17.3.1 Покрытия с применением замкнутых гнутосварных профилей применяют, как правило, для зданий с пролетами 18, 24, 30 м с шагом колонн 12 м. Покрытия состоят из системы стропильных и подстропильных ферм.
Покрытия применяют в прогонном и беспрогонном вариантах с легкими ограждающими конструкциями.
17.3.2 Детали элементов ферм следует изготавливать на отрезных станках. Допускается газовая резка профилей с припуском и последующей механической обработкой торцов.
17.3.3 Сборка ферм должна, как правило, производиться в жестких кондукторах со строгим фиксированием пространственного положения фланцев стыков поясов ферм и опорных ребер на болтах и пробках. В этом случае фрезеровка фланцевых соединений фермы не требуется при условии выполнения требований раздела 16 настоящего СП.
17.3.4 При сборке ферм по разметке после сварки фланцевые соединения верхнего и нижнего поясов необходимо фрезеровать с одной установки.
17.3.5 После сборки и сварки сборочные единицы ферм должны удовлетворять требованиям таблицы 13.
Таблица 13
| Наименование отклонения | Предельное отклонение  , мм , мм
| Эскиз |
| Отклонение от прямолинейности поясов из плоскости фермы |  1/1000L 1/1000L  25 25
| 
|
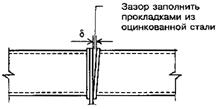
| Клиновой зазор между поверхностью фланца пояса (при наличии фасонки стойки): верхнего пояса нижнего пояса |
 2,0 2,0
 1,0 1,0
| 
|
| Длина отправочных элементов до 6000 включ. от 6000 до 12000 включ. | 1/1000, но не более ±5,0 ±6,0 | 
|
| Отклонение от перпендикулярности торца опорного ребра к вертикальной оси фермы | ±0,5 | 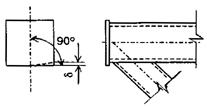
|
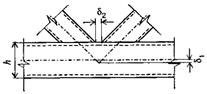
Расстояние между точкой пересечения осей раскосов и осью пояса 
| 0,25 h
| 
|
Расстояние между гранями раскосов 
|  50 50
|
17.3.6 Необходимо в состав одной партии включать сборочные единицы ферм, собранные на одном и том же кондукторе.
17.3.7 При проведении контрольных сборок отклонения геометрических размеров не должны превышать величин, приведенных в таблице 13.
Здания с применением рам
17.4.1 Настоящее дополнение регламентируют правила изготовления и приемки рамных конструкций пролетом до 36 м включительно.
17.4.2 Сборочные единицы рам, как правило, должны быть собраны в жестких кондукторах со строгим фиксированием фланцев на болтах и пробках. При сборке элементов рам по разметке или копиру фланцы рам должны быть отфрезерованы и удовлетворять требованиям раздела 16 настоящего СП.
17.4.3 Точность изготовления рам устанавливают путем проведения контрольных сборок, при этом контролируют следующие величины:
- геометрические размеры рамы в целом;
- плотность касания фланцевых соединений.
17.4.4 Отклонения геометрических размеров рамы по наружным граням элементов при проведении контрольных сборок не должны превышать следующих величин:
- высота стоек Н - ±1/1000H 10 мм;
- пролет L - ±1/1000L 25 мм;
- стрелка подъема верхнего пояса рамы - не более +30 мм и не менее - 5 мм;
- разница длин диагоналей -1/1000L 30 мм.
17.5 Плотность касания фланцевых соединений определяют при затяжке всех болтов на расчетное усилие согласно 16.25 настоящего СП.
Дата: 2018-12-28, просмотров: 340.