ВВЕДЕНИЕ
Цель методических указаний к курсовому проектированию по дисциплине «Технология ковки и объемной штамповки» - систематическое формирование у студента теоретических знаний, умений и практических навыков по разработке технологических процессов изготовления поковок горячей объемной штамповкой.
Курсовое проектирование направлено на решение следующих основных задач:
- закрепление и углубление теоретических знаний об особенностях методики расчета технологических процессов горячей объемной штамповки поковок;
- приобретение умений и практических навыков по выбору и расчету различных вариантов штамповки поковок с учетом особенностей деформирования заготовки в открытых и закрытых штампах, выбор рационального варианта, энергосиловых параметров процесса штамповки, построение графика рабочих нагрузок и выбор оборудования, температурно-деформационных режима штамповки, проектирования штамповой оснастки.
Курсовой проект предусматривает разработку технологического процесса объемной горячей штамповки на молотах, ГКМ, КГШП и других машинах. Работа над курсовым проектом закрепляет и углубляет знания, полученные студентами в период прохождения технологической практики, при изучении лекционных материалов, выполнении лабораторных и практических работ.
При выполнении курсового проекта особое внимание уделяется самостоятельной деятельности студентов в целях развития их инициативы и стремления разработать более совершенный технологический процесс.
Проект способствует закреплению полученных ранее навыков использования специальной справочной литературы, ГОСТов на материалы и оборудование, нормативов и методик расчетов, что будет являться основой в будущей практической деятельности по организации кузнечно-штамповочного производства.
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕТ, СРОКИ ЕЕ ВЫПОЛНЕНИЯ И ЗАЩИТАадание на курсовую работу, сроки ее выполнения и защита
Перед началом работы студенты получают индивидуальное задание на специальном бланке, форма которого приведена в приложении 1. В задании указывается: вариант задания, представляющий собой чертеж детали, выбираемый по результатам прохождения практики и по согласованию с прикрепленным консультантом от кафедры; годовая программа выпуска изделий; марка сталиматериал детали.
Календарный план выполнения курсовой работы с указанием сроков выполнения студентом определенных этапов представлен в табл. 1.1. Текущий контроль хода курсового проектирования осуществляет преподаватель - руководитель проекта.
Выполнение курсовой работы следует осуществлять в том порядке, который представлен в календарном плане.
Курсовой проект включает пояснительную записку объемом 50-60 страниц рукописного текста и графическую часть, состоящую из следующих чертежей:
1. Чертеж готовой детали.
2. Чертеж «холодной» поковки
3. Варианты технологических переходов штамповки.
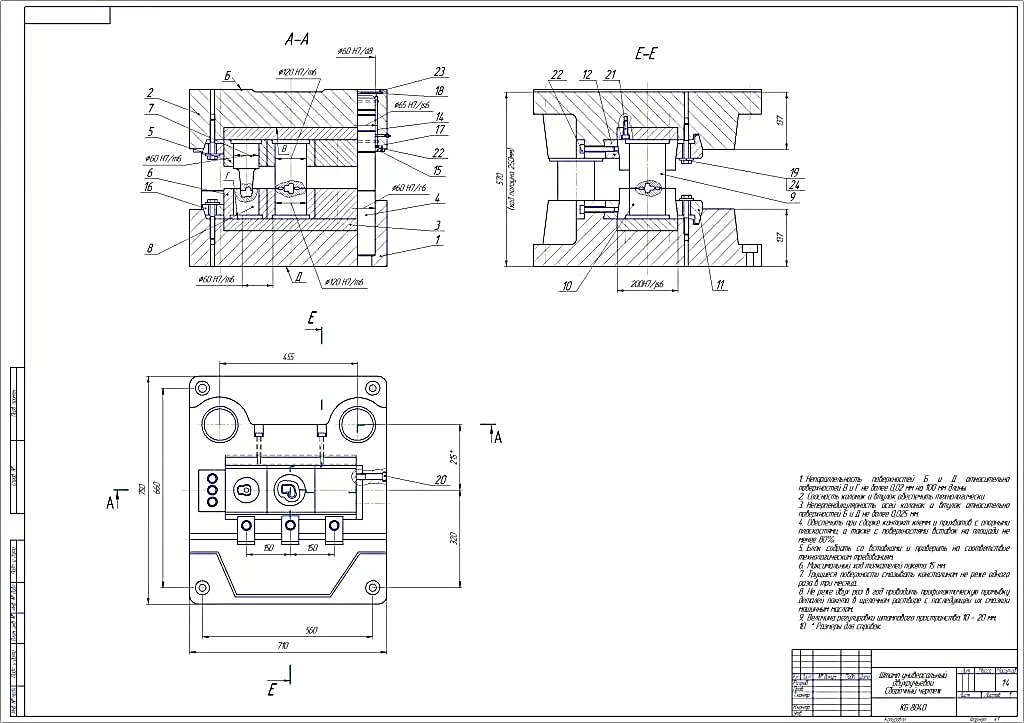
4. Сборочный Ччертеж штампа с элементами крепления и переходами штамповки, а также с разрезами по основным сечениям ручьев.
