ПРОЕКТИРОВАНИЕ И РАСЧЕТ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ
СОДЕРЖАНИЕ
Список обозначений и сокращений............................................................. 2
1. Введение........................................................................................... 4
2. Прочность сварных конструкций................................................. 7
3. Материалы сварных конструкций.............................................. 26
4. Строение сварного соединения. Влияние неоднородности свойств на прочность сварной конструкции................................................................ 52
5. Концентрация напряжений и деформаций в сварных соединениях 66
6. Сопротивление сварных соединений усталости...................... 80
7. Стержневые сварные конструкции............................................ 97
8. Сведения из строительной механики...................................... 117
9. Сварочные напряжения и деформации................................... 128
10. Хрупкие разрушения сварных конструкций....................... 173
11. Прочность при высоких температурах................................ 178
12. Коррозионная стойкость сварных соединений.................. 183
13. Сварные листовые конструкции........................................... 188
14. Сварные детали машин........................................................... 191
Список обозначений и сокращений
| [σ] | – допускаемые нормальные напряжения, МПа; |
| [ τ ] | – допускаемые напряжения сдвига, МПа; |
| E | – модуль упругости, МПа; |
| f | – прогиб балки, м; |
| F | – площадь поперечного сечения, м2; |
| F y | – площадь утоненного поперечного сечения прослойки, м2; |
| F п | – площадь поперечного сечения полки, м2; |
| h | – высота, м; |
| J | – момент инерции сечения, м4; |
| L | – длина, м; |
| MP | – момент разрушения, Н*м; |
| P | – сосредоточенное усилие, Н; |
| P усад | – усадочная сила, Н; |
| Q | – поперечная сила, Н; |
| q | – распределенная нагрузка, Н/м; |
| R | – расчетное сопротивление, МПа; |
| R | – реакция в опорах, Н; |
| s | – толщина листа, мм; |
| S | – статический момент сечения, м3; |
| Sn | – статический момент полки относительно центра тяжести сечения балки, м3; |
| W | – момент сопротивления сечения, м3; |
| x,y,z | – декартовы координаты, м; |
| Δ | – абсолютное удлинение, м; |
| ΔПОП | – поперечное укорочение балки, м; |
| ΔПР | – продольное укорочение, м; |
| ε | – относительная деформация, %; |
| μ | – коэффициент поперечной деформации |
| σ | – нормальные напряжения,МПа; |
| σ T | – предел текучести, МПа; |
| τ | – напряжения сдвига, МПа; |
| φ | – угол, на который изгибается ось балки, град; |
| χ | – относительная толщина мягкой прослойки |
| ψ | – относительное поперечное сужение |
| ЗС | – Зона сплавления |
| ЗТВ | – Зона термического влияния |
| ОШЗ | – околошовная зона |
| ПНС | – предельное напряженное состояние |
| ПС | – предельное состояние |
| Рр | – предельное усилие, Н; |
| ТЛ | – температура ликвидуса; |
| ТП | – температура начала фазовых и структурных превращений; |
| ТС | – температура солидуса; |
Введение
1.1. Цель и задачи дисциплины
Цели изучения дисциплины - системное формирование у студентов знаний и общих представлений о современном состоянии теоретических основ проектирования сварных конструкций, методах расчета и проектирования сварных конструкций.
Основными задачами дисциплины являются: изучение методов расчета сварных соединений и конструкций в условиях статического и циклического нагружения, изучение послесварочного напряженно-деформированного состояния сварных соединений и влияния его на прочность конструкций.
В результате изучения дисциплины студент должен:
знать:
– об особенностях работы конструкции при различных условиях нагружения;
– об основных принципах оценки работоспособности конструкций;
знать и уметь использовать:
– методы расчета сварных конструкций при различных видах нагружения;
– методы рационального проектирования сварных конструкций, обеспечивающие наименьшую их материалоемкость;
– влияние остаточных сварочных напряжений и деформаций на качество сварных конструкций;
уметь:
– определять величины и распределение остаточных сварочных напряжений и деформаций в конструкции;
– определять механические характеристики сварных соединений;
– рассчитывать прочность сварных соединений.
Изучение дисциплины «Проектирование сварных конструкций» базируется на знаниях студентов, полученных при изучении математических и общих естественнонаучных дисциплин: математики, физики, а также дисциплин общепрофессионального цикла: сопротивление материалов, материаловедения.
1.2. Основная литература
1. Николаев Г.А., Винокуров В.А., Сварные конструкции. Расчет и проектирование. - М.: Высшая школа. / 1990.-446 с..
2. Серенко А.Н., Крумбольт М.Н., Багрянский К.В. Расчет сварных соединений и конструкций Киев: Вища школа, 1977.- 336 с.
3. Сварка и свариваемые материалы. Справочник в 3-х т. / под общ. Ред.В.Н. Волченко т.1: Свариваемость материалов, под ред. Э.П. Макарова -М.:Металлургия, 1991.-528 с.
1.3. Дополнительная литература
1. Одесский П.Д. Предотвращение хрупких разрушений металлических строительных конструкций/П.Д. Одесский, И.И. Ведяков, В.М. Горпинченко. - М.: Интермет Инжиниринг, 1998.-220 с.
2. Стеклов О.И. Стойкость материалов и конструкций к коррозии под напряжением. – М: Машиностроение, 1990. 383 с.
3. Проектирование сварных конструкций в машиностроении. Атлас / под ред. С.А. Куркина-М: Машиностроение, 1975.- 336 с.
4. Металлические конструкции. Спец. курс: Учебное пособие /Е.Н. Беленя и др. М: Стройиздат, 1991.-678 с.
5. Терентьев В. Ф. Усталостная прочность металлов и сплавов / В. Ф. Терентьев.-М.: Интермет Инжиниринг, 2002.-288 с.; 21см
Сосуды и трубопроводы высокого давления. Справочник / под Литература к курсовому проектированию
1. Руденко Н.Ф. курсовое проектирование грузоподъемных машин. – М.: Машиностроение, 1971.
2. Александров, А. В. Сопротивление материалов : [учебник для студентов вузов] / А. В. Александров, В. Д. Потапов, Б. П. Державин ; под ред. А. В. Александрова .— Изд. 6-е, стер. — М. : Высшая школа, 2008 .— 560 с.
3. Курсовое проектирование грузоподъемных.— 319с.
Общие сведения
Прочность
Прочность – понятие довольно широкое. Существует инженерное и научное понятие прочности.
Под инженерной прочностью понимают способность материала сопротивляться пластическому деформированию, разрушению, способность конструкции сопротивляться потере устойчивости, потере коррозионной стойкости и др.
В научном более узком смысле понимают сопротивление разрушению материала.
Жесткость
Жесткость - способность деталей сопротивляться изменению формы, является одной из характеристик работоспособности деталей машин. Жесткость оценивают по величине силы, вызывающей единичное перемещение (линейное или угловое) некоторой точки или сечения детали. Так, удлинение при растяжении стержня силой P
Δl= Pl/( EA) ( 2.1)
а жесткость стержня при растяжении, Н/мм
c= P/∆ℓ= EA/ℓ ( 2.2)
Характеристику, обратную жесткости, называют податливостью (мм/Н)
λ=1/ c=ℓ/ EA ( 2.3)
т. е. податливость равна перемещению сечения стержня (детали) под действием силы в 1Н.
Устойчивость
Расчеты на прочность и жесткость всегда ведутся исходя из предположения о том, что нагруженная конструкция занимает единственно возможное положение, в котором уравновешиваютя внешие силы, и вызманные ими внутренние силовые факторы.
В действительности же в деформированном состоянии равновесие между внешними и вызываемыми ими внутренними силами упругости может быть не только устойчивым, но и неустойчивьм.
Упругое равновесие будет устойчивым, если деформированное тело при любом малом отклонении от состояния равновесия стремится возвратиться к первоначальному состоянию и возвращается к нему после удаления внешнего воздействия, нарушившего первоначальное равновесное состояние. Упругое равновесие неустойчиво. если деформированное тело, будучи выведено из него каким-либо воздействием, приобретает стремление продолжать деформироваться в направлении данного ему отклонения и после удаления воздействия в исходное состояние не возвращается. Между этими двумя состояниями равновесий существует переходное состояние, называемое критическим, при котором деформированное тело находится в безразличном равновесии: оно может сохранить первоначально приданную eму форму, но может и потерять ее от самого незначительного воздействия.
Можно утверждать, что достижение нагрузками критических значений равносильно разрушению конструкции, так как неустойчивая форма равновесия неминуемо будет утрачена, что связано с практически неограниченным ростом деформаций и напряжений. Особая опасность разрушения вследствие потери устойчивости заключается в том, что обычно она происходит внезапно и при низких значениях напряжений, когда прочность элемента еще далеко не исчерпана.
До момента наступления критического состояния упругие деформации по величине весьма незначительны и нарастание их происходит почти незаметно для глаза. Но с момента наступления критического состояния до момента разрушения остаточные деформации нарастают крайне быстро, и практически нет времени принять меры по предотвращению грозящей катастрофы. Таким образом, при расчете на устойчивость критическая нагрузка подобна разрушающей при расчете на прочность. Для обеспечения определенного запаса устойчивости необходимо, чтобы удовлетворялось условие.
Испытания на растяжение
Испытание на растяжение является наиболее распространенным методом определения характера поведения материала при статических нагрузках и оценки характеристик механических свойств материалов, т.е. характеристик упругости, прочности, пластичности, статической вязкости.
· Упругостью называется способность материала восстанавливать первоначальные размеры и форму детали после снятия внешних нагрузок.
· Пластичностью называется способность материала накапливать до разрушения пластические (остаточные) деформации.
· Статической вязкостью называется способность материала поглощать энергию, идущую на деформирование образца.
Количественными оценками свойств материала являются следующие характеристики:
· Предел пропорциональности σПЦ - наибольшее напряжение, до которого деформации прямо пропорциональны напряжениям.
· Предел упругости σУ - напряжение, до которого материал не получает остаточных деформаций.
· Предел текучести σТ - напряжение, при котором деформации растут без заметного увеличения нагрузки.
· Временное сопротивление σВ (предел прочности) - максимальное напряжение (определенное без учета изменения площади поперечного сечения в процессе нагрузки) выдерживаемое материалом при растяжении.
Характеристики механических свойств материалов получают путем испытания образцов стандартной формы и размеров.
