Готовые изделия и заготовки для дальнейшей обработки из металлов и сплавов производятся путем литья или обработки давлением. Литейное производство занимается изготовлением изделий путем заливки расплавленного металла в специальную форму, внутренняя полость которой имеет конфигурацию изделия. Различают литье в песчаные формы (в землю) и специальные способы литья. Песчаные литейные формы изготовляются путем уплотнения формовочных смесей, основой которых является кварцевый песок. К специальным способам относится литье в кокиль, литье под давлением, центробежное литье, литье в оболочковые формы, литье по выплавляемым моделям. Кокиль — это специальная металлическая форма. При литье под давлением заливка металла в металлическую форму и его застывание происходит под избыточным давлением. При центробежном литье металл заливается во вращающуюся металлическую форму. Оболочковые формы состоят из мелкого леска со связующим. При литье по выплавляемым моделям керамическая форма изготовляется путем погружения модели из легкоплавкого материала (парафина, стеарина) в керамическую суспензию и последующей выплавки модели из формы. Сплавы, предназначенные дня получения деталей литьем, называются литейными.
Обработкой металлов давлением называют изменение формы заготовки под воздействием внешних сил. К. видам обработки металлов давлением относятся прокатка, прессование, волочение, ковка и штамповка. Прокатка заключается в обжатии заготовки между вращающимися валками. При прессовании металл выдавливается из замкнутого объема через отверстие. Волочение заключается в протягивании заготовки через отверстие. Ковкой называется процесс свободного деформирования металла ударами молота или давлением пресса. Штамповкой получают детали с помощью специального инструмента — штампа, представляющего собой металлическую разъемную форму, внутри которой расположена полость, соответствующая конфигурации детали. Сплавы, предназначенные дня получения деталей обработкой давлением, называют деформируемыми.
Сравнительно новым направлением производства металлических деталей является порошковая металлургия, которая занимается производством деталей из металлических порошков путем прессования и спекания.
Изделия из пластмасс получают путем прессования, литья или выдавливания. Резиновые изделия получают обработкой между валами (каландрированием), выдавливанием, прессованием или литьем с последующей вулканизацией. Изделия из керамических материалов получают путем формования и обжига или прессования и спекания.
Сваркой называется технологический процесс получения неразъемных соединений материалов путем установления межатомных связей между свариваемыми частями при их нагреве или пластическом деформировании или совместном действии того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом), а также пластмассы.
Заключительной стадией изготовления изделий часто является обработка резанием, заключающаяся в снятии с заготовки режущим инструментом слоя материала в виде стружки. В результате этого заготовка приобретает правильную форму, точные размеры, необходимое качество поверхности.
Технологические свойства определяют способность материалов подвергаться различным видом обработки. Литейные свойства характеризуются способностью металлов и сплавов в расплавленном состоянии хорошо заполнять полость литейной формы и точно воспроизводить ее очертания (жидкотекучестью), величиной уменьшения объема при затвердевании (усадкой), склонностью к образованию трещин и пор, склонностью к поглощению газов в расплавленном состоянии. Ковкость — это способность металлов и сплавов подвергаться различным видам обработки давлением без разрушения. Свариваемость определяется способностью материалов образовывать прочные сварные соединения. Обрабатываемость резанием определяется способностью материалов поддаваться обработке режущим инструментом.
Контрольные вопросы.
1.Назовите предмет изучения дисциплины материаловедение, ее цели и задачи. Обозначьте место данной дисциплины в системе подготовки учителя технологии.
2.Качество материалов и его оценка
3.Назовите физические, химические и эксплуатационные свойства материалов
4.Механические свойства материалов
5.Какими способами определить механические свойства материалов?
6.Технология материалов и технологические свойства
Строение металлов
В технике под металлами понимают вещества, обладающие комплексов металлических свойств: характерным металлическим блеском, высокой электропроводностью, хорошей теплопроводностью, высокой пластичностью.
Кристаллические решетки. Все вещества в твердом состоянии могут иметь кристаллическое или аморфное строение. В аморфном веществе атомы расположены хаотично, а в кристаллическом — в строго определенном порядке. Все металлы в твердом состоянии имеют кристаллическое строение.
Для описания кристаллической структуры металлов пользуются понятием кристаллической решетки. Кристаллическая решетка — это воображаемая пространственная сетка, в узлах которой расположены атомы. Наименьшая часть кристаллической решетки, определяющая структуру металла, называется элементарной кристаллической ячейкой.

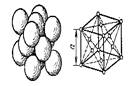
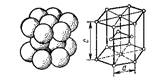
рис. 12.Элементарные кристаллические ячейки: а – кубическая объемно-центрированная (ОЦК); б – кубическая гранецентрированная (ГЦК); в – гексагональная ячейка плотноупакованная.