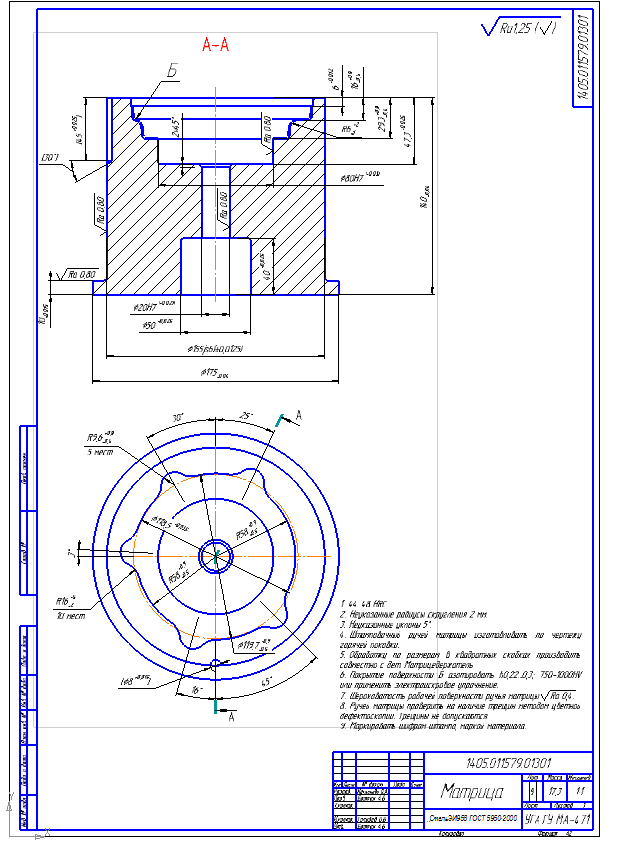
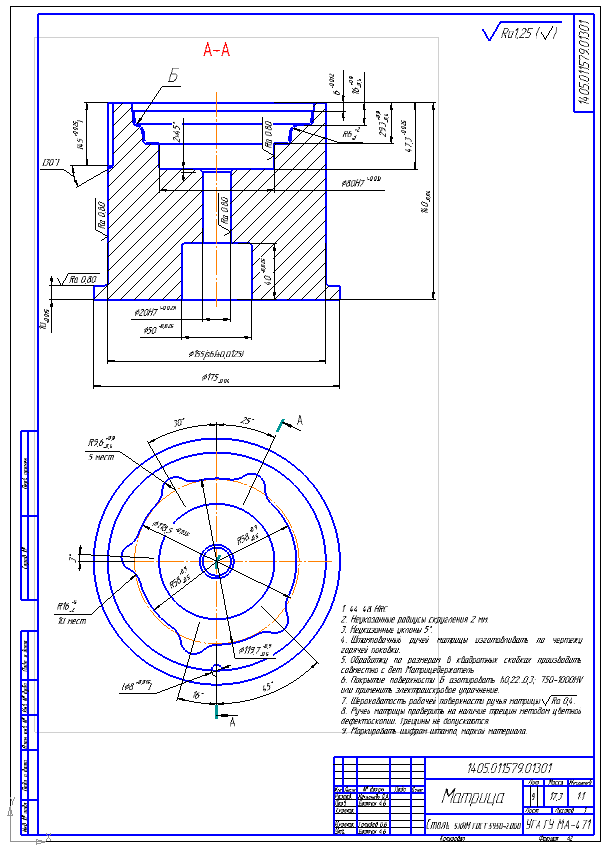
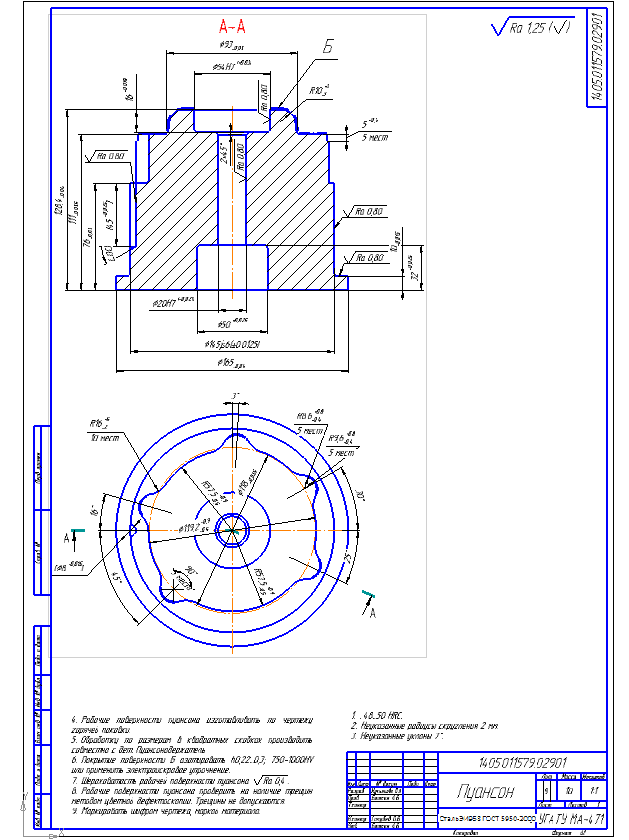
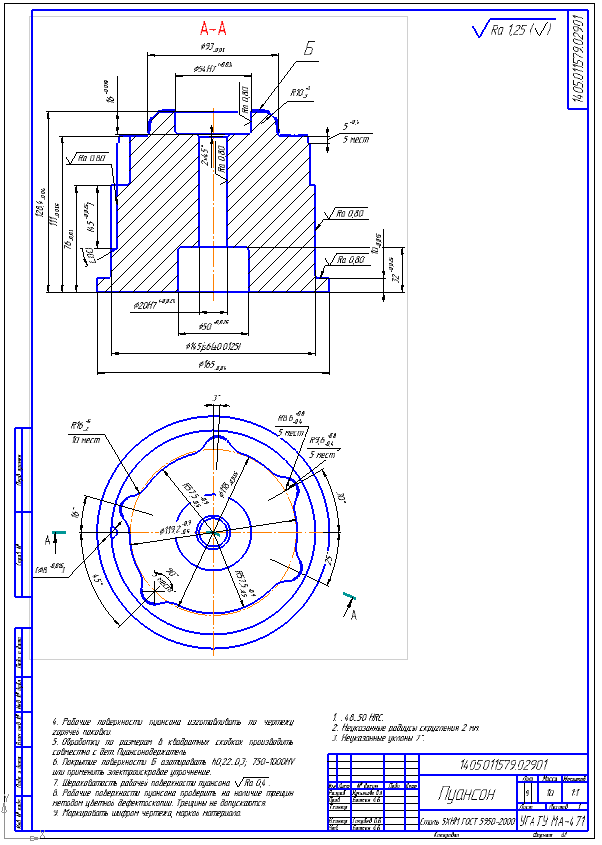
5.Чертежи рабочих элементов штампа окончательной штамповки (пунсона, матрицы и т.д.). Объем графической части проекта не менее 2-х листов формата А1.
Таблица 1.1
КАЛЕНДАРНЫЙ ПЛАН ВЫПОЛНЕНИЯ КУРСОВОЙ РАБОТЫ
| № п/п | Наименование этапов курсовой работы | № недели | Процент выполнения | |
| по плану | фактически | |||
| 1 | Технологическая ха-рактеристика детали, обоснование способа штамповки, нагрева, разработка чертежа поковки | 1 | 5 | |
| 2 | Определение перехо-дов штамповки двух альтернативных вариантов и выбор рационального | 3 | 10 | |
| 3 | Определение разме-ров заготовки и по-ковки | 4 | 15 | |
| 4 | Компьютерное моде-лирование рациональ-ного варианта техно-логического процесса | 5 | 25 | |
| 5 | Выбор оборудования | 6 | 30 | |
| 6 | Проектировочный расчет штампов | 7 | 45 | |
| 7 | Проверочный расчет рабочих элементов штампа | 8 | 60 | |
| 8 | Представление графической части в законченном виде | 12 | 80 | |
| 9 | Оформление пояснительной записки | 13 | 90 | |
| 10 | Защита курсового проекта | 14-15 | 100 | |
Оформление пояснительной записки
