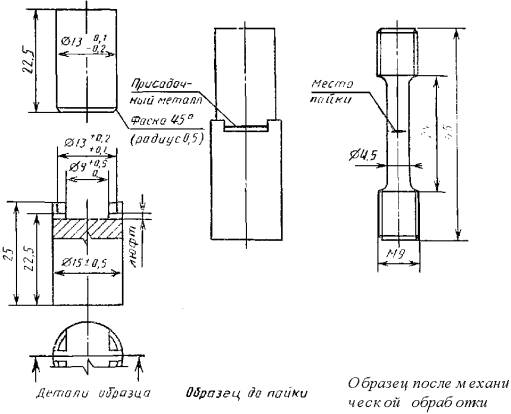
Черт. 3
Образцы, подлежащие испытанию в термически обработанном состоянии, следует подвергать термической обработке после пайки до окончательной обработки образцов.
2.1.4. Требования к заготовкам
Образцы для испытаний изготовлять из спаянных для этой цели заготовок.
Рекомендуется брать длину заготовок, обеспечивающую вырезку не менее трех образцов типов II, III и IV.
Заготовки для образцов вырезают механическим способом. Допускается применение других способов резки, при этом должен быть предусмотрен припуск, обеспечивающий удаление зоны термического влияния или наклепа.
При пайке заготовок марка паяемого материала, подготовка поверхности, припой, среда или флюс, зазор между паяемыми заготовками, способ и режим пайки должны быть такими, как в разрабатываемом технологическом процессе.
Ширину нахлестки b подбирают так, чтобы при испытаниях образцов разрушение происходило по паяному шву.
Черт. 4
Ширину зазора при пайке рекомендуется обеспечивать с помощью соответствующих приспособлений. Допускается обеспечение зазора с помощью прокладок. Прокладки рекомендуется изготовлять из паяемого материала. Участок паяного шва с прокладками должен быть удален в процессе изготовления образцов.
2.2. Выбор паяемого металла и зазора
При проведении испытаний предел прочности паяного соединения должен быть ниже (или равным ему) предела текучести паяемого материала. Материал образцов и зазор в паяном соединении должны соответствовать реальным условиям эксплуатации.
Паяемый металл и зазор в паяном соединении указывают в протоколе испытаний (см. приложение 1).
2.3. Подготовка поверхностей
Поверхности перед пайкой должны быть очищены от пыли, окислов, смазки, масла, краски и т.д. В зависимости от свойств паяемого материала устанавливают методы очистки и отмывки. Поверхность образцов под пайку должна иметь параметр шероховатости Ra 1,6 - 3,2 мкм для образцов из меди и ее сплавов и Ra 1,6 - 6,3 мкм - для образцов из нелегированной стали.
Если испытания проводят на образцах специального назначения, то поверхность образцов должна соответствовать установленным требованиям.
В протоколе испытаний приводят метод очистки и очищающее вещество, а также состояние поверхности в месте соединений.
2.4. Применение припоев и флюсов при пайке
Составные части образцов (типов I и II) собирают в вертикальном положении, а припои и флюсы соответствующей формы (проволока, порошок, и т.д.) располагают с одной стороны соединения в достаточном количестве для заполнения соединения после пайки.
При необходимости применяют флюс, соответствующий данному припою и паяемому металлу. Флюс применяют согласно инструкциям изготовителя. Характеристики флюса должны быть приведены в отчете испытаний.
Образцы следует изготовлять способами, максимально приближенными к конкретным технологическим процессам изготовления паяных конструкций. В случае проведения исследовательских испытаний способы изготовления паяных образцов должны быть установлены по согласованию с заказчиком.
2.5. Условия нагрева
Для удержания образцов (типов I и II) в вертикальном положении, указанном на черт. 1 - 3, во избежание нагрузки на соединение во время охлаждения используют опорное устройство. Опорное устройство не должно мешать сужению и расширению образца.
Пайку образцов типов III - V допускается проводить в любом положении.
Условия нагрева должны соответствовать выбранному способу изготовления образцов.
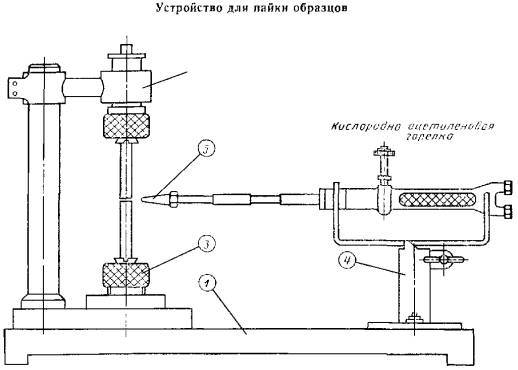
В случае нагрева кислородно-ацетиленовым пламенем допускается использование приспособления, приведенного на черт. 4. Приспособление состоит из плиты- основания (1), на которую устанавливают опору образца (2), зажимного устройства (3), качающейся опоры (4) для горелки, показанной схематически (5). Могут быть использованы другие крепежные приспособления в зависимости от метода нагрева.
Весь узел нагревают до температуры пайки при помощи выбранного метода нагрева (горелкой, в печи, индукционным методом и др.). Если узел не нагревается равномерно по всей длине (например при нагреве горелкой или индукционным методом), то необходимо обеспечить одинаковую температуру нагрева на расстоянии 10 мм с каждой стороны.
Примечание. Если образец нагревают горелкой или индукционным методом, то цикл нагрева должен быть таким, чтобы температура пайки была достигнута за 40 - 60 с; выдержка при этой температуре составляет 5 с. В частных случаях образцы необходимо выдерживать при температуре пайки 10 - 30 с. Рабочие режимы должны быть записаны в протоколе испытаний. Если образцы изготовляют для получения специальной информации, то режимы нагрева устанавливают при предварительных контрольных испытаниях.
2.6. Количество образцов
2.6.1. По пять образцов для испытания на прочность при комнатной и низкой температурах.
2.6.2. От пяти до десяти образцов для построения кривой ползучести или при высокотемпературных испытаниях.
2.6.3. При проведении исследовательских испытаний число образцов определяют по следующей методике:
а) в большинстве случаев экспериментальные данные о механических свойствах паяных соединений имеют нормальное или близкое к нему распределение;
б) исходя из нормального закона распределения для получения достоверных данных, с заданной точностью число образцов определяют следующим образом:
задают значение относительной ошибки среднего значения определяемой характеристики δ и одностороннюю доверительную вероятность β. Значение β выбирают из ряда 0,90; 0,95; 0,99. Для общетехнических целей доверительную вероятность наиболее часто принимают равной 0,95;
задают ожидаемый коэффициент вариации υ;
для заданных значений δ, β и υ по табл. 1 определяют число образцов n.
Таблица 1
Дата: 2019-04-23, просмотров: 334.