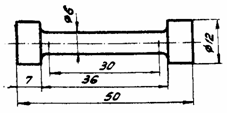
Рис. 3.1 Образец для испытаний на растяжение ОМ
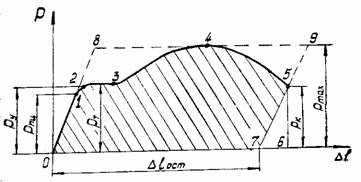
Рис. 3.2Диаграмма растяжения для стали
При испытании образца (Рис. 3.1) на испытательной машине получают первичную диаграмму растяжения в координатах: нагрузка P- удлинение образца ∆ l (Рис. 3.2). Эта диаграмма зависит от размеров образца. Для того, чтобы диаграммы не зависели от размеров испытуемых образцов и были сравнимы для различных материалов, первичную диаграмму перестраивают. При этом, удлинения ∆ l делят на начальную длину образца l 0 (ε=∆ l / l 0), нагрузки на начальную площадь поперечного сечения F 0 (σ= P / F 0). Координаты "ε-σ" используют для построения условной диаграммы растяжения, которая подобна первичной, так как при ее построении абсциссы и ординаты первичной диаграммы делятся на постоянные величины.
Рассмотрим более детально процесс растяжения стального образца. Начальный участок диаграммы 0-1 является прямолинейным и дает пропорциональную зависимость  , где
, где  . Участок пропорциональности заканчивается напряжением
. Участок пропорциональности заканчивается напряжением

называемым пределом пропорциональности. Участок 0-1-2 составляет область упругих деформаций. При разгрузке из точки 2 деформации исчезают полностью. Участок заканчивается напряжением
 ,
,
которое называется пределом упругости. Практически предел упругости совпадает с пределом пропорциональности. Участок 2-3 составляет физическую площадку текучести: деформация продолжается при постоянном напряжении
 ,
,
которое называется пределом текучести.
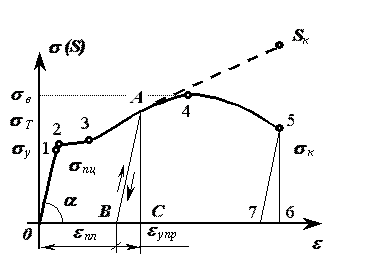
Рис. 3.3Машинная и истинная диаграммы растяжения для стали.
Участок 3-4 характеризует упрочнение материала:
увеличение деформации вызывает непропорциональное увеличение напряжения. Наибольшее напряжение

на условной диаграмме называется временным сопротивлением (пределом прочности) материала. До точки 4 материал по длине образца растягивается равномерно. При достижении σВ деформация образца локализуется в одном месте, образуется шейка. Вследствие местного уменьшения площади сечения необходима меньшая нагрузка для продолжения деформации, чем объясняется снижение напряжения на участке 4-5.
В точке 5 происходит разрушение. Условное разрушающее напряжение

не отражает истинной величины действующих в материале напряжений в зоне разрушения (в месте образования шейки).
Условные диаграммы не учитывают изменения площади сечения и длины образца. Если учесть эти изменения, то можно построить истинную диаграмму деформирования в координатах "  ". Напряжение
". Напряжение  называется истинным сопротивлением разрыву.
называется истинным сопротивлением разрыву.
Для большинства материалов имеет место закон упругой разгрузки и повторной нагрузки. При разгрузке из точки A на диаграмме растяжения получим прямую линию, параллельную начальному участку (Рис. 3.3). Точка В делит деформацию εС на εУПР, исчезающую при разгрузке, и εПЛ, остающуюся в образце. При повторном нагружении на диаграмме получается линия, почти совпадающая с линией разгрузки. После достижения точки А зависимость ε-σ изобразится в виде кривой А-4-5 так, как если бы промежуточной разгрузки не проводилось.
Линейный участок АВ при повторной нагрузке больше начального участка 0-1, следовательно, предел пропорциональности повышается. Однако при этом уменьшается величина остаточной деформации. Такое повышение прочности и уменьшение пластичности материала вследствие предварительной нагрузки выше предела текучести называется наклепом материала.
Существуют материалы, у которых отсутствует физическая площадка текучести (Рис. 3.4). Для них определяется условный предел текучести, т.е. напряжение, при котором остаточная деформация составляет заранее заданную малую величину. При этом на оси абсцисс откладывают отрезок, равный 0.002-0.005 от первоначальной длины образца, и проводят линию, параллельную прямой нагружения. Ордината точки пересечения этой линии с диаграммой растяжения соответствует величине условного предела текучести σ0.2 (или σ0.5).
При испытании хрупких материалов, например чугуна (Рис. 3.5), шейка на образце не образуется. Разрушение происходит при небольших пластических деформациях. Хрупкие материалы менее строго подчиняются закону Гука, начальный участок диаграммы деформирования слегка искривлен.
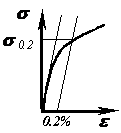 Рис. 3.4 Диаграмма растяжения для материала не имеющего площадки текучести
Рис. 3.4 Диаграмма растяжения для материала не имеющего площадки текучести
| 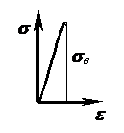 Рис. 3.5 Диаграмма растяжения для хрупкого материала
Рис. 3.5 Диаграмма растяжения для хрупкого материала
|
Второй группой характеристик, получаемых при испытаниях на растяжение, являются характеристики пластичности, по которым можно оценить способность материала накапливать пластические деформации.
Характеристиками пластичности являются: относительное остаточное удлинение образца при разрыве
где l К - длина рабочей части образца к моменту разрыва; l 0 - начальная длина рабочей части образца.
и относительное остаточное сужение площади поперечного сечения образца при разрыве
где F 0 - начальная площадь сечения; FK- площадь поперечного сечения образца в шейке к моменту разрыва.
Формы и размеры образцов стандартизированы. Так как относительное остаточное удлинение образца при разрыве зависит от типа испытанного образца, то его размеры подбираются в соответствии с соотношениями
 =11.3 или =5.65.
=11.3 или =5.65.
В соответствии с указанными соотношениями, длина круглых стандартных образцов для испытания на растяжения будет соответственно в 10 и в 5 раз больше их диаметра. Поэтому определяемые при испытаниях образцов с различной длиной значения относительного остаточного удлинения принято обозначать  и
и  .
.
Площадь, заключенная под первичной диаграммой растяжения (рис.2), численно равна работе, затраченной на разрушение образца. При этом площадь 5-6-7 численно равна работе упругого деформирования, а площадь 0-1-2-3-4-5-7 - работе пластического деформирования образца.
Статическая вязкость материала характеризуется работой, затраченной на пластическое деформирование до разрушение единицы объема материала:
 ,
,
где a- удельная работа; A- работа, затраченная на пластическое деформирование до разрушения образца; V 0- начальный объем образца.
Для упрощения расчетов, работу, затраченную на пластическое деформирование, можно определить как площадь прямоугольника с основанием  и высотой
и высотой  (Рис. 3.2).
(Рис. 3.2).
Разницу между площадью этого прямоугольника и площадью под кривой растяжения учитывают поправочным коэффициентом η, называемым коэффициентом полноты диаграммы
 .
.
Измерение твердости
Твердость – это свойство материала оказывать сопротивление контактной деформации или хрупкому разрушению при внедрении индентора в его поверхность. Испытания на твердость – самый доступный и распространенный вид механических испытаний. Наибольшее применение в технике получили статические методы испытания на твердость при вдавливании индентора: метод Бринелля, метод Виккерса и метод Роквелла.
При испытании на твердость по методу Бринелля (ГОСТ 9012-59) в поверхность материала вдавливается твердосплавный шарик диаметром D под действием нагрузки Р и после снятия нагрузки измеряется диаметр отпечатка d (рис.2.3,а). Число твердости по Бринеллю (НВ) подсчитывается как отношение нагрузки Р к площади поверхности сферического отпечатка М:
| ( 3.9) |
При D=10 мм, Р= 29400 Н (Р/D2 =294 МПа) и времени выдержки под нагрузкой 10 с твердость по Бринеллю обозначается символом НВ с указанием числа твердости. При этом размерность (МПа) не ставиться, например 200НВ. При использовании шариков других диаметров (1, 2, 2,5 и 5 мм) изменяется нагрузка вдавливания, а символ твердости НВ дополняется тремя индексами. Например 180НВ2,5/187,5/30 обозначает что при D= 2,5 мм, Р=187,5 кгс (1839Н) и времени выдержки под нагрузкой 30 с число твердости по Бринеллю равно 180.
Метод Бринелля не рекомендуется применять для материалов с твердостью более 450 НВ, так как стальной шарик может заметно деформироваться, что внесет погрешность в результаты испытаний.
При испытании на твердость по методу Виккерса (ГОСТ 2999-75) в поверхность материала вдавливается алмазная четырехгранная пирамида с углом при вершине α=136º (рис.2.3, б). После снятия нагрузки вдавливания измеряется диагональ отпечатка d1 . Число твердости по Виккерсу HV подсчитывается как отношение нагрузки Р к площади поверхности пирамидального отпечатка М:
 = = 
| ( 3.11) |
Рис.2.3. Схема испытания на твердость
Число твердости по Виккерсу обозначается символом HV с указанием нагрузки Р и времени выдержки под нагрузкой, причем размерность числа твердости (МПа) не ставиться. Продолжительность выдержки индентора под нагрузкой принимается для сталей 10 – 15 с, а для цветных металлов – 30 с. Например 450HV10/15 означает , что число твердости по Виккерсу 450 получено при Р=10 кгс (98,1Н), приложенной к алмазной пирамиде в течении 15 с.
Преимущество метода Виккерса по сравнению с методом Бринелля заключается в том, что методом Виккерса можно испытывать материалы более высокой твердости из-за применения алмазной пирамиды.
При испытании на твердость по методу Роквелла (ГОСТ 9013-59) в поверхность материала вдавливается алмазный конус с углом при вершине 120º или стальной шарик диаметром 1,588 мм . Однако, согласно этому методу, за условную меру твердости принимается глубина отпечатка. Схема испытания по методу Роквелла показана на (рис.2.3, в.)
