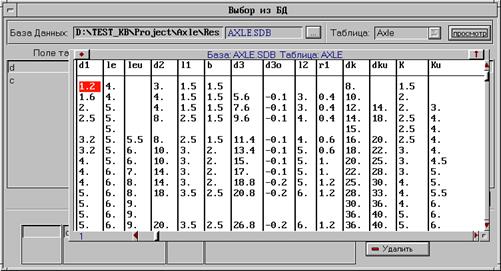
Рис.7.13. Экран системы Sprut-ExPro для просмотра базы данных
Далее необходимо установить соответствие между полем таблицы БД и свойством БЗ. Для этого нажать на кнопку «Добавить» и выбрать свойство БЗ и соответствующее ему поле таблицы. Удаление соответствия осуществляется по нажатию на кнопку «Удалить». При необходимости можно изменить поле таблицы или свойство БЗ на другое, выбрав нужное в списке выбора. Поле таблицы должно совпадать по типу данных со свойством Базы Знаний.
На таблицу БД можно быть наложен запрос: набор условий, которым должны удовлетворять искомые записи в таблице. Таким образом, из таблицы можно выделить подтаблицу, состоящую из нескольких записей базовой таблицы, или единственную запись. Формирование условий производится в списке «Запрос к таблице».
Чтобы сформировать запрос к таблице, необходимо нажать кнопку «Добавить», выбрать имя поля, операцию сравнения, и свойство Базы Знаний, со значением которого будет сравниваться значение поля в таблице. Несколько запросов объединяются в один логическими операциями AND или OR.
При работе МИЗ в свойства БЗ будут считаны данные из соответствующих полей таблицы. Если записей в таблице несколько, то при работе МИЗ будет показан список записей удовлетворяющих запросу, в котором нужно будет указать из какой записи забирать данные.
Основные понятия и функциональная схема автоматизированного операционного технологического процесса
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте.
Рабочее место (РМ) - часть производственной системы, созданная на базе рабочей машины или комплекта технических средств, необходимых для выполнения технологической операции. РМ образует производственную ячейку, представляющую собой совокупность рабочей машины, в которой размещаются материалы или заготовки, средства воздействия на них, а также вспомогательного оборудования и технологической оснастки. Технологическая оснастка состоит из приспособлений, предназначенных для установки или направления предмета труда или инструмента при выполнении технологической операции, и инструментов, предназначенных для воздействия на предмет труда с целью изменения его состояния.
Рассмотрим функциональную схему автоматизированного рабочего места (рис.9.1). Для выполнения технологической операции необходимы средства реализации следующих функций:
- управления, контроля и диагностики;
- установки заготовок на рабочую машину (станок);
- смены инструмента в рабочей позиции;
- обработки детали;
- съема детали и инструментов со станка.
Функция управления, контроля и диагностики необходима для преобразования конструкторско-технологических данных, представленных в форме технологической документации и управляющих программ в команды управления комплексом средств технологического оснащения. Помимо этого функция управления осуществляет преобразование сигналов обратной связи об исполнении команд и ходе технологического процесса. Выполнение этой функции обеспечивается системой ЧПУ станка и робота при участии оператора.
Функция установки заготовок на станок осуществляет изменение положения заготовки, перемещая ее из транспортного средства или накопителя (склада) с установкой ее на станке. Эта функция реализуется роботом или специальным манипулятором.
Функция смены инструмента в рабочей позиции осуществляет изменение расположения инструмента, перемещая его из накопителя или из нерабочей позиции в позицию, в которой инструмент может выполнять рабочий процесс. Эта функция реализуется устройством размещения и смены инструментов.
Функция обработки детали осуществляет изменение состояния заготовки и выполняется рабочей машиной (станком).
Функция съема детали и инструментов со станка изменяет расположение предмета труда и инструментов, освобождая от них станок. Функция реализуется теми же средствами, которые использовались для установки детали и инструментов.