Основным документом курсового проекта является пояснительная записка, в которой приводится информация о выполнении технических разработок и технико-экономических обоснований.
Пояснительная записка (ПЗ) курсового проекта оформляется в соответствии с требованиями ГОСТ 2.105-79 и ГОСТ 7.32-81 на листах формата А4 с рамками и основной надписью по ГОСТ 2.106-68. В пояснительной записке материал должен быть изложен в логической последовательности, достаточно убедительно и аргументировано, с необходимыми иллюстрациями (схемами, таблицами, графиками) и расчетами. Текст оформлять на одной стороне листа формата А4 (210´297 мм).
Титульный лист ПЗ оформляется, как показано в прил. 2
Текст ПЗ делится на разделы, подразделы и пункты с соответствующей нумерацией.
Нумерация страниц ПЗ должна быть сплошной: первой страницей является титульный лист, второй - задание на курсовой проект, третьей – содержание и т. д. На титульном листе и задании номер страницы не ставят; следовательно, содержание располагается на третьей странице. Приложения и список литературы также включают в себя сквозную нумерацию страниц. Все рисунки, таблицы и формулы в ПЗ должны иметь нумерацию, состоящую из номера раздела и порядкового номера. Порядковый номер формулы обозначается арабской цифрой в круглых скобках. После формулы дается расшифровка величин, входящих в формулу, их размерность и наименование.