Вначале прикладывается предварительная нагрузка Р0, под действием которой индентор вдавливается на глубину h0. Затем прикладывается основная нагрузка Р1 под действием которой индентор вдавливается на глубину h1. После этого снимают нагрузку Р1, но оставляют предварительную нагрузку Р0. При этом под действием упругой деформации индентор поднимается вверх, но не достигает уровня h0. Разность (h-h0) зависит от твердости материала; чем тверже материал, тем меньше эта разность. Глубина отпечатка измеряется индикатором часового типа с ценой деления 0,002 мм. При испытании мягких металлов методом Роквелла в качестве индентора применяется стальной шарик. Последовательность операций такая же, как при испытании алмазным конусом. Число твердости, определённое методом Роквелла, обозначается HR. Однако в зависимости от формы индентора и значений нагрузок вдавливания к этому символу добавляется буква А,С, или В, обозначающая соответствующую шкалу измерений. Шкала В используется для измерения наименее твердых металлов, индентором является стальной шарик. По шкале А измеряют твердость особо твердых материалов и в этом случае во избежание повреждений алмазного конуса рекомендуется меньшая нагрузка вдавливания.
Числа твердости по Роквеллу подсчитываются по формулам
| HRA(HRC) = 100 –[(h-h0)/0,002] | ( 3.12) |
| HRB = 130 –[(h-h0)/0,002] | ( 3.13) |
где 100 и 130 – предельно заданное число делений индикатора часового типа с ценой деления 0,002 мм. Например 50 HRC означает, что твердость, определенная методом Роквелла по шкале С при вдавливании алмазного конуса, равна 50.
Преимущество метода Роквелла по сравнению с методом Бринелля и Виккерса заключается в том, что значения твердости по методу Роквелла фиксируются непосредственно стрелкой индикатора, при этом отпадает необходимость в оптическом измерении размеров отпечатка.
Для измерения твердости тонких слоев материала и даже их отдельных структурных составляющих применяют метод микротвердости (ГОСТ 9450- 76).
Этот метод по существу не отличается от метода Виккерса, однако при этом используют малые нагрузки вдавливания; 0,049(0,005); 0,098(0,01); 0,196(0,02); 0,49(0,05); 0,98(0,1); 1,962(0,2); 4,9(0,5) Н (кгс).
Испытания на ударный изгиб
Для проверки способности металла сопротивляться ударным нагрузкам применяют особый вид испытний ударным изгибом - определение ударной вязкости надрезанных образцов. Эти испытания проодят на маятниковых копрах. Испытание должно проводиться при ударе маятника со стороны, противоположной концентратору, в плоскости его симметрии.
На Рис. 3.6 показан маятниковый копер и направление удара бойка маятника. Разность высот положения маятника ло и после удара позволяет вычислить работу А, израсходлванную на разрушение образца.
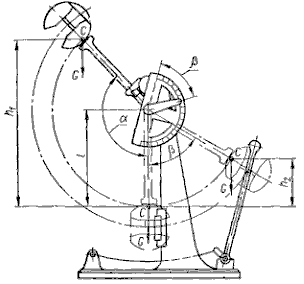
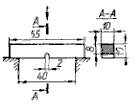
Рис. 3.6 Схема испытания на ударный изгиб.
При испытаниях используются два типа образцов (Рис. 3.7):
· Образец с U образным надрезом (образец Менаже);
· Образец с V образным надрезом (образец Шарпи).
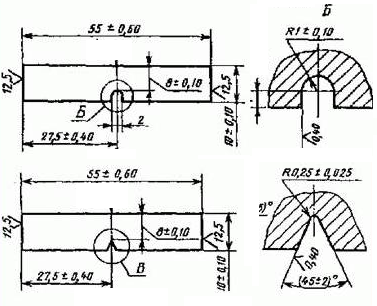
Рис. 3.7 Образцы для испытаний на ударный изгиб
Ударной вязкостью (КС U или КС V в зависимости от формы надреза) Дж/см2 (кгс×м/см2) называется величина работы разрушения образца, тнесенная к плоскости его поперечного сечения в месте надреза. Ударную вязкость вычисляют по формуле:
 , ,
| ( 3.16) |
где А - работа удара, Дж (кгс×м);
F - начальная площадь поперечного сечения образца в месте концентратора, см2,
Хотя данные об ударной вязкости не могут быть использованы при расчете на прочность, но они позволяют оценить особое качество металла – его склонность к хрупкости при динамических нагрузках в условиях сложного напряженного состояния в области надреза, и решить вопрос о применимости того или иного материала для данных условий работы.
Учитывая, что большинство важнейших конструкционных материалов склонно к охрупыванию при понижении температуры работы – явление хладноломкости – испытания образцов материала на ударную вязкость рекомендуется проводить при разных температурах.
Углеродистые стали
По степени раскисления стали делят на:
· кипящие «кп», плавка стали проводится без достаточного количества раскислителей;
· спокойные «сп», стали, раскисленные добавками марганца, кремния и алюминия;
· полуспокойные «пс», стали, занимающие промежуточное положение между кипящими и спокойными.
Спокойные и полуспокойные стали по механическим свойствам различаются незначительно. Кипящие стали обладают большей хладноломкостью, неравномерностью распределения примесей, склонностью к горячим трещинам.
Кроме добавок раскислителей - кремния и марганца, в сталях содержатся вредные примеси – сера и фосфор, содержание которых в стали ограничивают
По содержанию серы и фосфора, неметаллических включений различают углеродистые стали:
· обыкновенного качества;
· качественные;
· высококачестенные.
Сталь получают плавкой чугуна со стальным ломом, легирующими элементами, флюсами в конверторах, мартеновских и электрических печах. Высшие сорта сталей получают электрошлаковым, вакуумным дуговым, электронно-лучевым, плазменно-дуговым переплавом.
Стали обыкновенного качества поставляются по без термообработки в горячекатанном состоянии. Маркируются стали обыкновенного качества сокращением «Ст.» и цифрой 0…6, цифра ничего не говорит о химическом составе стали, чем выше номер, тем выше прочность. Кроме того, в маркировке стали обыкновенного качества могут присутствовать индексы указывающие степень раскисления.
Качественные стали поставляются по ГОСТ 1050, отдельным стандартам и техническим условиям (ГОСТ 5520 – сталь для котлостроения, ГОСТ 5521 сталь для судостроения, ГОСТ 6713 сталь для мостостроения), механические свойства сталей установлены в зависимости от вида термообработки.
Механические характеристики углеродистых сталей:
от 0,1% углерода:  МПа;
МПа;
 МПа;
МПа;
 .
.
от 0,1-0,25%:  МПа;
МПа;
 МПа;
МПа;
 .
.
Низколегированные стали
К сталям данной группы относятся ещё такие марки сталей, как 14Г, 19Г, 09Г2, 14Г2, 12ГС, 17ГС, 09Г2С, 10Г2С1, 10ХСНД, 15ХСНД и др.
В зависимости от легирования стали рассматриваемого типа подразделяют на марганцовистые, кремнемарганцовистые, хромокремнемарганцовистые и др.
Стали предназначаемые для сварных конструкций, поставляют в основном в горячекатаном или нормализованном состоянии. Ряд сталей применяют в термоулучшенном состоянии (после закалки и отпуска), что дает возможность повысить их прочность и стойкость против хрупкого разрушения (ударная вязкость в 1,5—2 раза выше чем у низкоуглеродистых).
Низколегированные стали поставляют по ГОСТ 5058 и специальным техническим условиям. Механические свойства наиболее широко применяемых в промышленности сталей обычно находятся в пределах:  МПа;
МПа;  МПа; при -40° С KCU>30
МПа; при -40° С KCU>30  . Стали, поставляемые в термоулучшенном состоянии, имеют
. Стали, поставляемые в термоулучшенном состоянии, имеют  МПа;
МПа;  МПа и при -70° С KCU>30 .
МПа и при -70° С KCU>30 .
По содержанию серы и фосфора низколегированные низкоуглеродистые конструкционные стали могут быть отнесены к качественным сталям. В последние годы находят применение стали с пониженным содержанием серы, например рафинированные в ковше жидким синтетическим шлаком.
Легирующие элементы оказывают существенное влияние на показатели свариваемости сталей. Увеличение содержания элементов, повышающих закаливаемость, сопровождается снижением сопротивления сварных соединений образованию холодных трещин. Элементы, упрочняющие твердый раствор, способствуют, как правило, снижению ударной вязкости металла в околошовном участке ЗТВ сварных соединений.
Применение сварных конструкций и изделий из низколегированных низкоуглеродистых конструкционных сталей постоянно возрастает, поскольку их применение взамен низкоуглеродистых позволяет в ряде случаев снизить металлоемкость конструкций на 20-50%. Они широко используются в строительстве трубопроводов, конструкций газонефтехимических производств, судов, мостов и других сооружений, эксплуатируемых в температурном интервале –70…+475 С
Цветные металлы
В некоторых отраслях промышленности наряду с применением стали получили распространение цветные сплавы: в авиации, судостроении, строительстве. Сплавы на основе алюминия и титана обладают значительно меньшей плотностью по сравнению со сталями, хорошо сохраняют свои свойства при работе в условиях низких температурах. Они обладают более высокой коррозионной стойкостью и обеспечивают экономию массы по сравнению с рядом других применяемых материалов. С другой стороны, цветные сплавы имеют в несколько раз меньший, чем сталь, модуль упругости, что снижает устойчивость элементов конструкций, увеличивает их деформируемость.
По сравнению со сталями обыкновенного качества цветные сплавы обладают повышенной чувствительностью к концентраторам напряжений. Это повышает требования к качеству обработки изделий и особенно к качеству сварочных работ.
Алюминевые сплавы
По масштабам применения в народном хозяйстве алюминий занимает среди металлов второе место после железа.
Механические свойства отожженного алюминия высокой чистоты:  МПа;
МПа;  МПа;
МПа; 
Механические свойства отожженного алюминия технической чистоты:  МПа;
МПа;  МПа;
МПа; 
Холодная пластическая деформация повышает предел прочности технического алюминия до 150 МПа, но относительное удлинение снижается до 6 %.
Модуль упругости алюминия 71000 МПа.
Втрое меньший чем у стали модуль уругости обуславливает малую жесткость конструкций изготовленных из алюминия и его сплавов. Прочность чистого алюминия также низка, однако она может быть существенно увеличена путем легирования.
Алюминиевые сплавы представляют собой двойные, тройные и более сложные системы с различной растворимостью компонентов в твердом состоянии. Для упрощения маркировки в обозначении некоторых сплавов, кроме алюминия, с помощью букв отражается еще один элемент (основной компонент), а цифрами - его процентное содержание;
· АМц - алюминиево-марганцевый сплав.
· АМг - алюминиево-магниевый.
· АВ - алюминиево-кремниевый (авиаль).
· Д - дуралюмин.
· В - высокопрочный сплав.
