ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ СКЛАДАННЯ ПЛАТИ ПЕРЕТВОРЮВАЧА ВОЛОГОСТІ ГАЗУ
2009
 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
Введение
1. Назначение электронного узла, условия работы
2. Анализ технических условий на сборку и контроль
2.1 Технические требования конструктора
2.2 Лак УР-231 ОСТ 92-1468-90
2.3 Припой ПОС 61 ГОСТ 21931-76
2.4 Технические требования и требования безопасности к типовым операциям сборки и контроля блоков и узлов на печатных платах ОСТ 92-1042-82
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
3. Определение типа производства
4. Выбор организационной формы сборки
5. Анализ технологичности
5.1 Качественная оценка технологичности
5.2 Количественная оценка технологичности
6. Разработка технологической схемы сборки
7. Разработка маршрутной технологии
7.1 Анализ типового технологического процесса и выбор необходимых операций для разработки единичного ТП
7.2 Разработка операций единичного ТП, установления их содержания
7.3 Выбор оборудования, приспособлений, инструмента и вспомогательных материалов
7.4 Маршрутная технология единичного ТП
8. Разработка операционной технологии
8.1 Выбор операции для разработки и оптимизации по трудоемкости
8.2 Установление содержания переходов, вариантов выполнения операций и их нормирование
8.3 Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
9. Нормирование технологического процесса и уточнение типа производства
Заключение
Список использованной литературы
ВВЕДЕНИЕ
Технология изготовления приборов является неотъемлемой частью разработки определенного вида изделий. Технологическим процессом сборки называют совокупность операций по соединению, координированию, фиксации, закреплению деталей и сборочных единиц для обеспечения их относительного положения и движения, необходимого для выполнения функционального назначения сборочной единице и общей сборки приборов. На самом раннем этапе разрабатывается технология новых материалов, затем из новых материалов изготавливаются детали и только потом детали собираются в готовый прибор.
Процесс сборки является заключительным этапом изготовления прибора, а значительной степени определяющим его основные эксплуатационные качества. Выполнение сборочных работ связано с большой затратой времени и охватывает механическую сборку деталей, сборку электрорадиоэлементов и монтаж их пайкой, наладку и регулировку, а также контрольные проверочные операции. Под проектированием технологического процесса сборки подразумевают процесс подготовки технической документации для производства изделий в конкретных условиях заданной программы при соблюдении технологических и экономических ограничений. Независимо от типа и вида производства проектирование технологического процесса содержит в себе разработку маршрутных и операционных технологий, выбор технологического оборудования, технологической оснастки и инструментов, технико-экономическую оценку варианта технологического процесса
НАЗНАЧЕНИЕ ЭЛЕКТРОННОГО УЗЛА И УСЛОВИЯ ЕГО РАБОТЫ
Плата преобразователя влажности газа предназначена для приемки, обработки сигнала со всеми последующими вычислениями и выдаче информации на дисплей и компьютер (или в любую систему автоматического регулирования). Питание платы осуществляется от сети. Микросхемы питаются напряжением +5В, которое идет от стабилизатора. Входной сигнал поступает в преобразователь от чувствительного элемента, который находится в трубе с контролируемым газом. Данное устройство нашло применение на отопительных станциях, а так же на транспортировочных газовых трубах.
Лак УР-231 ОСТ 92-1468-90
Ø Область применения [1] – узлы, субблоки, блоки на микросхемах и других радиоэлементах с объемным или печатным монтажом на однослойных или многослойных печатных платах, выполненных различными методами. Компаундом, специальным лаком или фотолаком; места развальцовки, керповки; детали крепежа, экраны, металлические корпуса и детали приборов. Предназначен для отделки и защиты металлических и неметаллических деталей и узлов, влагозащиты и электроизоляции электрорадиодеталей, определяет их выбор, свойства и область применения.
Ø Химический состав: смесь полуфабрикатного лака УР-0231 или УР-0231Л и диэтиленгликольуретана (ДГУ70) ДГУ(65/35) с массовой долей 70% по ТУ 6-03-388 (количество частей по массе=100).