Таблица 10.3 Данные элементов формы
| Имя поля | Формат | Наименование |
| STOR | A1 | сторона детали |
| NKTE1 | I3 | номер констр.-технол. элемента (начальный) |
| NKTE2 | I3 | номер констр.-технол. элемента (конечный) |
| KTE | A19 | конструкторско-технологический элемент |
| EFO | A49 | элемент формы |
| TRZM1 | A21 | тип размера 1 |
| RAZM1 | F7.2 | размер 1, мм |
| IT1 | I2 | квалитет размера 1 |
| Ra1 | F7.3 | шероховатость Ra поверхности 1 ЭФО, мкм |
| RZMZG | F7.2 | размер заготовки, мм |
| KVZ | I2 | квалитет размеров заготовки |
| GRMIZ | A22 | группа материала детали |
| Gb | F7.2 | временное сопротивление материала, МПа |
Таблица 10.4 Типаж размеров
| No | Тип размера | No | Тип размера |
| 1 2 3 4 5 6 7 8 9 10 | диам. нар.(D) диам. внут.(d) лин. ос. нар.(H) лин. ос. внут.(h) лин. нар.(L) лин. внут.(l) рез. мет.(M) угловой (A) уклон (U) конусность (C) | 11 12 13 14 15 16 17 18 19 20 | рез. мет.кон.(MK) рез. трап.(Tr) рез. уп.(S) рез. труб.(G) рад. вып.(R) рад. вог.(r) шаг резьбы (P) дуговой (a) шир. фас. нар.(F) шир. фас. внут.(f) |
Формирование структуры технологического процесса выполняется базой знаний. Эта моделируется с помощью направленного И/ИЛИ графа в вершинах которого располагаются наименования переходов, последовательность выполнения которых определяется дугами. Дуги могут иметь условия, определяющие выбор технологии в зависимости от свойств детали и ее заготовки. Разработка таких баз знаний ведется в системе СПРУТ-ТП и не требует от эксперта никаких знаний в программировании
Экран СПРУТ-ТП приведен на рис.10.1.
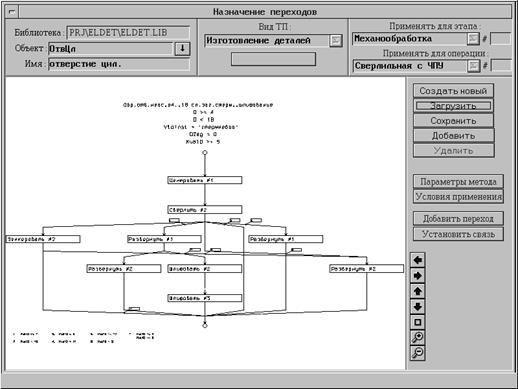
Рис.10.1. Экран формирования технологической базы знаний структурного синтеза
В левом верхнем углу экрана находится функциональная группа элементов, предназначенная для привязки метода к объекту (рис.10.2).
Рис.10.2. Группа элементов для привязки метода к объекту
Библиотека — текущий файл библиотеки объектов.
Объект — идентификатор (короткое имя) текущего объекта.
Кнопка «¯» — выбор объекта из текущей библиотеки.
Имя — наименование (длинное имя) текущего объекта.
Сверху, по центру экрана находится функциональная группа элементов, с помощью которой устанавливается вид ТП, при проектировании которого будет применяться данный метод (рис.10.3).
Рис.10.3. Группа элементов установления вида ТП
Стрелка вниз — выбор вида технологического процесса.
В правом верхнем углу экрана находится функциональная группа элементов указывающая на этап и операцию в этом этапе, для которой редактируемым методом проектируется последовательность переходов (рис.10.4).
Рис.10.4. Группа элементов, указывающая на этап и операцию в этапе
Выбор этапа и операции осуществляется из списка ‘типовых фраз для записи ТП’. Расположенные правее поля ввода служат для указания номеров этапа и операции соответственно.
В окне графического навигатора отображается “И-ИЛИ” граф ТП (рис.10.5).