На рис. 12 изображены элементарные ячейки для наиболее распространенных кристаллических решеток. В кубической объемно-центрированной решетке (рис. 12,а) атомы расположены в узлах ячейки и один атом в центре куба. Такую решетку имеют хром, вольфрам, молибден и др. В кубической гранецентрированной решетке (рис. 12,6) атомы расположены в вершинах куба и в центре каждой грани. Эту решетку имеют алюминий, медь, никель и другие металлы. В гексагональной плотноупакованной решетке (рис. 12,в) атомы расположены в вершинах и центрах оснований шестигранной призмы и три атома в середине призмы. Такой тип решетки имеют магний, цинк и некоторые другие металлы.
Кристаллизация металлов. Процесс образования в металлах кристаллической решетки называется кристаллизацией. Для изучения процесса кристаллизации строят кривые охлаждения металлов, которые показывают изменение температуры (t) во времени ( X ). На рис. 3 приведены кривые охлаждения аморфного и кристаллического веществ. Затвердевание аморфного вещества (рис. 13,а) происходит постепенно, без резко выраженной границы между жидким и твердым состоянием. На кривой охлаждения кристаллического вещества (рис. 13,6) имеется горизонтальный участок с температурой t , называемой температурой кристаллизации. Наличие этого участка говорит о том, что процесс сопровождается выделением скрытой теплоты кристаллизации. Длина горизонтального участка — это время кристаллизации.
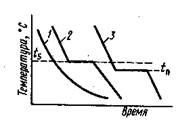
рис. 13.Кривые охлаждения расплавов веществ: 1 – аморфного; 2 – кристаллического (теоретическая);
Кристаллизация металла происходит постепенно. Она объединяет два процесса, происходящих одновременно: возникновение центров кристаллизации и рост кристаллов. В процессе кристаллизации когда растущий кристалл окружен жидкостью, он имеет правильную геометрическую форму. При столкновении растущих кристаллов их правильная форма нарушается.
 или
или 
рис. 14.Последовательные этапы процесса кристаллизации металлов: а – образование зародышей или центров кристаллизации; б – д – появление новых центров кристаллизации и их быстрый рост; е – образование кристаллитов (зерен).
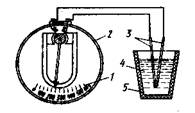
рис. 15. Схема определения температуры плавления металла: 1 – градуированная шкала; 2 – гальванометр; 3 – термопара; 4 – расплавленный металл; 5 – огнеупорный тигель.
После окончания кристаллизации образуются кристаллы неправильной формы, которые называются зернами или кристаллитами. Внутри каждого зерна имеется определенная ориентация кристаллической решетки, отличающаяся от ориентации решеток соседних зерен.
Полиморфизм. Некоторые металлы в зависимости от температуры могут существовать в различных кристаллических формах. Это явление называется полиморфизм или аллотропия, а различные кристаллические формы одного вещества называются полиморфными модификациями. Процесс перехода от одной кристаллической формы к другой называется полиморфным превращением. Полиморфные превращения протекают при определенной температуре.
Полиморфные модификации обозначают строчными греческими буквами  и т. д., причем
и т. д., причем  соответствует модификации, существующей при наиболее низкой температуре. Полиморфизм характерен для железа, олова, кобальта, марганца, титана и некоторых других металлов.
соответствует модификации, существующей при наиболее низкой температуре. Полиморфизм характерен для железа, олова, кобальта, марганца, титана и некоторых других металлов.
Важное значение имеет полиморфизм железа. На рис. 16 изображена кривая охлаждения железа. Полиморфные превращения характеризуются горизонтальными участками на кривой охлаждения, так как при них происходи! полная перекристаллизация металла. До 911QC устойчиво Fe, имеющее кубическую объемно-центрированную решетку. В интервале 911-1392°С существует Fe с кубической гранецентрированной кристаллической решеткой. При 1392-1539°С вновь устойчиво Fe. Часто высокотемпературную модификацию Fe обозначают Fe8. Остановка на кривой охлаждения при 768°С связана не с полиморфным превращением, а с изменением магнитных свойств. До 768ООС железо магнитно, а выше — немагнитно.
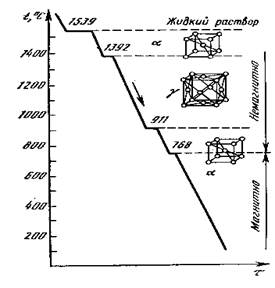
рис. 16.График кристаллизации железа и его аллотропических превращений.
