Проектирование приспособления должно начинаться с разработки его принципиальной схемы, которая оформляется в виде простейшего чертежа
(рисунок 2), выражающего основную идею приспособления.
Принципиальная схема сборочно-сварочного приспособления представляет собой чертеж сварного изделия, на котором в виде условных обозначений указаны места, способы фиксирования и закрепления всех деталей, а также способы и устройства для установки, поворота, подъема, съема деталей и изделий, другие механизмы. При изготовлении принципиальной схемы наносить на нее все детали будущего приспособления подробно не следует. Детали и механизмы приспособления изображаются на ней условными обозначениям. При необходимости отдельные механизмы приспособления могут быть выполнены довольно подробно.
На схеме указываются те размеры, которые конструктор должен соблюдать при проектировании приспособления с особой точностью. В качестве установочных баз предпочтительно использовать механически обработанные поверхности или отверстия деталей.
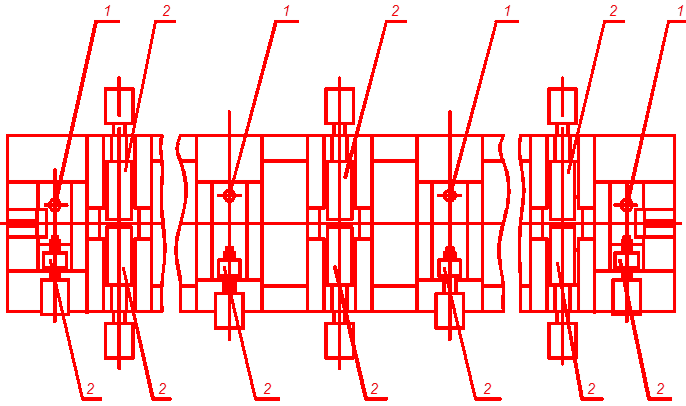
Рисунок 2. Принципиальная схема приспособления для формы для отливки шпал.
Для установки деталей из прокатных профилей упоры (фиксаторы) необходимо ставить к обушку, а не к полке. Размещение упоров (1, рисунок 1) не должно вызывать замещения в приспособлении собранного и прихваченного изделия. Упоры должны исключать сдвиг изделия в сторону установочных элементов и обеспечивать свободный его съем. Для таких изделий неподвижные упоры располагаются не по всему периметру, а лишь по двум смежным сторонам; по остальным сторонам ставят отводные, откидные или съемные упоры. В последнем случае точность сборки несколько снижается.
Установленные в приспособлении детали или узлы должны сохранять свое положение в процессе сборки, прихватки, сварки или наплавки, поэтому их закрепляют с помощью тех или других зажимных устройств (2, рисунок 1). Чтобы не сместить детали в приспособлении в процессе их зажатия, необходимо правильно выбрать схему расположения опор, а также места приложения сил зажима. Как правило, на выбранной схеме все приложенные к детали силы, стремящиеся нарушить положения детали в приспособлении, а также силы, стремящиеся сохранить это положение (силы трения реакции опор) отмечают стрелками.
Прижимы располагают против упоров, вблизи них. В одном приспособлении должно быть не долее двух типов прижимов (как правило один).
Выбор и обоснование типа установочных и прижимных
Элементов
Сборочно-сварочное приспособление состоит из основания (рамы или корпуса), фиксирующих (установочных) элементов, прижимов, поворотных устройств, вспомогательных деталей и устройств.
Основание приспособления представляет собой элемент, объединяющий в одну конструкцию все части приспособления. На основании располагаются опорные и направляющие детали, упоры и опоры, определяющие положение устанавливаемых деталей, втулки, бобышки, кронштейн и другие фиксаторы.
Основание воспринимает массу изделия и все усилия, возникающие в процессе сборки, прихватки, сварки, кантовки. При этом оно должно обеспечивать точность расположения установочных деталей (как в статическом состоянии), а также отсутствие смещений и вибраций при любых поворотах, т.е. обладать достаточной жесткостью и прочностью.
Основание приспособления должно быть технологичным, иметь рациональное, конструктивное оформление, обладать, возможно, меньшей массой и быть компактным.
Основания приспособлений получают отливкой, ковкой, сваркой, сборкой из отдельных элементов на болтах и другими способами. Экономически целесообразно изготавливать сварно-литые, сварно-кованые, сварно-штампованные основания, а также применять для их производства низколегированные стали повышенной прочности, гнутые профили.
При проектировании сварных оснований необходимо, чтобы:
a) свариваемые детали имели примерно одинаковую толщину;
б) конфигурация шва обеспечивала высокую усталостную прочность соединения;
в) одним швом соединялось не более двух деталей;
г) расположение швов создавало минимум деформаций основания;
д) обеспечивалось симметричное расположение ребер, усиливающих основания приспособлений, а их приварка производилась с двух сторон.
Основания поворотных приспособлений должны иметь полки или фланцы с отверстиями для крепления к планшайбам кантователей и вращателей. В стационарных приспособлениях предусматривают открытые пазы или отверстия для крепления к фундаменту или к рамам технологического оборудования.
Установочные детали (опоры, упоры, пальцы, призмы, установочные конусы) образуют базовые поверхности приспособлений и обеспечивают правильную ориентацию деталей в них в соответствие с правилом шести опорных точек.
Опоры приспособлений разделяют на основные и вспомогательные. Основные опоры определяют положение детали в пространстве, лишая ее всех или нескольких степеней свободы (как правило, они жестко закрепляются в корпусе приспособления запрессовкой или сваркой), вспомогательные – предназначены для придания детали дополнительной жесткости и устойчивости, например, в тех случаях, когда деталь может опрокинуться или из-за малой жесткости деформироваться.
Основными опорами сборочно-сварочных приспособлений могут быть опорные штыри с плоской, сферической и насеченной головками.
Детали больших размеров с обработанными базовыми плоскостями устанавливают на пластины, а детали небольших и средних размеров – на штыри. Регулируемые винтовые опоры могут применяться как основные и как вспомогательные опоры. Вспомогательные опоры не влияют на точность базирования деталей.
Упоры устанавливаются для фиксирования деталей по боковым поверхностям. В качестве упоров, размещаемых по контуру монтируемой детали, могут использоваться прямоугольные планки, штыри, ребра. Упоры могут быть постоянными, поворотными, откидными, отводными или съемными с рифленой, сферической или плоской базовой поверхностью.
Рационально, чтобы упор одновременно являлся и опорной базой. Откидные и отводные упоры применяются в тех случаях, когда форма деталей при конструкциях изделия не позволяет свободно снять его после прихватки с приспособления.
При установке деталей с наружными цилиндрическими поверхностями в качестве основных опор применяют призмы или специальные призмы с выемкой для длинных или ступенчатых деталей.
Установочные пальцы могут быть постоянными и сменными.
Дата: 2019-05-28, просмотров: 323.