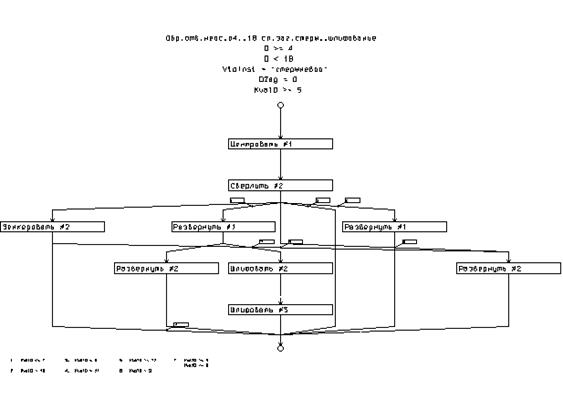
Рис.10.5. Граф ТП
Редактирование “И-ИЛИ” графа ТП осуществляется с помощью кнопок представленных на рис.10.6.
Рис.10.6. Кнопки редактирования графа ТП
Кнопка «Добавить переход» — добавить новый переход как вершину “И-ИЛИ” графа. После нажатия на эту кнопку необходимо в окне графического навигатора указать дугу графа, в которую требуется добавить переход. Добавляемый переход выбирается из библиотеки типовых переходов или библиотеки типовых фраз. Кнопка «Установить связь» — добавить дугу возможного перехода. После нажатия на эту кнопку необходимо в окне графического навигатора последовательно указать вершины графа, которые должна соединять создаваемая дуга.
Экран выбора перехода из библиотеки типовых фраз представлен на рис.10.7.
Рис.10.7. Экран выбора перехода из библиотеки типовых фраз
В верхней части экрана расположен элементы выбора перехода и поле для назначения его номера. Кнопка «Ок» — закончить процедуру выбора.
Редактирование переходов, входящих в граф, осуществляется путем выбора указателем мыши этого перехода в окне графического навигатора и нажатия правой клавиши мыши. При этом выбранный переход выделяется цветом и появляется меню (рис.10.8).
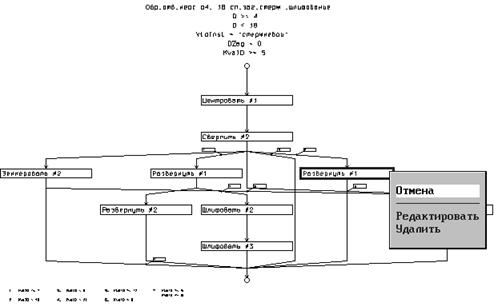
Рис.10.8. Редактирование переходов, входящих в граф
Пункт «Отмена» — отказ от редактирования.
Пункт «Редактировать» — переход к выбору конкретного перехода, который осуществляется подобно этому выбору при добавлении перехода.
Пункт «Удалить» — удаление выбранного перехода.
Редактирование переходов (дуг графа) осуществляется путем выбора указателем мыши конкретной дуги в окне графического навигатора и нажатия правой клавиши мыши. При этом выбранная дуга выделяется цветом и появляется меню (рис.10.9).
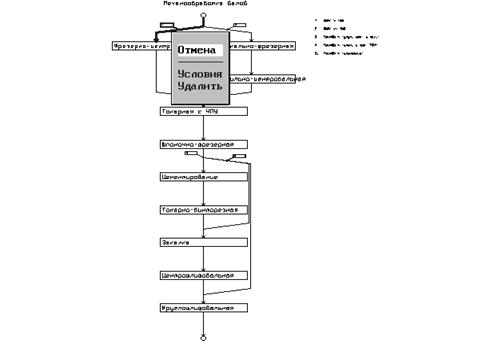
Рис.10.9. Меню редактирования переходов
Пункт «Отмена» — отказ от редактирования.
Пункт «Условия» — переход к редактированию условий выбранной дуги.
Пункт «Удалить» — удаление выбранной дуги.
Результаты проектирования заносятся в табл.10.5, которая является продолжением табл.10.3.