В маркировке сплавов после цифр могут быть еще буквы, которые обозначают состояние поставки проката или листа, то есть вид механической или термической обработки металла. Буквенные обозначения механической и термической обработки алюминиевых сплавов (состояние поставки):
· П - полунагартованные.
· Н - нагартованные.
· М - отожженные.
· Т - закаленные и естественно состаренные.
· TI - закаленные и искусственно состаренные.
Алюминиевые сплавы различают двух видов: литейные, которые применяются в виде отливок, в основном, в машиностроении, и так называемые деформируемые, из которых путем пластических деформаций изготовляются различные профили и листы, применяемые в строительстве и в других отраслях народного хозяйства.
Деформируемые сплавы разделяют на две группы: термически необрабатываемые и термически обрабатываемые.
Общими свойствами группы термически необрабатываемых сплавов являются: невысокая прочность и хорошая свариваемость. Для повышения прочности листов, изготовляемых из сплавов этой группы, применяется полунагартовка.
Термически неупрочняемые алюминиевые сплавы:
а) Алюминиево-марганцевый сплав АМц.
Содержит 1-1,6%. марганца. Сплав имеет низкий предел прочности - 110-170 МПа. Сваривается. Как правило, используется для ограждающих конструкций.
б) Алюминиево-магниевый сплав АМг-6Т.
По стойкости против коррозии алюминиево-магниевые сплавы занимают первое место после технически чистого алюминия. Хорошо свариваются. Применяются для листовых и для сварных стержневых конструкций.
Наибольшее распространение из алюминиево-магниевых сплавов получил в строительстве сплав АМг-6Т, который содержит около 6% магния и до 0,2% титана (что в марке сплава обозначено буквой Т).
Предел прочности АМг-6Т -320 МПа и относительное удлинение- 15%.
Наиболее качественные сварные соединения алюминия и его сплавов получают при контактной сварке и электродуговой сварке в среде аргона.
Одно из наиболее ценных качеств алюминиевых сплавов - это их относительно малый собственный вес при высокой прочности. Объемный вес сплавов АМг, АМц, АВ-2700 кг/м3, дуралюмина - 2800 кг/м3, то есть вес сплавов почти в три раза (в 2,7-2,9 раза) меньше веса сталей.
В качестве характеристики прочности материала с учетом собственного веса принято оценивать по такому показателю как удельная прочность. Удельная прочность предсталяет собой обношение расчетного сопротивления к объемному весу. Физически, это отношение показывает высоту столба постоянного сечения, в основании которого напряжения от собственного веса равны расчетному сопротивлению. Удельная прочность высокопрочных алюминиевых сталей в несколько раз выше чем у обыкновенных сталей.
Более широкому применению алюминиевых сплавов при изготовлении сварных конструкций препятствуют малая жесткость сплавов алюминия, достаточно сложная технология сварки и разупрочнение сварных соединении нагартованного металла.
Титановые сплавы
Сварные конструкции и изделия из титана и его сплавов находят применение не только в военной промышленности и новых отраслях техники, но во многих областях машиностроения и строительства.
В связи с более высокой удельной прочностью и жесткостью титан и его сплавы имеют неоспоримые преимущества перед алюминиевыми и магниевыми сплавами, особенно для сварных конструкций, работающих при 150—200°С, т. е. у верхнего предела рабочего интервала температур для алюминиевых и магниевых сплавов. В тех случаях, когда сопротивление коррозии играет важную роль, сплавы металлов алюминия и магния выгодно заменять титаном и его сплавами также и в сварных конструкциях, работающих при комнатной температуре. Сочетание высокой удельной прочности с относительно высокой теплоустойчивостью позволит в дальнейшем еще более широко использовать титан и его сплавы вместо аустенитных сталей в сварных конструкциях, предназначенных для эксплуатации при температурах до 500°.
Первое применение сварные конструкции из титана нашли в оборонной технике: авиации, ракетостроении, судостроении, танкостроении, стрелковом и артиллерийском вооружении. В настоящее время титан и его сплавы начинают все более широко использоваться также и в других отраслях, например, в гражданской авиации, атомном, энергетическом, химическом, нефтяном и транспортном машиностроении.
Технический титан имеет  МПа;
МПа;  МПа;
МПа;  ,
,  , E = 140000 МПа.
, E = 140000 МПа.
Легирование существенно меняет механические характеристики титана. При этом, меняется и фазовый состав сплавов.
По структуре различают однофазные и двухфазные титановые сплавы – α, α+β, β. Однофазные упрочняются механически, двухфазные упрочняются термообработкой.
α: ВТ1-0, ОТ4, ВТ5.
α+β: ВТ4, ВТ6, ВТ14, ВТ22, ВТ8
β: ВТ15, ТС-6.
Β сплавы отдичаются низкой свариваемостью, поэтому в сварных конструкциях используются в основном α и α+β сплавы.
Табл. 3.1 Механические характеристики некоторых титановых сплавов
| Марка сплава | Термообработка | Стандартные механические свойства | |||
| σв | δ | ψ | KCU, | ||
| МПа | % | Дж/см2 | |||
| ВТ6 | Отжиг Закалка и старение | 950-1100 1150 | 10-13 8 | 25-60 30 | 30 25 |
| ВТ22 | Отжиг Закалка и старение | 1100-1250 1400-1550 | 8 5 | - - | - - |
| ВТ8 | Отжиг Закалка и старение | 1050-1250 1200 | 10-18 6 | 32-55 20 | 30-50 - |
Титановые сплавы обладают высокой коррозионной стойкостью, удельной прочностью.
Однако титановые сплавы имеют склонность к замедленному разрушению, без тщательной подготовки свариваемых кромок и качественной защиты сварные конструкции разрушаются и без нагрузки.
Сварочные материалы.
Стальные сварочные проволоки поставляются по ГОСТ 2246, алюминиевые – по ГОСТ 7871, для наплавки – по ГОСТ 10543.
Маркировка стальных проволок начинается с сокращения «св.» - для сварочных проволок, и «нп.» - для наплавочных. В остальном маркировка проволок совпадает с маркировкой сталей.
Электроды поставляются по ГОСТ 9467, 10052 и техническим условиям. Полная маркировка электродов в соответствии с ГОСТ 9466 приведена на Рис. 3.19.
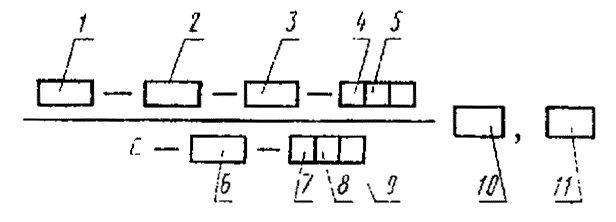
Рис. 3.19 Полная маркировка электродов для ручной дуговой сварки.
1-тип; 2- марка; 3-диаметр, мм; 4-обозначение назначения электродов; 5-обозначение толщины покрытия; 6-группа индексов; указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7-обозначение вида покрытия; 8-обозначение допустимых пространственных положений сварки или наплавки; 9-обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 10-обозначение настоящего стандарта; 11-обозначение стандарта на типы электродов
Согласно ГОСТ 9467-75 электроды изготавливатются следующих типов: Э38, Э42, Э46 и Э50-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2;
Э42А, Э46А и Э50А-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм2;
Э70, Э85, Э100, Э.125, Э150-для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2.
Электроды для сварки специальных сталей изготавливаются с использованием проволок содержащих легирующие элементы и в обозначении типа Указывается марка проволоки: Э-09М, Э-09МХ, Э-09Х1М, Э-10Х17Т, Э-08Х19Н10Г2МБ и т.д.
Растяжение поперек шва
Рассмотрим работу мягкой прослойки при растяжении стыкового соединения поперек шва (Рис. 4.3) достаточно большой протяженности за плоскость чертежа. В упругой стадии нагружения мягкая прослойка и соседние участки деформируются однородно, и при достижении предела текучести материала мягкой прослойки  в ней возникает пластическая деформация, в то время как соседние участки остаются в упругом состоянии. При дальнейшем повышении нагрузки и деформации коэффициент поперечной деформации
в ней возникает пластическая деформация, в то время как соседние участки остаются в упругом состоянии. При дальнейшем повышении нагрузки и деформации коэффициент поперечной деформации  у прослойки будет выше, чем у соседнего металла.
у прослойки будет выше, чем у соседнего металла.
|
Рис. 4.3 Зависимость
|
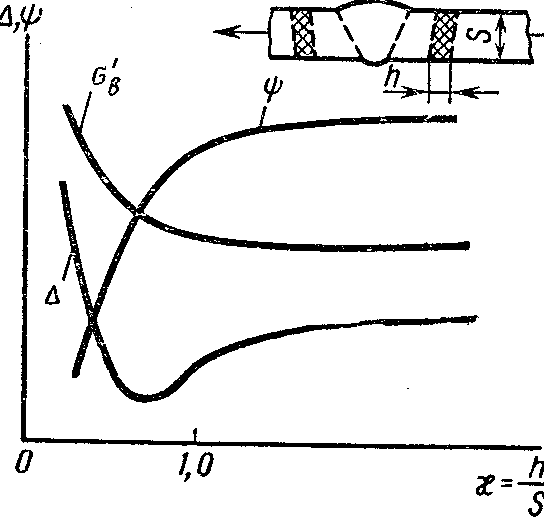
 ,
,  и
и  от относительной толщины прослойки.
от относительной толщины прослойки.По мере развития пластической деформации в прослойке  , в то время как в упругих частях
, в то время как в упругих частях  . Из-за неодинаковой поперечной деформации возникают касательные напряжения, максимальные на плоскостях раздела. Они будут препятствовать поперечному сужению прослойки в направлении толщины листа. Чем уже прослойка, т. е. чем меньше
. Из-за неодинаковой поперечной деформации возникают касательные напряжения, максимальные на плоскостях раздела. Они будут препятствовать поперечному сужению прослойки в направлении толщины листа. Чем уже прослойка, т. е. чем меньше  , тем меньшее поперечное сужение получает прослойка к моменту возникновения в ней истинных разрушающих напряжений
, тем меньшее поперечное сужение получает прослойка к моменту возникновения в ней истинных разрушающих напряжений  . Так как среднее истинное разрушающее напряжение
. Так как среднее истинное разрушающее напряжение  меняется мало, то в более узких мягких прослойках площадь утоненного поперечного сечения прослойки Fy к моменту разрушения будет больше, а следовательно, будет больше и разрушающая сила Рр:
меняется мало, то в более узких мягких прослойках площадь утоненного поперечного сечения прослойки Fy к моменту разрушения будет больше, а следовательно, будет больше и разрушающая сила Рр:
В этом заключается причина повышения несущей способности (эффект контактного упрочнения). Повышение разрушающей силы не может происходить беспредельно, так как соседние с мягкой прослойкой более прочные участки также при определенных условиях начнут пластически деформироваться. Чем более прочны соседние зоны, тем больше эффект контактного упрочнения. Твердые прослойки, находящиеся рядом с мягкими, усиливают этот эффект.