Ø Физико-механические свойства:
- водопоглощаемость после 48 часов испытаний при 20 °С=1%;
- грибостойкий.
Токсикологическая характеристика:
Лаки УР – 231 являются токсичными и горючими материалами, что обусловлено свойствами входящих в их состав смол, растворителей и применяемых для их отвердевания отвердителей. На человека лак оказывает следующее воздействие: наркотическое действие на нервную систему, раздражающее действие на кожу, слизистые оболочки глаз и дыхательных путей, поражает легкие, вызывает острые и хронические отравления. Высушенная пленка лака не оказывает вредное воздействие на организм человека.
Припой ПОС-61 ГОСТ 21930-76
Ø Область применения [2] – лужение, пайка (при ручном и механизированном способах) выводов ЭРЭ, в том числе интегральных схем (ИС) и полупроводниковых приборов (ПП) электромонтажных элементов печатных плат, электромонтажных соединений ячеек и блоков, точных приборов, микропроводов, печатных кабелей и других изделий РЭА.
Ø Химический состав:
- олово – 59 - 61%;
- свинец – остальное;
- сумма примесей – не более 0,29%.
Ø Физико-механические свойства:
- время сопротивления разрыву при температуре 20°С – 42,18 Н/м2*106;
- температура плавления: начальная – 183°С, конечная - 190°С;
- плотность при температуре 20°С – 8500 кг/м3;
- коэффициент теплового расширения  ;
;
- теплопроводность – 50,24 Вт/(м*К);
- удельное электрическое сопротивление 0,139*10-6 Ом*м;
Ø Токсикологические характеристики:
- характер воздействия: поражение печени, селезенки, системы кроветворения. По характеру влияния сходны с действием металлического свинца;
- влияние на кожу: при длительном воздействии – хроническая экзема;
- 1 класс токсичности и опасности по ГОСТ 12.1.007-76;
- ПДК в воздухе рабочей зоны 0,010 мг/м3 по свинцу.
2.4 Технические требования и требования безопасности к типовым операциям сборки и контроля блоков и узлов на печатных платах ОСТ 92-1042-82
Требованиям к узлам и блокам [3]
Окончательный монтаж регулировочных элементов должен производиться после регулировки изделия, о чем должно быть указано в технологическом процессе.
Требования к рихтовке, формовке и обрезке выводов элементов
Рихтовку выводов элементов допускается выполнять при условии обеспечения неподвижности участка вывода на расстоянии не менее 1 мм от корпуса. При этом не допускается перемещение торца выводов микросхем в корпусах с плоскими выводами в горизонтальной плоскости на величину более ширины вывода.
Для микросхем, имеющих в состоянии поставки отклонения концов выводов от плоскости заделки, допускается возвращать их в исходное положение, обеспечив при этом неподвижность участка вывода на расстоянии не менее 1 мм от корпуса.
Требования к лужению и пайке
Флюсы и припои должны соответствовать ОСТ 4ГО.033.200. основными припоями являются припои марок ПОС 61, ПОС 61М, ПОССу 61-05, ПОСК 50-18 по ГОСТ 21931-76.
Основными флюсами являются ФКСп, ФКЭт по ОСТ 4ГО.033.200, ФКТ по ТУ 13 – 4000177 – 51 – 84.
Флюс, поступающий на рабочие места, должен иметь отметку в сопроводительной документации о дате его изготовления, сроке годности, а в случае необходимости указание величины удельной электрической проницаемости.
На емкости, в которой находится флюс, должна быть указана марка флюса.
При изготовлении канифольных флюсов следует использовать канифоль ОК – 5 ТУ 13-4000177-154-83. При необходимости допускается увеличение содержание канифоли во флюсе ФКТ по ТУ 13-4000177-51-85 до 30 - 50% за счет уменьшения содержания растворителя.
Лужение выводов элементов, концов проводов и пайку их на печатные платы следует производить припоем одной марки.
Допускается лужение выводов элементов, концов проводов и контактных площадок печатных плат производить припоем ПОС 61 по ГОСТ 21931-76, пайку – припоем ПОСК 50-18 по ГОСТ 21931-76.