Иллюстрации (таблицы, схемы, графики) должны иметь наименование и поясняющие данные. Ссылки в тексте ПЗ на литературные источники обозначают порядковым номером списка источников, заключенным в квадратные скобки.
Во всех материалах курсового проекта должен соблюдаться ГОСТ 8.417-81, который регламентирует единицы физических величин, их правила написания и обозначения.
В ПЗ должно быть наличие списка литературы, который должен включать все использованные источники в порядке появления ссылок в тексте, соблюдая требования ГОСТ 7.1-84.
Приложения оформляются как продолжение ПЗ на последующих ее страницах, располагая их в порядке появления ссылок в тексте. Каждое приложение начинают с новой страницы с указанием в правом верхнем углу слова «Приложение 1 …n» с соответствующей сквозной нумерацией.
Оформление графической части проекта
Графическая часть проекта, состоит из чертежа детали, поковки, сборочного чертежа штамповой оснастки (все чертежи выполняются по общим правилам ЕСКД.), демонстрационных плакатов с 3-мя вариантами технологических разработок, с указанием параметров эффективности использования металла предлагаемых технологиях.
Чертежи выполняются на листах чертежной бумаги формата А1 (594´841). Рекомендуется масштаб чертежей 1:1, так как он обеспечивает лучшее представление о действительных размерах элементов конструкции. Применение других масштабов и форматов чертежей в каждом конкретном случае решается студентом совместно с руководителем курсового проекта.
Контур поковки вычерчивают сплошными контурными линиями по номинальным размерам. Готовую деталь на чертеже поковки наносят тонкой штрихпунктирной линией с двумя точками, давая лишь необходимые ее контуры, наглядно показывающие наличие припусков на обработку. Числовые значения припусков также дают на чертеже.
В графе основной надписи чертежа (в угловом штампе) над наименованием детали следует писать: …поковка…Пример изображения поковки приведен на рис. 2.1. Чертеж поковки должен содержать необходимые технические требования (см. стр. 24[ЭФХ1] настоящего методического указания)
Способ нагрева заготовок
Установить способ, температурный интервал штамповки и способ охлаждения поковок после штамповки. Выбрать средства нагрева металла под штамповку в зависимости от вида штамповочного оборудования, условий производства, размеров и марки материала заготовки. Обосновать выбор нагревательного оборудования [2, с.99-104]..
Расчет баланса металла
Выбрать и обосновать способ резки проката на мерные заготовки исходя из поперечных размеров используемого проката, марки стали, потерь металла в отход при раскрое, типа штампа (открытый, закрытый) и характера производства (мелкосерийный, крупносерийный и т.д.).
Кратко описать сущность процесса резки выбранным способом.
Определить силу резки на ножницах, в штампах на прессах, холодноломах и выбрать по стандарту соответствующее оборудование.
Охарактеризовать технологию резки или оборудование (основные параметры и размеры).
Определить отходы металла при резке выбранным способом на каждую мерную заготовку.
Установить раскройный (заготовительный) коэффициент использования металла [2, с.89-90].
Определить потребность металла на заданную программу выпуска поковок.
Для этого необходимо вначале рассчитать массу отходов на одну мерную заготовку, а затем на все заготовки для программы выпуска поковок. К отходам относятся: торцевые обрезки, прорезка (толщина диска пилы, ширина резца или сгоревшего металла при газовой резке), опорные концы, некратность.
Затем определить массу отходов металла от мерной заготовки при штамповке одной поковки (угар, облой, перемычки, клещевина, и др.) и всех поковок программы.
Установить суммарную массу отходов (при раскрое проката на мерные заготовки и при штамповке поковок из мерных заготовок).
Составить баланс металла: кг 100% -масса штанг на всю программу поковок:
- масса поковок программы
-масса отходов при раскрое проката
- масса отходов при штамповке
Металлоемкость проектируемого процесса штамповки оценить показателем выхода годных поковок (ГОСТ 18970-84):
Коэффициент выхода годных поковок:
Кг = 
Коэффициент точности заготовки
Кз= 
Коэффициент раскроя Крз= 
Коэффициент использования металла:

Разработка чертежа поковки
3.1.1.3 Разработка варианта рационального технологического процесса штамповки поковки
Данный раздел включает: разработку, проектирование чертежа штампованной поковки и составление технических требований на ее изготовление.
При составлении чертежа поковки нужно прежде всего стремиться придать ей такую форму, которую можно получить, применяя наиболее удобные для выбранной машины и простые переходы (ручьи) штамповки при минимальном их количестве и наименьших потерях металла в отход (облой, заусенец, перемычки, напуски).