Относительное поперечное сужение  в мягкой прослойке и абсолютное удлинение образца
в мягкой прослойке и абсолютное удлинение образца  зависят от относительной толщины прослойки
зависят от относительной толщины прослойки  и свойств металлов в соединении. На Рис. 4.3 видно, что в широких прослойках, когда эффекта контактного упрочнения еще не наблюдается, остается постоянным при уменьшении , а постепенно падает по мере уменьшения доли длины участка мягкой прослойки в общей длине образца. В области контактного упрочнения резко падает, так как возрастают поперечные касательные напряжения, препятствующие сужению прослоек. Удлинение образца при уменьшении также сначала уменьшается, но затем, когда реализуется повышение прочности, возрастает, поскольку в пластическую деформацию в большей мере вовлекается основной металл.
и свойств металлов в соединении. На Рис. 4.3 видно, что в широких прослойках, когда эффекта контактного упрочнения еще не наблюдается, остается постоянным при уменьшении , а постепенно падает по мере уменьшения доли длины участка мягкой прослойки в общей длине образца. В области контактного упрочнения резко падает, так как возрастают поперечные касательные напряжения, препятствующие сужению прослоек. Удлинение образца при уменьшении также сначала уменьшается, но затем, когда реализуется повышение прочности, возрастает, поскольку в пластическую деформацию в большей мере вовлекается основной металл.
Растяжение вдоль шва.
Рассмотрим случай, когда растягивающая сила направлена вдоль шва и все прослойки испытывают одинаковые деформации. Деформационная способность соединения и, как показано ниже, его несущая способность ограничены пластичностью металла наименее пластичной прослойки. На Рис. 4.4 показаны диаграммы зависимости напряжения от деформации в различных зонах сварного соединения. Точки А1, А2 и А3 соответствуют разрушению образца. Разрушение наступит при  . При этом напряжения
. При этом напряжения  в основном металле,
в основном металле,  в шве и
в шве и  в твердой прослойке будут сильно различаться. Продольная растягивающая сила в основной воспринимается участком основного металла, так как его площадь намного превосходит и площадь поперечного сечения шва, и площадь твердой прослойки. И хотя уровень напряжений в твердой прослойке будет велик, средние напряжения будут близки к
в твердой прослойке будут сильно различаться. Продольная растягивающая сила в основной воспринимается участком основного металла, так как его площадь намного превосходит и площадь поперечного сечения шва, и площадь твердой прослойки. И хотя уровень напряжений в твердой прослойке будет велик, средние напряжения будут близки к  что существенно ниже разрушающих напряжений в точке А1. Это означает, что прочность сварного соединения нагруженного вдоль шва с твердой прослойкой, окажется ниже, чем прочность такого же элемента из основного металла. Отрицательное влияние твердой прослойки сказывается сильнее, если по длине соединения встречаются резкие изменения сечения шва, вызывающие концентрацию напряжений, или еще хуже — поперечные трещины или другие дефекты в твердой прослойке.
что существенно ниже разрушающих напряжений в точке А1. Это означает, что прочность сварного соединения нагруженного вдоль шва с твердой прослойкой, окажется ниже, чем прочность такого же элемента из основного металла. Отрицательное влияние твердой прослойки сказывается сильнее, если по длине соединения встречаются резкие изменения сечения шва, вызывающие концентрацию напряжений, или еще хуже — поперечные трещины или другие дефекты в твердой прослойке.
При действии силы вдоль шва наличие малопрочных мягких прослоек практически не влияет на общую несущую способность нагруженного элемента, так как площадь прослоек обычно невелика.
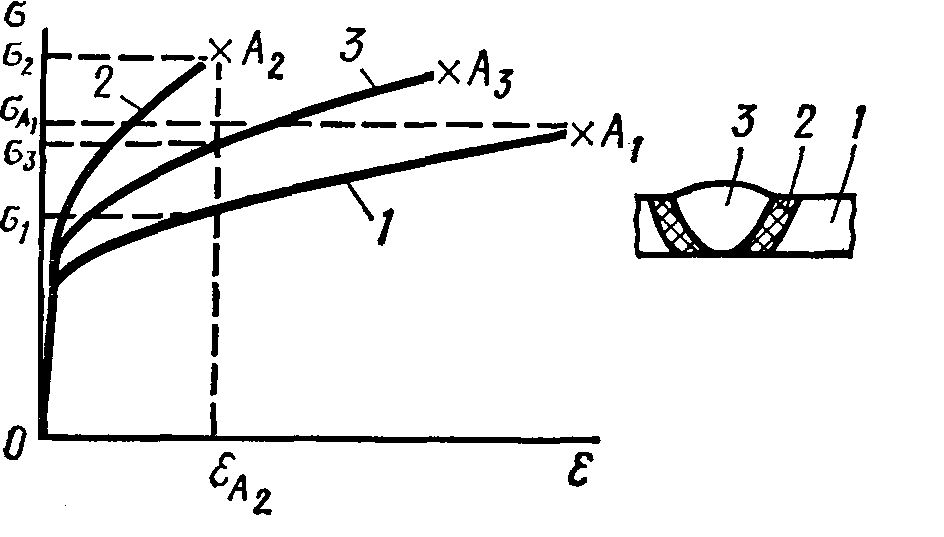
Рис. 4.4 Диаграммы зависимости напряжения  от деформаций
от деформаций  для различных зон сварного соединения при растяжении вдоль шва.
для различных зон сварного соединения при растяжении вдоль шва.
Другие схемы нагружения.
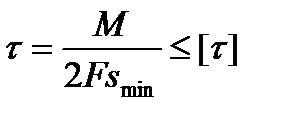
При испытании соединений с мягкой прослойкой на изгиб до разрушения разрушающий момент Мр, при котором появляются трещины в прослойке, не зависит от относительной ширины прослойки . Это можно объяснить тем, что разрушение при изгибе не связано с образованием шейки и изменением размеров поперечного сечения. Поэтому касательные напряжения, действующие вблизи границ мягкой прослойки, хотя и влияют на процесс пластической деформации во время нагружения, но не изменяют существенно толщины образца и его момента сопротивления. Разрушение наступает, когда максимальное напряжение в крайнем волокне достигает истинного разрушающего напряжения металла мягкой прослойки  . Если принять, что зависимость напряжения
. Если принять, что зависимость напряжения  от деформации
от деформации  при
при  имеет линейный характер и к моменту разрушения эпюра напряжений в сечении выглядит, как показано на Рис. 4.5, то разрушающий момент равен
имеет линейный характер и к моменту разрушения эпюра напряжений в сечении выглядит, как показано на Рис. 4.5, то разрушающий момент равен
где W — момент сопротивления сечения;  — предел текучести металла мягкой прослойки.
— предел текучести металла мягкой прослойки.
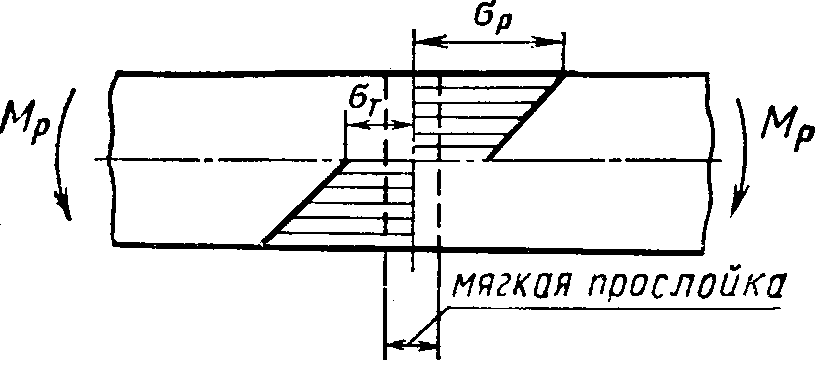 Рис. 4.5 Схематичное распределение напряжений при изгибе полосы с мягко прослойкой
Рис. 4.5 Схематичное распределение напряжений при изгибе полосы с мягко прослойкой
|
При работе соединений с мягкой прослойкой в элементах конструкций влияние мягкой прослойки на прочность может несколько изменяться. В сосудах с внутренним давлением р, где  , мягкая прослойка с малой в кольцевом шве работает аналогично сварному соединению, которое растягивается вдоль прослойки. Пониженной прочности металла прослойки при этой схеме не обнаруживается, так как разрушение происходит вдоль сосуда.
, мягкая прослойка с малой в кольцевом шве работает аналогично сварному соединению, которое растягивается вдоль прослойки. Пониженной прочности металла прослойки при этой схеме не обнаруживается, так как разрушение происходит вдоль сосуда.
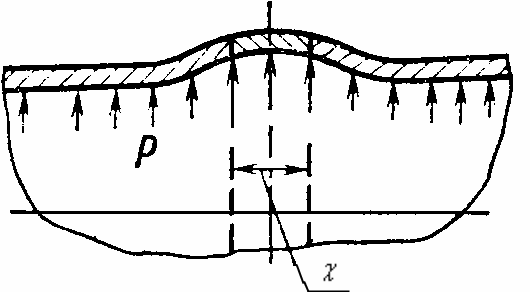
Рис. 4.6 Мягкая широкая прослойка в кольцевом шве цилиндрического сосуда, работающего под внутренним давлением р
Если велика, то мягкая прослойка удлиняется в окружном направлении сильнее, чем остальная часть сосуда, в результате чего искривляется прямолинейная образующая (Рис. 4.6). Разрушение может наступить вдоль образующей сосуда в зоне прослойки вследствие повышенной деформации в окружном направлении или даже по окружности из-за дополнительных деформаций изгиба и растяжения вдоль сосуда. Твердые прослойки в кольцевом сварном соединении разрушаются раньше, чем остальная часть сосуда достигает предельной пластической деформации в окружном направлении. Этот случай аналогичен растяжению сварного соединения вдоль шва при наличии в нем твердой прослойки. Момент разрушения зависит от пластичности твердой прослойки.