Требования к пайке
Температура и время пайки выводов элементов и концов проводов не должны превышать значений, указанных в стандартных и технических условиях на элементы. В случае отсутствия таких указаний при пайке выводов элементов, кроме микросхем, концов проводов должны выполняться следующие требования:
- температура стержня электропаяльника – не более 265°С;
- время пайки – не более 3с;
- интервал между повторными пайками – не менее 20 с;
- количество перепаек – не более 2.
Требования к паяным соединениям
Пайка должна быть по возможности «скелетной», т.е. под припоем должен просматриваться контур вывода элемента. Торец вывода может быть видимым и нелуженым. Допускается «заливная» форма паяного соединения, когда выводы элемента полностью скрыты припоем.
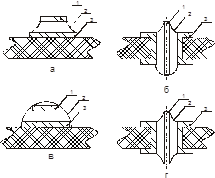
Рисунок 2.5.1 – Варианты пайки 1 – вывод элемента; 2 – припой; 3 – контактная площадка.
Требования к лужению
Участок вывода элемента, подлежащий пайке, должен подвергаться лужению припоем на расстоянии от корпуса, указанном в технических условиях на элемент.
В случае отсутствия таких указаний лужение выводов элементов следует производить на расстоянии от корпуса не менее 1 мм.
На поверхности выводов элементов и проводов, подлежащих лужению, не должно быть лака, краски, коррозии, темных пятен.
При необходимости допускаются до лужения выводы элементов, кроме выводов микросхем, зачищать от окисной пленки, лак, краски на расстоянии не менее 2 мм от корпуса, при этом не допускается полное снятие металлического покрытия, оголение основного материала вывода и повреждение наружного контактного узла и его покрытия.
Температура и время лужения выводов элементов (кроме микросхем) и концов проводов не должны превышать указанных в государственных стандартах и технических условиях.
При отсутствии таких указаний должны быть:
- температура припоя (стержня электропаяльника) – не более 265°С;
- время лужения – не более 3 с;
- количество погружений – не более 2;
- интервал между погружениями одних и тех же выводов – не менее 5 мин;
- длина нелуженого участка жил провода от торца изоляции до уженной части должна быть не более 1 мм.
Требования к контрольно-регулировочным работам
При проведении контрольно-регулировочных и испытательных работ приспособление (контактные устройства) должны обеспечивать надежное контактирование с выводными (контрольными) контактными площадками печатной платы.
В процессе проведения контрольно-регулировочных работ не допускаются:
- замыкание цепей, выводов элементов и т.п. при применении щупов, зажимных и других контактирующих устройств;
- механические повреждения монтажа.
Допускается применение бесконтактных методов отыскания дефектов аппаратуры.
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
Таблица 2.5.1 - Варианты установки ЭРЭ на плату [4]
| Типовое конструктивное выполнение | Рекомендуемое применение |

| На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы. |
 
| На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы. |
| На платах с односторонним и двухсторонним расположением печатных проводников с применением теплоотводящих шин или электроизоляционных прокладок. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на микросхемы и микросборки. |
АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
Наиболее технологичные конструкции, как правило, и наиболее экономичны в условиях производства. В технологичной конструкции не должно быть работ, выполняемых вручную, т.к. они мало продуктивны; должны максимально использоваться механизация и автоматизация; необходимо максимально использовать унифицированные, нормализированные, стандартные детали и узлы; следует избегать оригинальных конструкций, деталей и узлов; максимально обеспечивать взаимозаменяемость, контролепригодность, инструментальную досягаемость к узлам и элементам, регулируемость; следует использовать минимальное количество деталей и узлов; техпроцесс составления должен совмещать минимальное количество операций.
Компоновочные решения
ЭРЭ размещены на одной стороне платы – это решение технологично, поскольку позволяет максимально автоматизировать сборочные и монтажные операции [6].
Плотность монтажа средняя и соответствует размерам платы.