Создать условия для заполнения полости штамповочных ручьев преимущественно осаживанием заготовки, чтобы обеспечить высокую стойкость инструмента и снизить деформирующую силу (или работу деформации). При этом, зная условия работы детали в машине, обеспечить правильное направление волокна в поковке по отношению к направлению действия рабочих напряжений.
Чертеж поковки составляется по чертежу готовой детали, на котором проставлены ее номинальные размеры, обозначены исходные базы механической обработки, указан класс шероховатости поверхности по ГОСТ 2789-73, а также технические условия на изготовления детали.
Чертеж поковки составляется по ГОСТ 7505-89 в следующей последовательности:
- установить плоскости разъема штампа;
- ориентировочно определить массу поковки по массе детали с учетом приближенной массы припусков и напусков для того, чтобы пользоваться таблицами стандарта;
- назначить припуски на механическую обработку, допуски и кузнечные напуски; -установить штамповочные уклоны, построить линию разъема;
-установить наружные и внутренние радиусы закругления;
- выбрать конструкцию наметки отверстия с перемычкой под прошивку (для деталей с отверстием);
- определить точную массу поковки с учетом 0,5 положительного (верхнего) предельного отклонения для наружных размеров и 0,5 отрицательного (нижнего) отклонения для внутренних размеров (отверстия или полости).
Термический режим штамповки
В зависимости от химического состава материала заготовки установить допустимую температуру нагрева и температурный интервал штамповки [2, с.99-100].
В зависимости от химического состава материала и размеров заготовки назначить режим нагрева, время нагрева (при выбранной схеме расположения заготовок в печи), а также способ нагрева (электронагрев, газопламенный и т.д.) [2, с. 100-1 04].
Установить способ охлаждения поковок после штамповки.
П Р И Л О Ж Е Н И Е
Приложение 1
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Уфимский государственный авиационный
технический университет»
Кафедра---------------------------------------------
З А Д А Н И Е
на курсовой проект (работу)
Студент___________________ Группа_________ Консультант________________
1.Тема курсового проекта (работы)
2. Основное содержание: ___________________________________________________________ ____________________________________________________________________________________________________________________________________________
3. Требования к оформлению:
3.1 Пояснительная записка должна быть оформлена в редакторе Microsoft ® Word в соответствие с требованиями______________________________________________________ ЕСКД, ЕСПД, ГОСТ, др
3.2 В пояснительной записке должны содержаться следующие разделы:
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
3.3 Графическая часть должна содержать:
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Дата выдачи « »_____________ 20 Дата окончания « »_________________20
Руководитель_________________
Приложение
С О Д Е Р Ж А Н И Е
Курсового проекта по дисциплине «Технология ковки и объемной штамповки» студентов 4 курса по направлению подготовки 15.03.01 «Машиностроение», направленность подготовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр.
Титульный лист – бланк.
Задание на выполнение проекта-бланк.
Аннотация.
Введение (цели и задачи разработки).
1.Технологические расчеты процесса штамповки.
1.1 Обоснование проектного решения на разработку эффективного технологического процесса изготовления штампованной заготовки.
1.1.1 Анализ условий работы и технологичности детали, технических решений на ее изготовление, механических свойств и пластичности материала при штамповочных температурах.
1.1.2 Представление чертежа детали и технических требований в соответствии с ЕСКД и СТПУГАТУ.
1.1.3 Критический анализ возможных технологических вариантов производства штампованной поковки.
1.1.4 Анализ технических показателей возможных трех вариантов по направлению подготовки 15.03.01 «Машиностроение», направленность под-готовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр изготовления штампованной поковки и выбор рационального варианта технологии штамповки.
1.2 Разработка варианта рационального технологического процесса штамповки поковки.
1.2.1 Разработка, проектирование чертежа штампованной поковки и составление технических требований на ее изготовление.
1.2.2 Определение массы и расчетных размеров исходной заготовки, выбор заготовки по сортаменту.
1.2.3 Выбор и обоснование способа разделения исходного материала на мерные заготовки (с приложением эскиза заготовки), с указанием технологического оборудования.
1.2.4 Выбор и обоснование тер по направлению подготовки 15.03.01 «Машиностроение», направленность подготовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр момеханических режимов штамповки (режимов нагрева, температурного интервала штамповки и степени деформации).
1.2.5 Выбор операций и расчет технологических переходов штамповки (с приложением эскизов переходов).
1.2.6 Расчет нормы расхода металла с учетом всех заготовительных и технологических отходов и потерь, определение показателей эффективности использования металла (Ки, Кр , Кз , Кп).
1.2.7 Компьютерное моделирование технологического перехода окончательной штамповки из предлагаемого варианта технологического процесса с анализом интенсивности напряженного состояния, интенсивности накопленной деформации, величины контактных напряжений и температурного поля заготовки.
1.2.8 Построение типового и технологической графиков нагрузки и выбор приложением технической характеристики оборудования.