Мягкая прослойка в продольном шве ведет себя примерно так же, как при испытании образцов на одноосное растяжение с поперечной мягкой прослойкой. Твердые прослойки в продольных швах сосуда, если они не попадают в зону концентрации напряжений, обычно не снижают прочности сосуда.
В сварных соединениях прослойки могут находиться под углом к направлению действия сил, иметь произвольную форму поперечного сечения и иначе влиять на прочность. Однако общая тенденция их влияния оказывается такой же, как в случаях, рассмотренных выше.
Общие положения
Под концентрацией напряжений понимают резкое местное увеличение напряжений в местах изменения формы деталей (различные проточки, резьба, отверстия и т.д.). В сварных соединениях концентрацию напряжений вызывают нахлестки, усиления и т.д., а также технологические дефекты (поры, шлаковые включения, особенно трещины и непровары) Влияние концентрации напряжений на прочность конструкций, в том числе и сварных исключительно велико. Это основной фактор снижающий прочность конструкции.
Рассмотрим предварительно распределение напряжений в пределах упругих деформаций на полосе шириной а, ослабленной круглым небольшим отверстием диаметром d (Ошибка! Источник ссылки не найден., а).
При у= d /2, σ’=3σ, т. е. теоретический коэффициент концентрации КТ=σ’/σ=3. При y =2 d , σ'=1,04σ, т. е. приближается к единице.

Рис. 5.1 Концентрация напряжений: а — в полосе с круглым отверстием; б — в полосе с эллиптическим отверстием; в — распределение σ в упругой стадии, г — распределение σ в пластической стадии нагружения.
В случае эллиптического отверстия (Ошибка! Источник ссылки не найден. б) теоретический коэффициент концентрации напряжений в пределах упругих деформаций
| ( 2.1) |
Указанные местные напряжения в зоне концентрации не опасны для прочности в конструкциях из пластичных металлов при статических нагрузках. Поясним это положение.
Диаграммы растяжения пластичного металла нередко схематизируются. Их приближенно заменяют двумя прямыми: наклонной, выражающей зависимость напряжения от деформаций в упругой области, и горизонтальной. Горизонтальная прямая показывает, что при ε→εТ деформация протекает пластически, без увеличения нагрузки, приложенной к испытуемому элементу.
Вернемся к рассмотрению эпюры напряженной полосы, ослабленной отверстием (Ошибка! Источник ссылки не найден., в). Напряженное состояние в сечении А—А близко к одноосному. Допустим, что около отверстия напряжение достигло значения σТ,. Это соответствует деформации εТ,. При увеличении нагрузки деформации возросли, но напряжения в зоне, где ε> εТ (Ошибка! Источник ссылки не найден., г), как это следует из схематизированной диаграммы растяжения, остаются равными σТ. Эпюра станет изменять свою форму и выравниваться. Приближенно можно принять, что она примет очертание, близкое к прямоугольному (Ошибка! Источник ссылки не найден., д), что и было положено в основу расчета прочности по элементарным формулам.
Сглаживание эпюры напряжений в пластической стадии, рассмотренное на конкретном примере, является закономерным процессом, имеющим место во многих элементах конструкций из пластичных сталей (низкоуглеродистые и низколегированные) при одноосных напряженных состояниях (а иногда и многоосных). Однако концентрация напряжений существенно снижает прочность при переменных нагрузках; в случае ограниченной пластичности металла и при статических нагрузках.
Концентрацию напряжений в сварных конструкциях вызывают следующие причины: технологические дефекты шва — газовые пузыри, шлаковые включения и особенно трещины и непровары. Возле этих дефектов при нагружении силовые линии искривляются, в результате чего образуется концентрация напряжений. Коэффициенты концентрации напряжений около указанных дефектов значительны, но при их небольшом числе и размерах прочность сварных соединений остается удовлетворительной. В плотных однородных стыковых швах концентрация напряжений может быть сведена до минимума.
Балки
Балками называют элементы конструкций, работающие в основном на поперечный изгиб. Они входят в состав рам различного назначения (вагонов, кранов, станин, каркасов зданий), перекрытий, мостов и других металлических конструкций и машин.
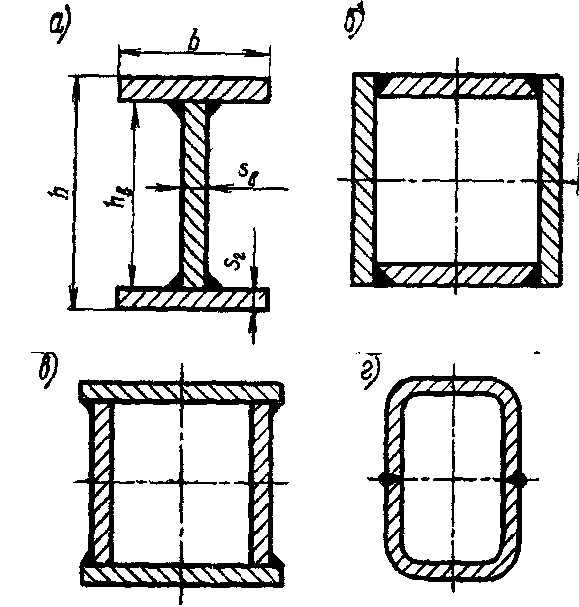 Рис. 7 . 1 . Типы поперечных сечений сварных балок:
а) открытый тип сечения; б), в) г) закрытые профили
Рис. 7 . 1 . Типы поперечных сечений сварных балок:
а) открытый тип сечения; б), в) г) закрытые профили
|
Наиболее часто применяют сварные балки двутаврового (Рис. 7.1, а) и коробчатого (Рис. 7.1, б, в) профилей, более редко—с профилями, указанными на Рис. 7.1 г. Двутавровые балки хорошо сопротивляются изгибу в плоскости своей наибольшей жесткости, коробчатые—изгибу в разных плоскостях и кручению. Балки с профилями, указанными на Рис. 7.1, удобны в изготовлении, рациональны с позиции использования материала. Поперечные сечения балок иногда изменяются по длине, если последняя значительна. В некоторых случаях изменяют толщину или ширину горизонтальных листов (Рис. 7.2, а) (что более целесообразно). Иногда применяют несколько пар горизонтальных листов, если толщина каждого из них s≥30-35 мм , при этом в менее нагруженных участках число листов уменьшают (Рис. 7.2, в). В некоторых случаях изменяют высоту вертикальных листов (Рис. 7.2, б).
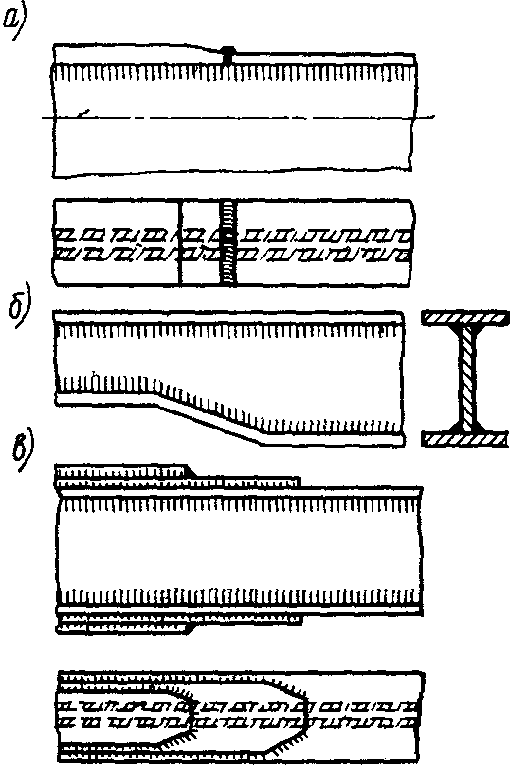 Рис. 7 . 2 Балки с переменными поперечными сечениями:
а) изменяется толщина листов; б) изменяется высота балки; в) изменяется число листов в поясах
Рис. 7 . 2 Балки с переменными поперечными сечениями:
а) изменяется толщина листов; б) изменяется высота балки; в) изменяется число листов в поясах
|
Балки переменного сечения по сравнению с постоянным позволяют лучше использовать несущую способность металла по всей их длине. Они экономичнее по весу в сравнении с балками постоянного профиля, у которых значительная их часть работает при напряжениях, значительно меньше допускаемых. В технологическом отношении балки переменного профиля несколько сложнее. Вопрос выбора конструкций решается с экономических позиций, а иногда и с учетом общей компоновки и эстетики. Значительное большинство типовых балок имеют профиль, постоянный по длине.
При расчете балок встречаются с тремя видами задач.
1. Заданы размеры балки, известны расчетные усилия—изгибающие моменты и поперечные силы. Требуется проверить прочность балки. В этом случае по правилам курса «Сопротивление материалов» определяют нормальные и касательные напряжения.
2. Задана балка и заданы допускаемые напряжения. Требуется определить допускаемую нагрузку на балку. Эта задача также легко решается с использованием общеизвестных формул из курса «Сопротивление материалов».
3. Требуется спроектировать балку, обеспечивающую требуемую грузоподъемность. Эта задача является наиболее трудной по сравнению с первыми двумя. Решать ее надо следующим образом: от заданной нагрузки определяют опорные реакции, строят эпюры поперечных сил Q , изгибающих моментов М по длине и крутящих моментов, если последние имеют место.
При наличии подвижных нагрузок чертят линии влияния опорных реакций, затем Q и М для сечений х=0; х=0,1 L ;
х=0,2 L и т. д. до х=0,5L.
В указанных сечениях вычисляют максимальные значения усилий при самом опасном для них положении подвижных нагрузок. После этого подбирают размеры поперечных сечений балки, обеспечивающие прочность.
Общая устойчивость
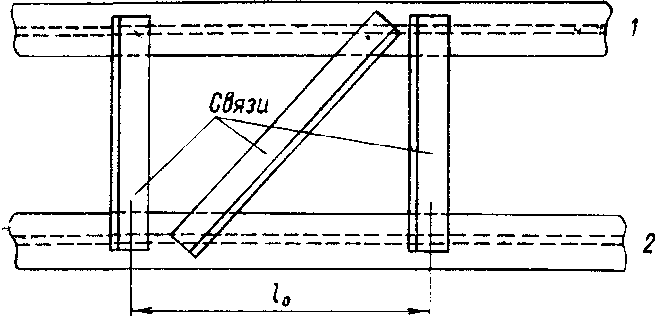 Рис. 7.3 К определению расстояния L 0 между закреплениями балки в горизонтальной плоскости
Рис. 7.3 К определению расстояния L 0 между закреплениями балки в горизонтальной плоскости
|
Чтобы обеспечить общую устойчивость балки таврового профиля, у которой J х велик по сравнению с Jу, следует прибегнуть к одному из двух мероприятий.