Форма печатной платы прямоугольная и унифицированная по размерам сторон и их соотношению, т.о. специальное оборудование не требуется.
Взаимозаменяемость
Все элементы стандартные, легко заменяемые. Дополнительные затраты не требуются.
Элементная база
Среди всех ЭРЭ есть 4 микросхемы, которые могут пострадать от статического электричества.
Контролепригодность
Технологична, т.к. можно контролировать все ЭРЭ до процесса сборки, все важные этапы во время сборки, а так же параметры печатного узла после сборки.
Вид подготовки, установки и монтажа ЭРЭ
Проанализировав элементную базу, можно сделать вывод что в конструкции много ЭРЭ с выводами, которые требуют лужения, формовки и обрезки – это нетехнологично. Большинство элементов крепятся на плату на свои выводы подгибкой – технологично. Монтаж осуществляется с помощью пайки – технологично.
Регулируемость
Точность выходных электрических параметров обеспечивается методами полной, неполной и групповой взаимозаменяемости подстроечных ЭРЭ – технологично.
ХАИ-КП.402131.12.ПЗ
22
б) формовать и обрезать выводы ЭРЭ поз. 13, 14, 15, 16, 17, 18, 20. Автоматически;
в) вклеить ЭРЭ поз. 6, 7, 8, 9, 10 в липкую ленту. Автоматически;
г) нанести паяльную пасту. Автоматически;
Промывка
Будет 2 операции:
a) очистить плату перед сборкой. Виброустановка Т858095;
б) отмывка плат от ацетонно-конифольного лака и флюса. Виброустановка Т858095.
Сушка
Будет 3 операции:
а) сушить плату после контроля установки элементов поверхностного монтажа. Сушильный шкаф ВШ-0,035;
б) сушить плату после промывки платы от ацетонно-конифольного лака и флюса. Сушильный шкаф ВШ-0,035;
в) сушить плату после покрытия лаком. Сушильный шкаф ВШ-0,035.
Лужение
Лудить выводы ЭРЭ поз. 6, 7, 8, 9, 10, 13, 14, 15, 16, 17, 18, 20. Групповое механизированное погружение выводов ЭРЭ.
Сборка
Будет 4 операции:
а) установить ЭРЭ поз. 2, 3, 4, 5, 11, 12 на паяльную пасту. Автоматически;
б) установить ЭРЭ для монтажа в отверстия на свои выводы подгибкой поз. 13, 14, 15, 16, 17, 18, 20 на установке «Силуэт»;
в) установить ЭРЭ для монтажа в отверстия на свои выводы подгибкой поз. 6, 7, 8, 9, 10. Автоматически;
г) установить на плате ЭРЭ поз.19 с механическими креплениями винтами, гайками. Вручную.
Пайка
Будет 2 операции:
а) оплавить паяльную пасту. Автоматически;
б) паять плату волной припоя. Установка УПВ-903;
Лакирование
Лакировать печатную плату с установленными на нее ЭРЭ погружением в ванну с лаком.
Проверочная
Будет 4 операции:
а) проверить качество установки ЭРЭ поверхностного монтажа. Вручную;
б) проверить внешний вид блоков платы, качество паяных соединений. Вручную;
в) проверить блок согласно ТУ по электрическим параметрам. Вручную;
г) проверить внешний вид блоков платы, качество установленных элементов. Вручную.
Контроль
Проверить внешний вид платы, блока в ОТК. Вручную. Клеймить.
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте представлена разработка технологического процесса сборки платы преобразователя влажности газа.
В результате нами получен вариант технологического процесса сборки платы и выбраны все необходимые для этого приспособления, оборудования и инструменты. Основной упор в работе делался на снижение затрат на изготовление печатного узла, а так же снижение трудоемкости.
С ПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. ОСТ 92 – 1468 – 90 Лаки и краски. Марки, состав, свойства и область применения.
2. ОСТ 4 ГО.033.200. Припои и флюсы для пайки. Марки, состав, свойства и область применения. ГОСТ 21931-76.
3. ОСТ 92-1042-82. Технические требования и требования безопасности к типовым операциям сборки и монтажа блоков и узлов на печатных платах.