1.2.9 Выбор технологической смазки с учетом данных практики.
1.2.10 Расчет силы обрезки облоя и пробивки перемычки, выбор схемы обрезного штампа и кривошипного обрезного пресса (при облойной штамповке).
1.2.11 Выбор и обоснование способа нагрева заготовки , определение типа нагревательного устройства.
1.2.12 Выбор и обоснование способа отделки штампованной поковки (правки, калибровки, очистки от окалины и технологической смазки).
1.2.13 Выбор методов и средств контроля качества выпускаемой продукции с учетом данных практики.
1.2. 14 Составление операционной карты штамповки поковки.
2. Конструирование штамповой оснастки.
2.1 Выбор, обоснование и разработка компоновочной схемы штамповой оснастки.
2.2 Описание конструкции и принципа работы штампа.
2.3 Расчет габаритных размеров и закрытой высоты штампа.
2.4 Проектирование сборочного чертежа штампа (главный вид, план низа), формат А1.
2.5 Проверочный расчет и разработка чертежей рабочих деталей штампа, форматА2, А3.
Заключение.
Используемые литературные источники.
Приложение (спецификация, операционная карт штамповки).
Графическая часть (чертежи, плакаты).
Приложение 12
С О Д Е Р Ж А Н И Е
Курсового проекта по дисциплине «Технология ковки и объемной штамповки» студентов 4 курса по направлению подготовки 15.03.01 «Машиностроение», направленность подготовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр.
Титульный лист – бланк.
Задание на выполнение проекта-бланк.
Аннотация.
Введение (цели и задачи разработки).
1.Технологические расчеты процесса штамповки.
1.1 Обоснование проектного решения на разработку эффективного технологического процесса изготовления штампованной заготовки.
1.1.1 Анализ условий работы и технологичности детали, технических решений на ее изготовление, механических свойств и пластичности материала при штамповочных температурах.
1.1.2 Представление чертежа детали и технических требований в соответствии с ЕСКД и СТПУГАТУ.
1.1.3 Критический анализ возможных технологических вариантов производства штампованной поковки.
1.1.4 Анализ технических показателей возможных трех вариантов по направлению подготовки 15.03.01 «Машиностроение», направленность под-готовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр изготовления штампованной поковки и выбор рационального варианта технологии штамповки.
1.2 Разработка варианта рационального технологического процесса штамповки поковки.
1.2.1 Разработка, проектирование чертежа штампованной поковки и составление технических требований на ее изготовление.
1.2.2 Определение массы и расчетных размеров исходной заготовки, выбор заготовки по сортаменту.
1.2.3 Выбор и обоснование способа разделения исходного материала на мерные заготовки (с приложением эскиза заготовки), с указанием технологического оборудования.
1.2.4 Выбор и обоснование термомеханических по направлению подготовки 15.03.01 «Машиностроение», направленность подготовки Машины и технология обработки металлов давлением, квалификация выпускника – бакалавр момеханических режимов штамповки (режимов нагрева, температурного интервала штамповки и степени деформации).
1.2.5 Выбор операций и расчет технологических переходов штамповки (с приложением эскизов переходов).
1.2.6 Расчет нормы расхода металла с учетом всех заготовительных и технологических отходов и потерь, определение показателей эффективности использования металла (Ки, Кр , Кз , Кп).
1.2.7 Компьютерное моделирование технологического перехода окончательной штамповки из предлагаемого варианта технологического процесса с анализом интенсивности напряженного состояния, интенсивности накопленной деформации, величины контактных напряжений и температурного поля заготовки.
1.2.8 Построение типового и технологической графиков нагрузки и выбор приложением технической характеристики оборудования.
1.2.9 Выбор технологической смазки с учетом данных практики.
1.2.10 Расчет силы обрезки облоя и пробивки перемычки, выбор схемы обрезного штампа и кривошипного обрезного пресса (при облойной штамповке).
1.2.11 Выбор и обоснование способа нагрева заготовки , определение типа нагревательного устройства.
1.2.12 Выбор и обоснование способа отделки штампованной поковки (правки, калибровки, очистки от окалины и технологической смазки).
1.2.13 Выбор методов и средств контроля качества выпускаемой продукции с учетом данных практики.
1.2. 14 Составление операционной карты штамповки поковки.
2. Конструирование штамповой оснастки.
2.1 Выбор, обоснование и разработка компоновочной схемы штамповой оснастки.
2.2 Описание конструкции и принципа работы штампа.
2.3 Расчет габаритных размеров и закрытой высоты штампа.
2.4 Проектирование сборочного чертежа штампа (главный вид, план низа), формат А1.
2.5 Проверочный расчет и разработка чертежей рабочих деталей штампа, форматА2, А3.
Заключение.
Используемые литературные источники.
Приложение (спецификация, операционная карта штамповки).