Дефекты кристаллического строения. Реальный металлический кристалл всегда имеет дефекты кристаллического строения. Они подразделяются на точечные, линейные и поверхностные.
Точечные дефекты малы во всех трех измерениях. К точечным дефектам относятся вакансии, представляющие собой узлы кристаллической решетки в которых отсутствуют атомы (рис. 17), а также замещенные атомы примеси и внедренные атомы которые могут быть как примесными, так и атомами основного металла. Точечные дефекты вызывают местные искажения кристаллической решетки, которые затухают достаточно быстро по мере удаления от дефекта.

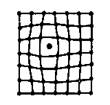

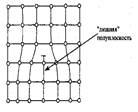
рис. 17. Дефекты кристаллической решетки: а – вакансия; б – межузельный атом; в – атом замещения; г – краевая дислокация.
Линейные дефекты имеют малые размеры в двух измерениях и большую протяженность в третьем. Эти дефекты называют дислокациями. Краевая дислокация представляет собой искажение кристаллической решетки, вызванное наличием «лишней» атомной полуплоскости.
Поверхностные дефекты малы только в одном измерении. К ним относятся, например, границы между отдельными зернами или группами зерен.
Чугуны , их классификация.
Чугуном называют сплав железа с углеродом, содержащий от 2,14 до 6,67% углерода. Но это теоретическое определение. На практике содержание углерода в чугунах находится в пределах 2,5-4,5%. В качестве примесей чугун содержит Si, Mn, S и Р.
Классификация чугунов. В зависимости от того, в какой форме содержится углерод в чугунах, различают следующие их виды. В белом чугуне весь углерод находится в связанном состоянии в виде цементита. Структура белого чугуна соответствует диаграмме Fe-Fe3C. В сером чугуне большая часть углерода находится в виде графита, включения которого имеют пластинчатую форму. В высокопрочном чугуне графитные включения имеют шаровидную форму, а в ковком — хлопьевидную. Содержание углерода в виде цементита в сером, высокопрочном и ковком чугунах может составлять не более 0,8%.
Белый чугун обладает высокой твердостью, хрупкостью и очень плохо обрабатывается. Поэтому для изготовления изделий он не используется и применяется как передельный чугун, т.е. идет на производство стали. Для деталей с высокой износостойкостью используется чугун с отбеленной поверхностью, в котором основная масса металла имеет структуру серого чугуна, а поверхностный слой — белого чугуна. Машиностроительными чугунами, идущими на изготовление деталей, являются серый, высокопрочный и ковкий чугуны. Детали из них изготовляются литьем, так как чугуны имеют очень хорошие литейные свойства. Благодаря графитным включениям эти чугуны хорошо обрабатываются, имеют высокую износостойкость, гасят колебания и вибрации. Но графитные включения уменьшают прочность.
Таким образом, структура машиностроительных чугунов состоит из металлической основы и графитных включений. По металлической основе они классифицируются на ферритный чугун (весь углерод содержится в виде графита), феррито-перлитный и перлитный (содержит 0,8% углерода в виде цементита). Характер металлической основы влияет на механические свойства чугунов: прочность и твердость выше у перлитных, а пластичность — у ферритных.
Серый чугун имеет пластинчатые графитные включения. Структура серого чугуна схематически изображена на рис. 31,а. Получают серый чугун путем первичной кристаллизации из жидкого сплава.
На графитизацию (процесс выделения графита) влияют скорость охлаждения и химический состав чугуна. При быстром охлаждении графитизации не происходит и получается белый чугун. По мере уменьшения скорости охлаждения получаются, соответственно, перлитный, феррито-перлитный и ферритный серые чугуны. Способствуют графитизации углерод и кремний. Кремния содержится в чугуне от 0,5 до 5%. Иногда его вводят специально. Марганец и сера препятствуют графитизации. Кроме того, сера ухудшает механические и литейные свойства. Фосфор не влияет на графитизацию, но улучшает литейные свойства.
Механические свойства серого чугуна зависят от количества и размера графитных включений. По сравнению с металлической основой графит имеет низкую прочность. Поэтому графитные включения можно считать нарушениями сплошности, ослабляющими металлическую основу. Так как пластинчатые включения наиболее сильно ослабляют металлическую основу, серый чугун имеет наиболее низкие характеристики, как прочности, так и пластичности среди всех машиностроительных чугунов. Уменьшение размера графитных включений улучшает механические свойства. Измельчению графитных включений способствует кремний.
рис. 31.Микроструктуры чугунов: а – серого, б – высокопрочного, в – ковкого
Маркируется серый чугун буквами СЧ и числом, показывающем предел прочности в десятых долях мегапаскаля. Так, чугун СЧ 35 имеет Ов=350 МПа. Имеются следующие марки серых чугунов: СЧ 10, СЧ 15, СЧ 20, ..., СЧ 45.