4. ОСТ 4.010.030.-81.Установка навесных элементов на печатных платах. введ.01.01.82.
5. Заболотный В. А. Проектирование техпроцесса сборки электронных устройств приборов и систем управления летательных аппаратов. Учебное пособие по курсовому проектированию. Харьков: ХАИ, 1999.
6. Заболотный В.А, Заболотный А.В., Кныш В.А. Проектирование технологических процессов сборки электронной аппаратуры. Харьков: ХАИ, 2008.
7. ОСТ 92-1046-82. Типовые технологические операции подготовки печатных плат к сборке и монтажу блоков и узлов.
8. Билибин К.И., Власов А.И., Журавлева Л.В. Конструкторско-технологическое проектирование электронной аппаратуры: учеб. для вузов – М.: МГТУ им. Н.Э. Баумана, 2005.
9. ОСТ4 ГО.050.012. Научная организация труда. Нормативы времени (элементные). Нормирование монтажных работ.
10. ТТП. Сборка, электромонтаж и покрытие лаком узлов и блоков на печатных платах. ТТПС-096, 1995.
11. ОСТ4 ГО.054.264. Аппаратура радиоэлектронная. Сборочно- монтажное производство. Поготовка электрорадиоэлементов к монтажу. Типовые технологические операции.
ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ СКЛАДАННЯ ПЛАТИ ПЕРЕТВОРЮВАЧА ВОЛОГОСТІ ГАЗУ
2009
СОДЕРЖАНИЕ
Введение
1. Назначение электронного узла, условия работы
2. Анализ технических условий на сборку и контроль
2.1 Технические требования конструктора
2.2 Лак УР-231 ОСТ 92-1468-90
2.3 Припой ПОС 61 ГОСТ 21931-76
2.4 Технические требования и требования безопасности к типовым операциям сборки и контроля блоков и узлов на печатных платах ОСТ 92-1042-82
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
3. Определение типа производства
4. Выбор организационной формы сборки
5. Анализ технологичности
5.1 Качественная оценка технологичности
5.2 Количественная оценка технологичности
6. Разработка технологической схемы сборки
7. Разработка маршрутной технологии
7.1 Анализ типового технологического процесса и выбор необходимых операций для разработки единичного ТП
7.2 Разработка операций единичного ТП, установления их содержания
7.3 Выбор оборудования, приспособлений, инструмента и вспомогательных материалов
7.4 Маршрутная технология единичного ТП
8. Разработка операционной технологии
8.1 Выбор операции для разработки и оптимизации по трудоемкости
8.2 Установление содержания переходов, вариантов выполнения операций и их нормирование
8.3 Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
9. Нормирование технологического процесса и уточнение типа производства
Заключение
Список использованной литературы
ВВЕДЕНИЕ
Технология изготовления приборов является неотъемлемой частью разработки определенного вида изделий. Технологическим процессом сборки называют совокупность операций по соединению, координированию, фиксации, закреплению деталей и сборочных единиц для обеспечения их относительного положения и движения, необходимого для выполнения функционального назначения сборочной единице и общей сборки приборов. На самом раннем этапе разрабатывается технология новых материалов, затем из новых материалов изготавливаются детали и только потом детали собираются в готовый прибор.
Процесс сборки является заключительным этапом изготовления прибора, а значительной степени определяющим его основные эксплуатационные качества. Выполнение сборочных работ связано с большой затратой времени и охватывает механическую сборку деталей, сборку электрорадиоэлементов и монтаж их пайкой, наладку и регулировку, а также контрольные проверочные операции. Под проектированием технологического процесса сборки подразумевают процесс подготовки технической документации для производства изделий в конкретных условиях заданной программы при соблюдении технологических и экономических ограничений. Независимо от типа и вида производства проектирование технологического процесса содержит в себе разработку маршрутных и операционных технологий, выбор технологического оборудования, технологической оснастки и инструментов, технико-экономическую оценку варианта технологического процесса
Дата: 2019-05-28, просмотров: 341.