Графическая часть (чертежи, плакаты).
Приложение 14
Пример оформления сборочного чертежа штампа
Приложение 2
Чертеж поковки 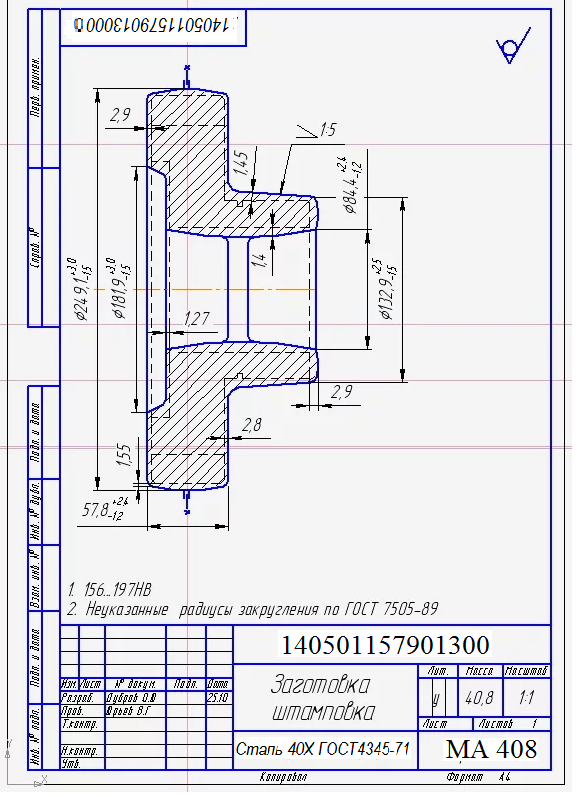
Приложение 5
Пример оформления сборочной единицы
Пример офорления сбороч
Приложение 6
Пример оформления ной единицы
[ЭФХ1]
ВВЕДЕНИЕ
Цель методических указаний к курсовому проектированию по дисциплине «Технология ковки и объемной штамповки» - систематическое формирование у студента теоретических знаний, умений и практических навыков по разработке технологических процессов изготовления поковок горячей объемной штамповкой.
Курсовое проектирование направлено на решение следующих основных задач:
- закрепление и углубление теоретических знаний об особенностях методики расчета технологических процессов горячей объемной штамповки поковок;
- приобретение умений и практических навыков по выбору и расчету различных вариантов штамповки поковок с учетом особенностей деформирования заготовки в открытых и закрытых штампах, выбор рационального варианта, энергосиловых параметров процесса штамповки, построение графика рабочих нагрузок и выбор оборудования, температурно-деформационных режима штамповки, проектирования штамповой оснастки.
Курсовой проект предусматривает разработку технологического процесса объемной горячей штамповки на молотах, ГКМ, КГШП и других машинах. Работа над курсовым проектом закрепляет и углубляет знания, полученные студентами в период прохождения технологической практики, при изучении лекционных материалов, выполнении лабораторных и практических работ.
При выполнении курсового проекта особое внимание уделяется самостоятельной деятельности студентов в целях развития их инициативы и стремления разработать более совершенный технологический процесс.
Проект способствует закреплению полученных ранее навыков использования специальной справочной литературы, ГОСТов на материалы и оборудование, нормативов и методик расчетов, что будет являться основой в будущей практической деятельности по организации кузнечно-штамповочного производства.
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕТ, СРОКИ ЕЕ ВЫПОЛНЕНИЯ И ЗАЩИТАадание на курсовую работу, сроки ее выполнения и защита
Перед началом работы студенты получают индивидуальное задание на специальном бланке, форма которого приведена в приложении 1. В задании указывается: вариант задания, представляющий собой чертеж детали, выбираемый по результатам прохождения практики и по согласованию с прикрепленным консультантом от кафедры; годовая программа выпуска изделий; марка сталиматериал детали.
Календарный план выполнения курсовой работы с указанием сроков выполнения студентом определенных этапов представлен в табл. 1.1. Текущий контроль хода курсового проектирования осуществляет преподаватель - руководитель проекта.
Выполнение курсовой работы следует осуществлять в том порядке, который представлен в календарном плане.
Курсовой проект включает пояснительную записку объемом 50-60 страниц рукописного текста и графическую часть, состоящую из следующих чертежей:
1. Чертеж готовой детали.
2. Чертеж «холодной» поковки
3. Варианты технологических переходов штамповки.
4. Сборочный Ччертеж штампа с элементами крепления и переходами штамповки, а также с разрезами по основным сечениям ручьев.
5.Чертежи рабочих элементов штампа окончательной штамповки (пунсона, матрицы и т.д.). Объем графической части проекта не менее 2-х листов формата А1.