1. Укоротить свободную длину изгибаемого элемента. Например, если установлены параллельно две изгибаемых балки 1 и 2, то их следует взаимно соединить связями (Рис. 7.3), особенно сжатые пояса. Такие связи ставят в подкрановых балках, мостовых кранах и т. п. Момент инерции двух балок, соединенных связями, во много раз больше момента инерции в
горизонтальной плоскости каждой из балок в отдельности.
2. Снизить величину допускаемых напряжений. Проверку напряжений в изгибаемой балке с учетом требований обеспечения общей устойчивости проводят по формуле
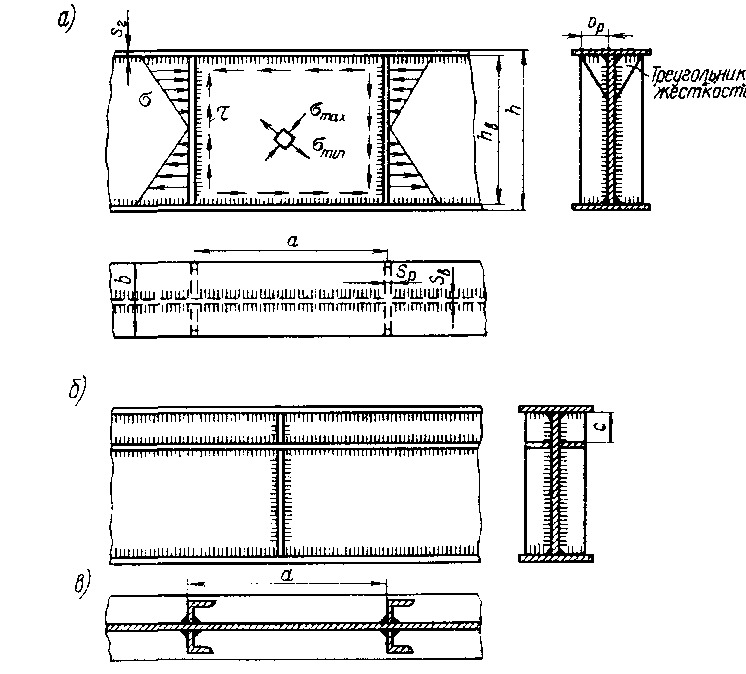 Рис. 7 . 4 К вопросу расчета местной устойчивости вертикальных листов балок.
а) образование напряжений σ и τ, вызывающих потерю устойчивости, б), в) постановка вертикальных ребер жесткости
Рис. 7 . 4 К вопросу расчета местной устойчивости вертикальных листов балок.
а) образование напряжений σ и τ, вызывающих потерю устойчивости, б), в) постановка вертикальных ребер жесткости
|
где φ — коэффициент уменьшения допускаемых напряжений в балке с учетом обеспечения ее устойчивости.
Местная устойчивость
Помимо проверки общей устойчивости необходимо про верить отдельные элементы балки на местную устойчивость. В сжатых поясах потеря устойчивости происходит, когда напряжения сжатия превышают критические значения.
| ( 7.4) |
Устойчивость вертикального листа в балках из низко углеродистой стали обеспечена, если при отсутствии сосредоточенных сил, перемещающихся по балке,
а при наличии сосредоточенных сил, перемещающихся по балке,
| (7.5) |
(σТ выражено в МПа).
В вертикальных листах балок потеря устойчивости может быть вызвана нормальными сжимающими напряжения ми и комбинацией нормальных и касательных напряжений. Касательные напряжения вызывают в диагональных сечениях нормальные сжимающие  растягивающие
растягивающие  напряжения.
напряжения.
Для повышения местной устойчивости вертикального листа, т. е. для увеличения  , при заданной высоте балки следует уменьшить а, устанавливая ребра жесткости. Постановка ребер жесткости необходима, если не соблюдены условия ( 7.4) и ( 7.5). Обычно вертикальные ребра жесткости конструируют из полос, реже — из профильного материала (Рис. 7.4, в).
, при заданной высоте балки следует уменьшить а, устанавливая ребра жесткости. Постановка ребер жесткости необходима, если не соблюдены условия ( 7.4) и ( 7.5). Обычно вертикальные ребра жесткости конструируют из полос, реже — из профильного материала (Рис. 7.4, в).
Ширину ребра (мм) принимают b р=40мм+ h в/30; толщину  . Расстояние между ребрами жесткости определяется значением напряжений и размерами балки, но не менее 1,2hв.
. Расстояние между ребрами жесткости определяется значением напряжений и размерами балки, но не менее 1,2hв.
Помимо основных ребер жесткости, устанавливаемых по всей высоте вертикального листа балки, в интервалах между ними иногда ставят укороченные ребра жесткости треугольного очертания. Их высота составляет примерно hв/3. Укороченные ребра (треугольники жесткости) иногда ставят при воздействии на пояс балки сосредоточенных грузов большой массы. Как правило, наличие таких ребер нежелательно, так как осесимметричное их расположение относительно оси вызывает при сварке искривление балки в вертикальной плоскости.
В балках большой высоты  иногда ставят горизонтальные ребра жесткости. Их располагают на расстоянии с=(1/4…1/5) hB от верхнего горизонтального листа (Рис. 7.4, в).
иногда ставят горизонтальные ребра жесткости. Их располагают на расстоянии с=(1/4…1/5) hB от верхнего горизонтального листа (Рис. 7.4, в).
При отсутствии в балке подвижных нагрузок рекомендуется постановка ребер жесткости с одной стороны. Это дает экономию металла, но способствует образованию достаточного деформирования от несимметрично уложенных швов.
В коробчатых балках устанавливаются диафрагмы жесткости. диафрагмы допускается приваривать односторонними швами, растянутый пояс допускается не приваривать, при обеспечении плотной пригонки к полке.
Работа на кручение
В тех случаях, когда балки работают на кручение, применение балок двутаврового профиля становится нецелесообразным.
Напряжение от кручения в незамкнутых профилях (двутавровых, уголковых и т. д.) равно (Рис. 7.5,а)
| ( 7.6) |
где V i — коэффициент, приближенно равный 0,33.
α=1 для уголка; α=1,3 для двутаврового профиля;
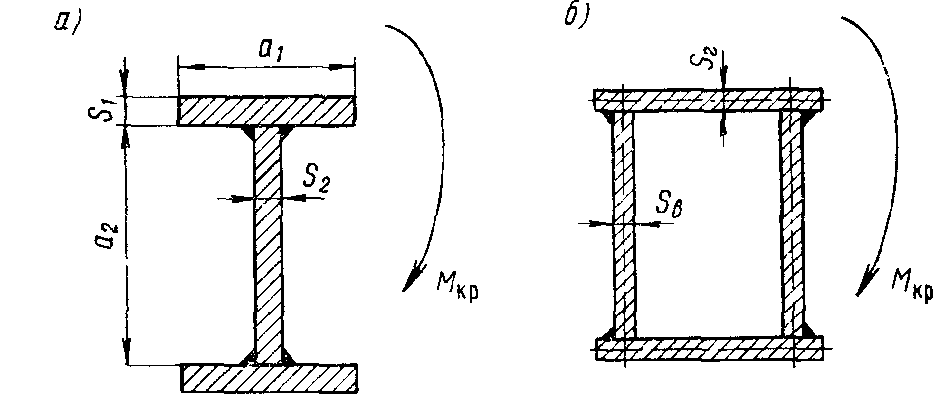 Рис. 7 . 5 К расчету балки на кручение:
а) двутаврового открытого профиля; б) трубчатого закрытого профиля
Рис. 7 . 5 К расчету балки на кручение:
а) двутаврового открытого профиля; б) трубчатого закрытого профиля
|
ai — наибольший размер стороны прямоугольника (вертикального или горизонтального листа);
si—наименьший размер стороны того же прямоугольника;
smax—наибольшая толщина профиля.
Так как момент сопротивления оказывается, как правило, малым, то напряжение τ значительно.
При кручении целесообразно применение сварных балок коробчатого поперечного сечения. Напряжение от крутящего момента с достаточной степенью точности может быть найдено по формуле
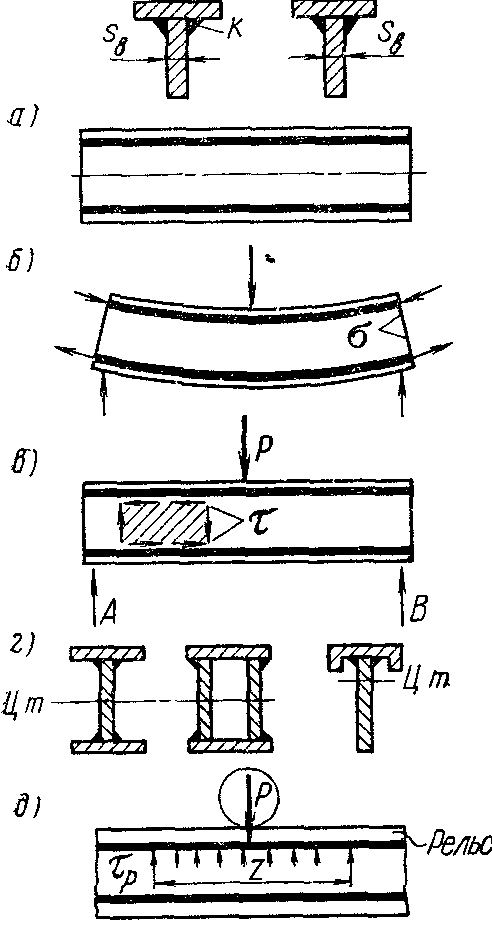 Рис. 7 . 6 . К расчету поясных швов сварных балок:
а) швы без подготовки кромок, б) связующие напряжения от изгиба, в), г) примеры сварных соединений в различных профилях балок, д) образование в швах рабочих напряжений τp под сосредоточенной силой
Рис. 7 . 6 . К расчету поясных швов сварных балок:
а) швы без подготовки кромок, б) связующие напряжения от изгиба, в), г) примеры сварных соединений в различных профилях балок, д) образование в швах рабочих напряжений τp под сосредоточенной силой
|
где F—площадь сечения прямоугольника (Рис. 7.5, б), ограниченного штрихпунктирными линиями;
smin — наименьшая толщина вертикального или горизонтального листа.