Таблица 10.5 Технологические данные обработки элементов формы
| Имя поля | Формат | Наименование |
| Ntp | I3 | номер типового перехода |
| RZMOB | F7.2 | обрабатываемый размер(расчетный), мм |
| Dinr | F7.3 | диаметр режущего инструмента (расчетный), мм |
| Sper | A29 | содержание перехода |
| VIDIN | A28 | вид режущего инструмента |
| ETAP | A12 | этап обработки |
| KVOB | I2 | квалитет обработки |
| RaOB | F7.3 | шероховатость Ra обработки, мкм |
| PRIOR | I3 | приоритет |
На основании полученных данных формируется запрос к базе данных режущего инструмента. Технологу на экран выводится информация об инструменте, который может быть использован для выполнения перехода. При наличии инструмента он выбирает один из допустимых, а при отсутствии формирует запрос на его проектирование. Данные инструмента присоединяются к полученным ранее и используются для расчета режимов обработки. Этот расчет производится с помощью баз знаний, построенных также на блоках принятия решений.
На этом заканчивается проектирование технологии обработки одного элемента формы. После завершения подобных проектных процедур для всех элементов формы производится упорядочение последовательности переходов по приоритетам. Технолог может управлять этим процессом, редактируя приоритеты по своему усмотрению. В итоге формируется законченный операционный технологический процесс.
Чтобы рассчитать управляющую программу для станка с ЧПУ нужно к технологическим данным, полученным вышеописанным способом, прибавить геометрические данные каждого элемента формы. В табл.10.6 приведена классификация упомянутых геометрических данных.
Таблица 10.6 Геометрическая классификация областей выполнения технологических переходов
| ОБРАБАТЫВАЕМЫЕ ОБЛАСТИ | ОДНОСВЯЗНЫЕ | МНОГОСВЯЗНЫЕ | |
| Одномерные | Прямолинейные | Обработка отверстия | Обработка соосных отверстий в нескольких стенках |
| Непрямолинейные | Точение и раста- чивание контура | Фрезерование контуров кармана с бобышками | |
| Двумерные | На плоскости | Точение и растачивание зоны обработки | Фрезерование кармана с бобышками |
| На криволинейной поверхности | Фрезерование кармана без бобышек | Фрезерование кармана с бобышками | |
Понятие машиностроительного изделия
Машиностроительные производства создаются для выпуска изделий машиностроения. Под изделием понимается материальный предмет или набор предметов, предназначенных для удовлетворения определенных общественных или индивидуальных потребностей. Изделиями машиностроения являются, в основном, машины и аппараты. Машина - это механизм или сочетание механизмов, осуществляющих целесообразные движения для преобразования энергии или производства механических работ. В зависимости от основного назначения различают два класса машин: машины-двигатели, с помощью которых один вид энергии преобразуется в другой, и машины-орудия или рабочие машины, с помощью которых производится изменение формы, свойств или положения объекта труда. Аппараты - это изделия, предназначенные для преобразования энергии или вещества без непосредственного использования движущихся частей.
В зависимости от производственного назначения различают изделия основного и вспомогательного производства. К изделиям основного производства относятся изделия, предназначенные для поставки потребителям (реализации), а к изделиям вспомогательного производства - изделия, предназначенные только для собственных нужд изготовляющего их предприятия.
С теоретико-системной точки зрения изделия представляют собой технические объекты (ТО), а сложные изделия - технические системы. На верхнем уровне абстрагирования ТО рассматривается как "черный ящик". Эта модель, вытекающая из общей модели технической системы преобразований [12], представлена на рис.1.1.
ТО связан с другими составными частями системы преобразований: операндами (Od), людьми-операторами (H), смежными техническими системами (TS) и реальным окружением (U). Операнды связаны с назначением ТО - осуществлять преобразование операндов из исходного состояния Od1 в результирующее Od2. Различают четыре класса операндов [12]:
1. Живые существа. Технический процесс изменяет состояние (болен - здоров) либо местоположение этих операндов, которые в виду специфичности и ограничений для этого класса операндов целесообразно выделять из класса материи.
2. Материя. В техническом процессе изменяются основные свойства или форма, размеры, местоположение и т.д.
