Потребители требуют от производителей упаковки качественную продукцию. При этом, под качеством упаковки подразумевают комплекс свойств: привлекательный внешний вид (ведь часто упаковка является единственным продавцом на полках магазинов), высокие эксплуатационные свойства (упаковка должна удовлетворять всем требованиям, предъявляемым к ней, начиная с транспортировки и складирования и заканчивая утилизацией) и оптимальные характеристики при сборке и упаковывании.
Технологические допуски при конструировании картонной коробки для пельменей.
Обечайка.
Если бы мы строили геометрическую развертку параллелепипеда, то высота верхней стороны обечайки должна была бы быть равна нижней стороне обечайки. Но у нас упаковка из материала, имеющего определенную толщину, а следовательно, минимум на эту толщину и надо уменьшить ширину дна обечайки, т. е. панель, к которой присоединяется клеевой клапан, должна быть на 0,5 мм меньше, чем симметричная ей часть. Это особенно важно при использовании автоматических фальцевально-склеивающих линий. Если сделать обе панели одинакового размера, может случиться так, что часть стенки будет торчать. При этом здесь надо учесть один момент. Клеевой клапан должен приклееваться к стороне, противоположной верхней крышке, для придания более эстетического вида упаковке. Само основание клеевого клапана нужно уменьшить на ширину толщины материала, чтобы скомпенсировать возможные неточности при автоматической склейке клапана. Слишком узкий клапан приводит к тому, что соединение получается непрочным. Чересчур широкий клапан приводит к неоправданному расходу материала. Оптимальная ширина клеевого клапана, как правило, колеблется от 10 до 30 мм, в зависимости от общих габаритов упаковки. Назначение скосов по его сторонам — при такой форме он не будет торчать из-за допустимых погрешностей склейки. Угол скоса делать слишком большим не рекомендуется. Правильная величина угла в 10-15°, вместо 45°. Дело в том, что клеевой слой наносится не вплотную к месту бига, а на определенном расстоянии.
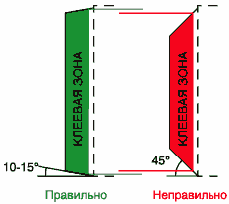
Рис.42. Проектирование клеевого клапана.
При угле в 45° и более по краям остается большая непроклеенная область, что ослабляет соединение.
Коробка.
Здесь также необходимо учесть, что материал имеет определенную толщину. Поэтому при конструировании была учтена невозможность равнозначных размеров бортика коробки и клапанов, фальцуемых внутрь.
Изображенная на чертеже замковая конструкция коробки не самая массовая. Она не имеет клеевого сцепления, а значит, от того, насколько правильно будет построена развертка, зависит прочность дна. Для надежной сборки такой конструкции было предусмотрено зацепление клапанов друг с другом, для чего сделан скос 2-х из них под острым углом.
Особенно хочется заострить внимание на двух деталях. Первая — это место сочленения клапанов, линий биговки и режущих ножей. Там выполнена технологическая выемка, во избежание разрыва материала. И вторая, не менее важная деталь — это небольшой скос на загибающемся клапане. Это делается для того, чтобы дно не выпирало наружу из-за неизбежных перекосов при сборке.
Зацепление замка расположенного на обечайке происходит с прорезью под этот замок в соответствующем месте самой коробки. Полуокружность разработана с радиусом необходимым и достаточным для удобного зацепления его двумя пальцами в процессе эксплуатации.
Для предотвращения выпадания продукта из коробки предусмотрена следующая замковая конструкция:
Варианты разверток коробки для пельменей:
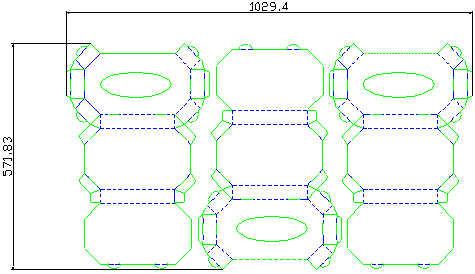
Рис. 44.
Рис.45.
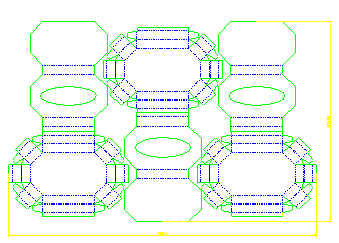
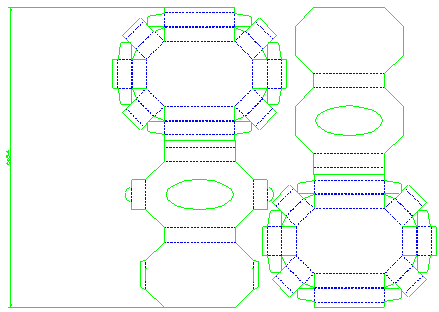
Рис.46.
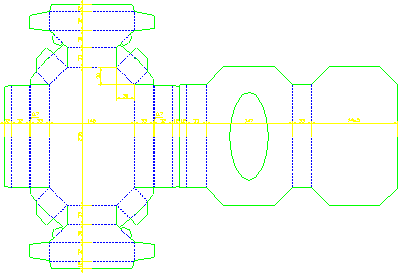
Рис.47.
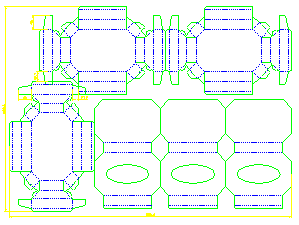
Рис.48.
Окончательный вариант с отверстиями для специй и язычками для лучшего скрепления с коробкой
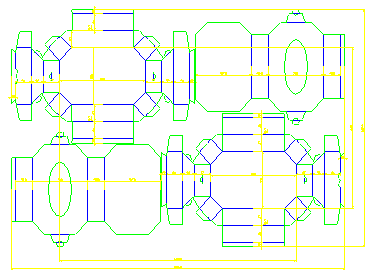
Рис.49. Окончательный вариант развертки коробки.
Выбор раскладки на лист обусловлен не только оптимальным КИМ, но и учетом последующих операций как печати, так и лакирования.
Дата: 2019-05-28, просмотров: 405.