Так как F велико, то напряжение τ оказывается незначительным.
Сварные соединения
Горизонтальные листы соединяются с вертикальными поясными швами. Они, как правило, угловые (Рис. 7.6, а) и в редких случаях при наличии сосредоточенных перемещающихся грузов большой величины или действии переменных нагрузок — с подготовкой кромок.
Если балка работает на поперечный изгиб, то в поясных швах возникают связующие нормальные напряжения σ вследствие совместной деформации шва и основного металла, которые в учет не принимаются (Рис. 7.6, б), и рабочие касательные τ (Рис. 7.6, е). Поясные швы обеспечивают работу на изгиб всего сечения как единого целого. Срезывающие усилия на уровне крайних кромок вертикального листа на единицу длины определяются по формуле
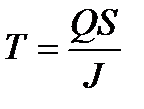
где Q—расчетная поперечная сила в рассматриваемом сечении;
J—момент инерции всего сечения;
S — статический момент площади пояса (горизонтального листа и рельса, если таковой имеется) относительно центра тяжести сечения балки.
Касательные напряжения τ от усилия Т являются рабочими. Их роль в балке существенна, несмотря на относительно небольшую величину.
В швах с катетом к касательные напряжения равны
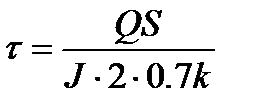
При наличии в вертикальном листе подготовки кромок определение касательных напряжений производится по формуле
При сварке конструкций, у которых толщина листов s>4 мм , величину к принимают также > 4 мм .
Прерывистые швы нецелесообразны, так как при этом затрудняется применение автоматической сварки.
При наличии на балке сосредоточенных перемещающихся грузов поясные швы принимают некоторое участие в передаче нагрузки с горизонтального листа на вертикальный (Рис. 7.6, д). Это имеет место вследствие неплотного их взаимного соприкосновения. Если груз перемещается по рельсу, прикрепленному к поясу балки, то напряжение τр в поясных швах определяется по формуле
| ( 7.7) |
где Р—величина сосредоточенного груза;
n—коэффициент, зависящий от характера обработки кромки вертикального листа (обычно n=0,4);
z—расчетная длина шва, по которой происходит передача давления с пояса на вертикальный лист
 .
.
После вычисления τр по ( 7.7) определяют условное результирующее напряжение
Швы, приваривающие ребра жесткости, как правило, расчетом на прочность не проверяются. Они выполняются угловыми, с катетом к=0,5— 1,0s в, где s в —толщина вертикального листа. Эти швы в опорных сечениях, а также в местах приложения сосредоточенных сил непременно выполняют непрерывными. Ребра жесткости вне опорных сечений в наиболее напряженных волокнах растянутой зоны иногда не привариваются.
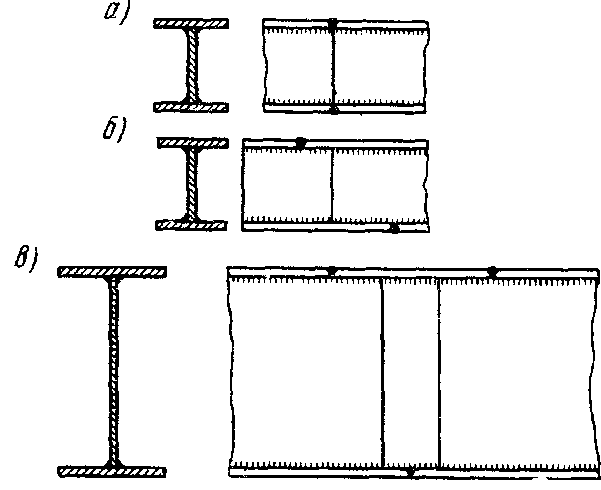 Рис. 7 . 7 Стыки сварных двутавровых балок
a) универсальные (все элементы стыкуются в одном сечении), б) частичные, в) со вставками
Рис. 7 . 7 Стыки сварных двутавровых балок
a) универсальные (все элементы стыкуются в одном сечении), б) частичные, в) со вставками
|
Стыки
| ( 7.8) |
Расчет прочности стыков балок (рис. 14-15) производится обычно на изгибающий момент. Напряжение в стыке равно
Если допускаемое напряжение в соединении (в шве или прилегающем к шву металле) [σ’]р принимается меньше [σ]р, то такой стык оказывается неравнопрочным целому сечению. В этом случае стыки целесообразно помещать в сечениях, удаленных от зон максимальных моментов, и ( 7.8) в этих условиях удовлетворяется.
Если σ>[σ']р, а стык должен находиться в зоне, где σ имеет максимальное значение, то допускается произвести местное усиление балки привариванием к ее поясам дополнительных горизонтальных листов, увеличивающих ее момент инерции и момент сопротивления в расчетном сечении. При этом
где W '—момент сопротивления сечения балки усиленной приваркой накладок. К накладкам прибегают редко, так как они являются источником образования концентрации напряжений. В некоторых случаях стыки проектируют косыми. Они неудобны в технологическом отношении. Более рационально применение обычных прямых стыков, выполненных технологическим процессом высокого качества.
Фермы
Под фермой понимают жесткую неизменяемую конструкцию, состоящую из стержней и соединяющих их шарниров.
Шарнирной фермой называется геометрически неизменяемая система стержней, связанных между собой по концам шарнирами. Система неизменяема, если под действием внешних сил, приложенных к ней, перемещения ее точек происходят лишь вследствие упругих деформаций.
Простейшая жесткая конструкция - это три стержня, соединенные тремя шарнирами, как показано на Рис. 7.1. Двумя из них ферма крепится к опорным узлам. С добавлением к ферме каждых двух новых стержней добавляется и один узел.
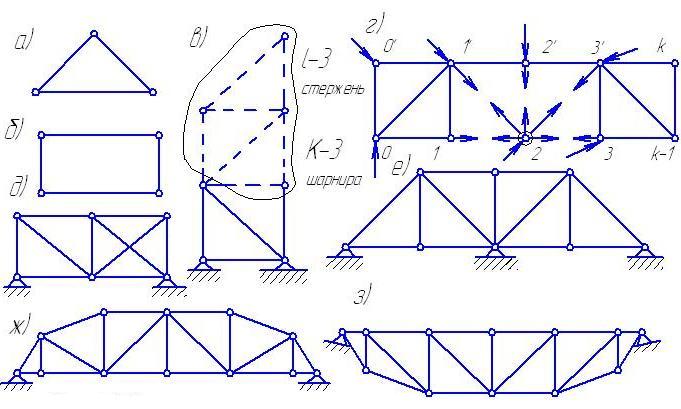 Рис. 7.1 Примеры шарнирных стержневых систем. а) – ферма из трех стержней; б) – механизм; в) – построение фермы добавлением к основному треугольнику пар стержней с шарниром; г) – к определению усилий в стержнях; д,е) – примеры статически неопределимых ферм; ж) – ферма с полигональным верхним поясом и треугольной решеткой; з) – форма с полигональным нижним поясом и раскосной решеткой.
Рис. 7.1 Примеры шарнирных стержневых систем. а) – ферма из трех стержней; б) – механизм; в) – построение фермы добавлением к основному треугольнику пар стержней с шарниром; г) – к определению усилий в стержнях; д,е) – примеры статически неопределимых ферм; ж) – ферма с полигональным верхним поясом и треугольной решеткой; з) – форма с полигональным нижним поясом и раскосной решеткой.
|
Четыре стержня, соединенные, как показано на Рис. 7.1 б), представляют собой механизм.
Фермы со сварными соединениями не представляют собой шарнирных систем. Однако экспериментальные исследования показывают, что распределения усилий в фермах со сварными соединениями мало отличаются от распределения усилий в фермах, составленных из стержней, соединенных шарнирами. Поэтому сварные фермы условно рассматриваются как шарнирные системы.
Точки соединений стержней называются узлами фермы. Стержни обозначаются узлами, между которыми они заключены.
Из основного треугольника можно получить новые неизменяемые системы ферм последовательным добавлением двух стержней с шарниром. Фермы со структурой, полученной последовательным добавлением к основному треугольнику по два стержня с шарниром, называются простейшими. В дальнейшем мы будем рассматривать только простейшие фермы.
Классификация ферм
Фермы имеют верхний и нижний пояса, которые соединяются между собой решеткой. Вертикальные элементы решетки называют стойками; наклонные — раскосами.
Узлы нижнего пояса нумеруют 0, 1, 2 ...; верхнего — 0’,1’2’ ... . Стержни и усилия, возникающие в них, обозначают цифрами, определяющими рассматриваемый элемент.
Стержни 0'1', 1,2', 2'3' и т.д. составляют элементы верхнего пояса фермы (рис. 3.1 г).
Стержни 01, 12, 23 — элементы нижнего пояса (панели).
Стержни 11', 22', 33' и т. д. — стойки.
Стержни 01', 1'2', 2'3' и т. д. — раскосы.
Пример ферм с параллельными поясами изображен на Рис. 7.1 г); с полигональным верхним поясом — на Рис. 7.1 ж); с полигональным нижним поясом — на Рис. 7.1 з). Решетка ферм, изображенная на Рис. 7.1 ж), называется треугольной, а на Рис. 7.1 з) — раскосной.
В зависимости от назначений фермы называются стропильными, поддерживающими кровлю зданий, мостовыми, крановыми, вагонными и т. п.
ПРОЕКТИРОВАНИЕ И РАСЧЕТ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ
СОДЕРЖАНИЕ
Список обозначений и сокращений............................................................. 2
1. Введение........................................................................................... 4
2. Прочность сварных конструкций................................................. 7
3. Материалы сварных конструкций.............................................. 26
4. Строение сварного соединения. Влияние неоднородности свойств на прочность сварной конструкции................................................................ 52
5. Концентрация напряжений и деформаций в сварных соединениях 66
6. Сопротивление сварных соединений усталости...................... 80
7. Стержневые сварные конструкции............................................ 97
8. Сведения из строительной механики...................................... 117
9. Сварочные напряжения и деформации................................... 128
10. Хрупкие разрушения сварных конструкций....................... 173
11. Прочность при высоких температурах................................ 178
12. Коррозионная стойкость сварных соединений.................. 183
13. Сварные листовые конструкции........................................... 188
14. Сварные детали машин........................................................... 191
Дата: 2018-11-18, просмотров: 1196.