3. Энергия. В техническом процессе различные виды энергии (энергоносители) преобразуются в другие виды, а также происходит изменение их свойств.
4. Информация. В техническом процессе изменяются форма, количество, качество и местоположение информации.
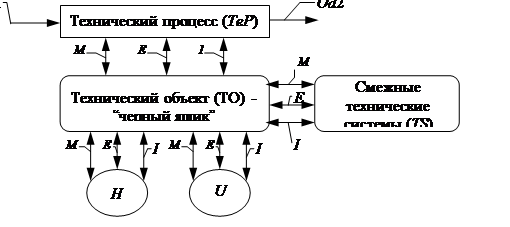
Рис.1.1 Общая модель ТО
ТО для своего функционирования нуждаются в управлении и обслуживании со стороны людей-операторов, выполняющих рабочие и (или) вспомогательные действия.
ТО функционируют, как правило, в составе технических систем, включающих другие технические объекты и процессы, и осуществляют взаимодействие с ними.
Все ТО имеют непосредственную или опосредованную связь с геосферой и другими естественными и искусственными системами.
Помимо указанных нужных связей имеются и нежелательные и не всегда достаточно известные побочные воздействия окружения, называемые помехами.
Функция технической системы определяется реализуемым в ней техническим процессом (TeП).
Потребность в технической системе формализованно представляется в таком виде:
P = ( D, G, H) (1.1)
где D - указание действия, приводящего к реализации интересующей потребности; G - указание объекта, на который направлено действие; H - указание особых условий и ограничений, при которых выполняется действие D.
Описание технической функции содержит следующую информацию [11]:
- потребность, которую должно удовлетворять ТО,
- физическая операция (превращение, преобразование), с помощью которой реализуется потребность
F = ( P, Q) (1.2)
где P - потребность в ТО, описываемая по формуле (1.1); Q
- физическая операция
Q: Od1 --> Od2 (1.3)
Например, формулировка потребности в изделии "чайник" представлена в табл.1.1. и заключается в нагревании жидкости, заключенной в емкость. Основная физическая рабочая операция состоит в поглощении жидкостью теплового потока, что приводит к изменению ее температуры.
Таблица 1.1 Техническая функция ТО "Чайник"
| Потребность | ||
| D | G | H |
| нагревание | жидкости | в емкости |
| Физическая операция | ||
| At | E | Ct |
| тепловой поток | поглощение | температура(изм) |
Классификация изделий
Единая система конструкторской документации (ЕСКД) устанавливает следующие виды изделий: детали, сборочные единицы, комплексы и комплекты. Изделия в зависимости от того, имеются в них составные части или нет, делят на специфицированные (сборочные единицы, комплексы и комплекты) и неспецифицированные (детали).
Комплекс (КС) включает в себя два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. В комплекс кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций.
Комплект - это два или более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий (сборочных единиц, деталей), имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, инструмента и принадлежностей. Поскольку комплект не несет определенных конструктивных функций, то в дальнейшем мы рассматривать его не будем.
Сборочной единицей (СЕ) называют изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями. Сборочная единица может состоять из других сборочных единиц (подсборок, узлов) и деталей.
Деталью (ДЕТ) называют изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. К деталям также относят изделия с защитными или декоративным покрытием или изготовленные с применением местной сварки, пайки, склеивания, например, хромированная гайка или спаянная из одного куска листового материала трубка.
Приведенные выше определения содержат в себе взаимосвязи упомянутых систем по отношению "целое-часть", определяющие их иерархическую упорядоченность (рис.1.2).
Для обеспечения возможности конструирования оригинальных деталей и проектирования технологических процессов их изготовления необходима декомпозиция деталей на составляющие элементы.
Конструктивным элементом (КЭ) детали будем называть совокупность смежных поверхностей, имеющих, как правило, определенное конструктивное функциональное назначение. В качестве конструктивных элементов детали первого уровня выступают ее стороны, отображаемые, как правило, на различных проекциях чертежа детали и обрабатываемые в различных установах.