Высокопрочный чугун имеет шаровидные графитные включения. Структура высокопрочного чугуна изображена на рис. 14,6. Получают высокопрочный чугун добавкой в жидкий чугун небольшого количества щелочных или щелочноземельных металлов, которые округляют графитные включения в чугуне, что объясняется увеличением поверхностного натяжения графита. Чаще всего для этой цели применяют магний в количестве 0,03-0,07%. По содержанию других элементов высокопрочный чугун не отличается от серого.
Шаровидные графитные включения в наименьшей степени ослабляют металлическую основу. Именно поэтому высокопрочный чугун имеет более высокие механические свойства, чем серый. При этом он сохраняет хорошие литейные свойства, обрабатываемость резанием, способность гасить вибрации и т.д.
Маркируется высокопрочный чугун буквами ВЧ и цифрами, показывающими предел прочности в десятых долях мегапаскаля. Например, чугун ВЧ 60 имеет σв = 600 МПа. Существуют следующие марки высокопрочных чугунов: ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80, ВЧ 100. Применяются высокопрочные чугуны для изготовления ответственных деталей — зубчатых колес, валов и др.
Ковкий чугун имеет хлопьевидные графитные включения (рис. 14,в). Его получают из белого чугуна путем графитизирующего отжига, который заключается в длительной (до 2 суток) выдержке при температуре 950-970°С. Если после этого чугун охладить, то получается ковкий перлитный чугун, металлическая основа которого состоит из перлита и небольшого количества (до 20%) феррита. Такой чугун называют также светлосердечным. Если в области эвтектоидного превращения (720-760°С) проводить очень медленное охлаждение или даже дать выдержку, то получится ковкий ферритный чугун, металлическая основа которого состоит из феррита и очень небольшого количества перлита (до 10%). Этот чугун называют черносердечным, так как он содержит сравнительно много графита.
Маркируется ковкий чугун буквами КЧ и двумя числами, показывающими предел прочности в десятых долях мегапаскаля и относительное удлинение в %>. Так, чугун КЧ 45-7 имеет σв = 450 МПа и 8= 7%. Ферритные ковкие чугуны (КЧ 33-8, КЧ 37-12) имеют более высокую пластичность, а перлитные (КЧ 50-4, КЧ 60-3) более высокую прочность. Применяют ковкий чугун для деталей небольшого сечения, работающих при ударных и вибрационных нагрузках.
Итак, маркировки по ГОСТ некоторых чугунов:
Серый чугун СЧ 20 ГОСТ 1412-85
Высокопрочный чугун ВЧ ГОСТ 7293-85
Жаростойкий чугун ЧХ 22 ГОСТ 7769-82
Антифрикционный серый чугун АЧС-2 ГОСТ 1585-85
Антифрикционный высокопрочный АЧВ-1 ГОСТ 1585-85
Антифрикционный ковкий АЧК-2 ГОСТ 1585-85
Классификация сталей
По химическому составу стали могут быть углеродистыми, содержащими железо, углерод и примеси и легированными, содержащими дополнительно легирующие элементы, введенные в сталь с целью изменения ее свойств.
По содержанию углерода стали делятся на низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25 — 0,7% С) и высокоуглеродистые (более 0,7% С).
По назначению различают стали конструкционные, идущие на изготовление деталей машин, конструкций и сооружений, инструментальные, идущие на изготовление различного инструмента, а также стали специального назначения с особыми свойствами: нержавеющие, жаростойкие, жаропрочные, износостойкие, с особыми электрическими и магнитными свойствами и др..
По показателям качества стали классифицируются на обыкновенного качества, качественные, высококачественные и особо высококачественные. Качество стали характеризуется совокупностью свойств, определяемых процессом производства, химическим составом, содержанием газов и вредных примесей (серы и фосфора). В соответствии с ГОСТом Стали обыкновенного качества должны содержать не более 0,045% Р И 0,05% S, качественные — не более 0,035% и 0,01% S, высококачественные — не более 0,025% Р и 0,025% S и особовысококачественные не более 0,025% Р и 0,015% S. Углеродистые конструкционные стали могут быть только обыкновенного качества и качественными.
Таблица 4
Классификация сталей
| По производству | По химическому составу | По назначению | По качеству |
| Кислородно-конвертерная Мартеновская Электропечного переплава и др. | Углеродистые (Fe+C) Легированные (Fe+C+легирующие компоненты) | Конструкционные Инструментальные С особыми свойствами | Обыкновенного качества Качественные Высококачественные Особо высококачественные |
Таблица 5
Дата: 2018-12-28, просмотров: 756.