Для сравнения следует выбирать такие операции, в которых не четко просматривается технико-экономическая эффективность выбранной степени автоматизации. Такому критерию соответствует операция 055 – сборка: установить ЭРЭ поз. 6, 7, 8, 9, 10 на свои выводы подгибкой. В данной операции устанавливается 11 конденсаторов на автомате установки ЭРЭ с радиальными выводами. Сравниваться будут операции автоматической и ручной установки.
8.2 Установление содержания переходов вариантов выполнения операций и их нормирование
Таблица 8.2.1 - Нормирование операций переходов для ручной сборки
| Номер перехода | Содержание перехода | Топ Табличное, мин | Количество нормируемых единиц, необходимых для выполнения перехода. | Топ расчетное, мин |
| 1 | Извлечь плату из тары | 0,055 | 1 | 0,55 |
| 2 | Установить плату на подставку | 0,017 | 1 | 0,017 |
| 3 | Извлечь ЭРЭ из тары | 0,016 | 1 | 0,016 |
| 4 | Установить ЭРЭ на плату, вставив выводы в соответствующие отверстия платы | 0,058 | 1 | 0,058 |
| 5 | Подогнуть выводы с обратной стороны платы | 0,124 на 2 вывода | 2 | 0,124 |
| 6 | Обрезать излишки выводов | 0,214 на 2 вывода | 2 | 0,214 |
| 7 | Повторить переходы 3-6 для остальных ЭРЭ согласно чертежу | 0,412 | 10 | 4,12 |
| 8 | Проверить правильность установки ЭРЭ внешним осмотром | 0,03 | 11 | 0,33 |
| 9 | Снять плату с установленными ЭРЭ с подставки | 0,015 | 1 | 0,015 |
| 10 | Уложить плату в тару | 0,017 | 1 | 0,017 |
| Общее время, мин | 5,44 | |||

Таблица 8.2.2 - Нормирование операций переходов для автоматической сборки
| Номер перехода | Содержание перехода | Топ Табличное, мин | Количество нормируемых единиц, необходимых для выполнения перехода. | Топ расчетное, мин |
| 1 | Установить программную перфоленту в считывающее устройство автомата | 0,134 | 1 | 0,134 |
| 2 | Извлечь бобину с вклеенными в ленты ЭРЭ из тары | 0,05 | 1 | 0,05 |
| 3 | Установить бобину с вклеенными в ленту ЭРЭ в укладочный блок автомата | 0,15 | 1 | 0,15 |
| 4 | Извлечь плату из тары | 0,055 | 1 | 0,055 |
| 5 | Установить плату на координатный стол автомата | 0,06 | 1 | 0,06 |
| 6 | Установить ЭРЭ на плату в автоматическом режиме | 0,01 | 11 | 0,11 |
| 7 | Снять плату со стола автомата | 0,06 | 1 | 0,06 |
| 8 | Проверить правильность и качество установки ЭРЭ внешним осмотром | 0,03 | 11 | 0,33 |
| 9 | Уложить плату с установленными ЭРЭ в тару | 0,017 | 1 | 0,17 |
| Общее время, мин | 1,119 | |||
Проанализировав полученные значения операционного времени для обоих случаев, можно сделать вывод, что вариант установки конденсаторов на автомате верен и является более технологичным и менее трудоемким.
8.3 Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Оперативное время на выполнение операции берем из таблиц (8.2.1) и (8.2.2):
1) Для ручной сборки:
 мин;
мин;
2) Для автоматической сборки:
 мин.
мин.
Определим норму штучного времени для каждой операции по формуле:
 (8.3.1)
(8.3.1)
Где  оперативное время на выполнение монтажной операции, мин;
оперативное время на выполнение монтажной операции, мин;
 поправочный коэффициент, учитывающий группу сложности и вид производства;
поправочный коэффициент, учитывающий группу сложности и вид производства;  ;
;
 подготовительно-заключительное время, время обслуживания рабочего места и личные надобности, процент от оперативного времени;
подготовительно-заключительное время, время обслуживания рабочего места и личные надобности, процент от оперативного времени;  ;
;
 время на отдых, процент от оперативного времени;
время на отдых, процент от оперативного времени;  .
.
1) Для ручной сборки:
 мин.
мин.
2) Для автоматической сборки:
 мин;
мин;
Определим подготовительно-заключительное время Тп.з.. Это время, которое рабочий затрачивает на первоначальное ознакомление с работой и чертежом, наладку оборудования, инструментов для выполнения данной операции и другие заключительные работы после выполнения работы:
 (8.3.2)
(8.3.2)
Где n – количество изделий в партии.
1) Для ручной сборки:
 мин;
мин;
2) Для автоматической сборки:
 мин,
мин,
Где 30 минут добавлено на настройку автоматического оборудования.
Рассчитаем штучно-калькуляционное время:
 (8.3.3)
(8.3.3)
Где  подготовительно-заключительное время на партию изделий;
подготовительно-заключительное время на партию изделий;
1) Для ручной сборки:
 мин
мин
2) Для автоматической сборки:
 мин
мин
По этим двум зависимостям построим графики, на которых можно сравнить трудоемкость для ручной и автоматической сборки. (рис.8.3.1).
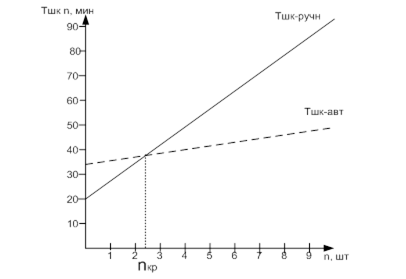
Рис.8.3.1 – График трудоемкости ручной и автоматической сборки
nкр – значение, при котором оба варианта выполнения операции равноценны. Для данного случая nкр=2 шт. Если n>2 более рациональным по трудоемкости, в зависимости от количества изделий в партии, является вариант установки ЭРЭ на ПП в автоматическом режиме. Если n<2 шт., то использование ручной установки более технологично. Т.к. в нашем случае в партия 150 шт, то оптимальным вариантом для данной операции является установка ЭРЭ на автомате.
Дата: 2019-05-28, просмотров: 374.