Осесимметричные детали имеют две стороны,- правую и левую. Корпусные детали могут иметь шесть и более сторон.
Для создания сквозных конструкторско-технологических САПР в рассматриваемой иерархии должны быть уровни, обеспечивающие связь между конструкторскими и технологическими решениями. Для проектирования типовых и групповых технологических процессов такими уровнями являются унифицированные сборочные единицы и детали. Для синтеза единичных технологических процессов должен быть особый уровень конструкторско-технологических элементов.
Конструкторско-технологическим элементом (КТЭ) будем называть совокупность смежных поверхностей, имеющих определенную конструктивную функцию, принадлежащих одной из сторон детали и обрабатываемых с помощью наборов технологических переходов определенного вида: токарных, сверлильно-расточных, фрезерных. К числу КТЭ принадлежат разного вида наружные поверхности вращения (валы), отверстия, элементы призматического типа и фасонные.
Конструкторско-технологические элементы формируются из элементов формы (ЭФ). Элемент формы представляет собой одну или несколько смежных поверхностей, выполняющих определенную конструкторскую или технологическую функцию и обрабатываемых с помощью технологического перехода определенного типа. К числу элементов формы относят ступени отверстий и наружных поверхностей вращения различных типов, открытые, полуоткрытые и закрытые поверхности, включая плоскости, окна, уступы и т.п. На основных элементах формы могут располагаться дополнительные: канавки, фаски, скругления, галтели, пазы и т.д.
Элементами формы завершается декомпозиция конструктивных объектов. Ниже элементов формы располагаются уровни геометрических объектов: поверхностей (ПОВ), линий (ЛИН) и точек (ТОЧ) (рис.1.2). Поверхности, как двумерные элементы, занимают верхний уровень геометрической иерархии. Линии, как одномерные элементы, которые могут располагаться на поверхностях, являясь линиями их пересечения, занимают промежуточное положение. Точки - нульмерные элементы - определяют граничные элементы линий и образуют нижний уровень геометрических объектов.
Рис.1.2. Системная иерархия машиностроительных и геометрических объектов
Наконец, нижнюю ступень рассматриваемой иерархии занимают скалярные величины, используемые как переменные для определения объектов вышерасположенных уровней.
Построенная иерархия определяет базовую номенклатуру систем, используемых при конструировании. Полная номенклатура может быть получена с помощью родовидовой декомпозиции систем каждого уровня. Применительно к машиностроительным изделиям такая декомпозиция производится с помощью классификаторов.
Комплексы в машиностроении создаются для удовлетворения потребностей различных отраслей: горнодобывающей, металлургической, транспортной, энергетической, сельскохозяйственной, строительной, приборо- и машиностроительной и т.п. Например, гибкая производственная система представляет собой типичный технологический комплекс, состоящий из набора сборочных единиц: оборудования для обработки резанием, прессового, литейного или сварочного механического, средств измерения, транспортных средств и средств складирования, средств управления, оснастки технологической, тары и т.п.
В табл.1.2 и табл.1.3 приведены примеры классов сборочных единиц и деталей в соответствии с ЕСКД. Классификация сборочных единиц производится по функциональному признаку, а деталей - по конфигурации.
Таблица 1.2 Классы сборочных единиц по ЕСКД
| N класса | Наименование класса |
| 04 28 29 30 | Оборудование для обработки резанием, прессовое, литейное и сварочное механическое Оснастка технологическая. Инструмент режущий Оснастка технологическая, кроме инструмента режущего Сборочные единицы общемашиностроительные |
Таблица 1.3 Классы деталей по ЕСКД
| N класса | Наименование класса |
| 71 72 73 74 75 76 | тела вpащения тела вpащения: с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные, секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные, емкостные, подшипников. не тела вращения: корпусные, опорные, емкостные. не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы. тела вpащения и (или) не тела вращения: кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуда, оптические, электрорадиоэлектронные, крепежные. технологической оснастки, инструмента. |
Дата: 2019-05-29, просмотров: 381.