Таблица 1.1
КАЛЕНДАРНЫЙ ПЛАН ВЫПОЛНЕНИЯ КУРСОВОЙ РАБОТЫ
| № п/п | Наименование этапов курсовой работы | № недели | Процент выполнения | |
| по плану | фактически | |||
| 1 | Технологическая ха-рактеристика детали, обоснование способа штамповки, нагрева, разработка чертежа поковки | 1 | 5 | |
| 2 | Определение перехо-дов штамповки двух альтернативных вариантов и выбор рационального | 3 | 10 | |
| 3 | Определение разме-ров заготовки и по-ковки | 4 | 15 | |
| 4 | Компьютерное моде-лирование рациональ-ного варианта техно-логического процесса | 5 | 25 | |
| 5 | Выбор оборудования | 6 | 30 | |
| 6 | Проектировочный расчет штампов | 7 | 45 | |
| 7 | Проверочный расчет рабочих элементов штампа | 8 | 60 | |
| 8 | Представление графической части в законченном виде | 12 | 80 | |
| 9 | Оформление пояснительной записки | 13 | 90 | |
| 10 | Защита курсового проекта | 14-15 | 100 | |
Общие правила выполнения курсового проекта
Курсовой проект должен разрабатываться и оформляться в строгом соответствии с Единой системой конструкторской и технологической документации (ЕСКД и ЕСТД).
Курсовому проекту присваивается шифр (обозначение), который состоит
На титульном листе и основных надписях пояснительной записки проставляется этот же шифр, полная запись которого, например: КП030507408С01. В обозначение каждого листа чертежей
Оформление пояснительной записки
Основным документом курсового проекта является пояснительная записка, в которой приводится информация о выполнении технических разработок и технико-экономических обоснований.
Пояснительная записка (ПЗ) курсового проекта оформляется в соответствии с требованиями ГОСТ 2.105-79 и ГОСТ 7.32-81 на листах формата А4 с рамками и основной надписью по ГОСТ 2.106-68. В пояснительной записке материал должен быть изложен в логической последовательности, достаточно убедительно и аргументировано, с необходимыми иллюстрациями (схемами, таблицами, графиками) и расчетами. Текст оформлять на одной стороне листа формата А4 (210´297 мм).
Титульный лист ПЗ оформляется, как показано в прил. 2
Текст ПЗ делится на разделы, подразделы и пункты с соответствующей нумерацией.
Нумерация страниц ПЗ должна быть сплошной: первой страницей является титульный лист, второй - задание на курсовой проект, третьей – содержание и т. д. На титульном листе и задании номер страницы не ставят; следовательно, содержание располагается на третьей странице. Приложения и список литературы также включают в себя сквозную нумерацию страниц. Все рисунки, таблицы и формулы в ПЗ должны иметь нумерацию, состоящую из номера раздела и порядкового номера. Порядковый номер формулы обозначается арабской цифрой в круглых скобках. После формулы дается расшифровка величин, входящих в формулу, их размерность и наименование.
Иллюстрации (таблицы, схемы, графики) должны иметь наименование и поясняющие данные. Ссылки в тексте ПЗ на литературные источники обозначают порядковым номером списка источников, заключенным в квадратные скобки.
Во всех материалах курсового проекта должен соблюдаться ГОСТ 8.417-81, который регламентирует единицы физических величин, их правила написания и обозначения.
В ПЗ должно быть наличие списка литературы, который должен включать все использованные источники в порядке появления ссылок в тексте, соблюдая требования ГОСТ 7.1-84.
Приложения оформляются как продолжение ПЗ на последующих ее страницах, располагая их в порядке появления ссылок в тексте. Каждое приложение начинают с новой страницы с указанием в правом верхнем углу слова «Приложение 1 …n» с соответствующей сквозной нумерацией.
Оформление графической части проекта
Графическая часть проекта, состоит из чертежа детали, поковки, сборочного чертежа штамповой оснастки (все чертежи выполняются по общим правилам ЕСКД.), демонстрационных плакатов с 3-мя вариантами технологических разработок, с указанием параметров эффективности использования металла предлагаемых технологиях.
Чертежи выполняются на листах чертежной бумаги формата А1 (594´841). Рекомендуется масштаб чертежей 1:1, так как он обеспечивает лучшее представление о действительных размерах элементов конструкции. Применение других масштабов и форматов чертежей в каждом конкретном случае решается студентом совместно с руководителем курсового проекта.
Контур поковки вычерчивают сплошными контурными линиями по номинальным размерам. Готовую деталь на чертеже поковки наносят тонкой штрихпунктирной линией с двумя точками, давая лишь необходимые ее контуры, наглядно показывающие наличие припусков на обработку. Числовые значения припусков также дают на чертеже.
В графе основной надписи чертежа (в угловом штампе) над наименованием детали следует писать: …поковка…Пример изображения поковки приведен на рис. 2.1. Чертеж поковки должен содержать необходимые технические требования (см. стр. 24[ЭФХ1] настоящего методического указания)
Дата: 2018-11-18, просмотров: 758.