Сварным соединением как конструктивным элементом называют участок конструкции, в котором элементы отдельные ее элементы соединены с помощью сварки. В сварное соединения входят сварной шов, прилегающая к нему зона основного металла со структурными другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
В той или иной мере для всех сварных соединений характерно различие механических свойств металла в разных участках, соизмеримых с размерами соединения, главным образом с толщиной свариваемых элементов s, называемое механической неоднородностью.
Сварные соединения являются несущими элементами конструкций, в которых неоднородность свойств может быть весьма значительной. При установившемся режиме сварки ширина зон и их механические свойства мало меняются по длине сварного соединения. Обычно рассматривают неоднородность свойств и чередование зон в поперечном сечении сварного соединения.
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микроструктурой, химическим составом, механическими свойствами и другими признаками: сварной шов, зону оглавления, зону термического влияния и основной металл (Рис. 4.1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
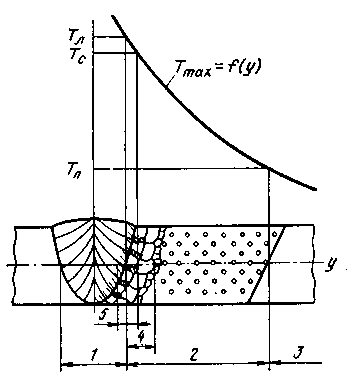
| Рис. 4.1 Характерные зоны сварных соединений |
1 - шов; 2 - зона термического влияния;3 - основной металл; 4 - околошовный участок зоны термического влияния.; 5 - зона сплавления; ТЛ, ТС, и ТП - температуры ликвидуса, солидуса и начала фазовых и структурных превращений
Сварной шов характеризуется литой макроструктурой металла.
Зона термического влияния (ЗТВ) — участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления.
Зона сплавления (ЗС) — это зона сварного соединения, где происходит сплавление наплавленного и основного металла. В нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ.
Основной металл располагается, за пределами ЗТВ и не претерпевает изменений при сварке.
Сварное стыковое соединение, как было сказано выше, в поперечном сечении имеет несколько участков, которые могут существенно различаться между собой по механическим свойствам. Обычно рассматривают неоднородность свойств и чередование зон в поперечном сечении сварного соединения.
Зоны, где металл обладает пониженным пределом текучести по отношению к пределу текучести соседнего металла, называют мягкими прослойками.
Типичным примером образования механической неоднородности и прослоек является сварка термически обработанных сталей. Будем для простоты рассматривать сварку без присадочного металла. Тогда шов и околошовная зона, нагретые до температуры выше АС3, в процессе охлаждения закаливаются и имеют более высокую твердость и прочность, чем основной металл. Этот участок называют твердой прослойкой.
Рядом с ней по обе стороны находятся участки высокоотпущенного металла, который и по отношению к основному металлу, и по отношению к твердой прослойке имеет пониженный предел текучести. Эти зоны образуют две мягкие прослойки. В случае если термически обработанная сталь сваривается аустенитным швом, возникает еще более сложное сочетание мягкого аустенитного шва, двух твердых и двух мягких прослоек. Если отношение пределов текучести прослойки и соседнего участка больше единицы, то прослойка будет твердой; в обратном случае - мягкой.
Неоднородность имеет место и при с сварке наклепанных термически неупрочняемых сталей и сплавов, например аустенитных сталей или алюминиевых сплавов. Нагрев до высоких температур снимает наклеп, достигнутый при холодной прокатке металла. На Рис. 4.1 показано распределение твердости в сварном соединении из сплава АМг6. Твердость шва и околошовной зоны близки к твердости отожженного металла. Предел прочности и предел текучести оказываются заметно ниже, чем у основного металла, а пластичность повышается. Представление о размерах зоны и степени разупрочнения дает также Рис. 4.2
Паяные стыковые соединения, припой в которых менее прочен, чем основной металл, также содержат мягкую прослойку. Прочность таких соединений зависит не только от прочности металла мягкой зоны, но и от ее относительного размера х = h/s, где h — ширина прослойки; s— толщина металла.
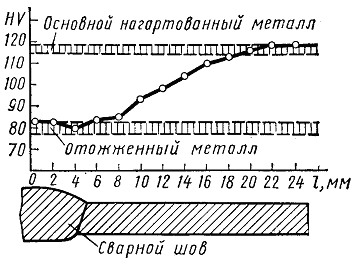
Рис. 4.2 Распределение твердости по Виккерсу сварного шва из сплава АМг6 (s =2,8 мм)
Табл. 1.4.1 Изменение свойств наклепанного металла в сварных стыковых соединениях
|
Материал, вид сварки | Половина ширины зоны разупрочнения в сварном соединении, мм |
Основной металл в наклепанном состоянии |
Сварное соединение в зоне разупрочнения | ||
 ,МПа ,МПа
|
 , град , град
|
,МПа
|
, град
| ||
| Сплав АМг6 ( s =2,8 мм), автоматическая аргонодуговая сварка | 16-18 | 410 | 35 | 340 | 150 |
| Сталь 12Х18Н9Т (s = 3мм), автоматическая сварка под флюсом | 12-14 | 1100 | _ | 550 | _ |
Механические свойства образца, вырезанного из мягкой прослойки и имеющего низкую прочность, еще не свидетельствуют о том, что сварное соединение в целом обладает такими же свойствами. Взаимодействие отдельных зон протекает сложным образом, и агрегатная прочность сварного соединения, как правило, не совпадает с прочностью какой-либо прослойки.
Растяжение поперек шва
Рассмотрим работу мягкой прослойки при растяжении стыкового соединения поперек шва (Рис. 4.3) достаточно большой протяженности за плоскость чертежа. В упругой стадии нагружения мягкая прослойка и соседние участки деформируются однородно, и при достижении предела текучести материала мягкой прослойки  в ней возникает пластическая деформация, в то время как соседние участки остаются в упругом состоянии. При дальнейшем повышении нагрузки и деформации коэффициент поперечной деформации
в ней возникает пластическая деформация, в то время как соседние участки остаются в упругом состоянии. При дальнейшем повышении нагрузки и деформации коэффициент поперечной деформации  у прослойки будет выше, чем у соседнего металла.
у прослойки будет выше, чем у соседнего металла.
|
Рис. 4.3 Зависимость
|
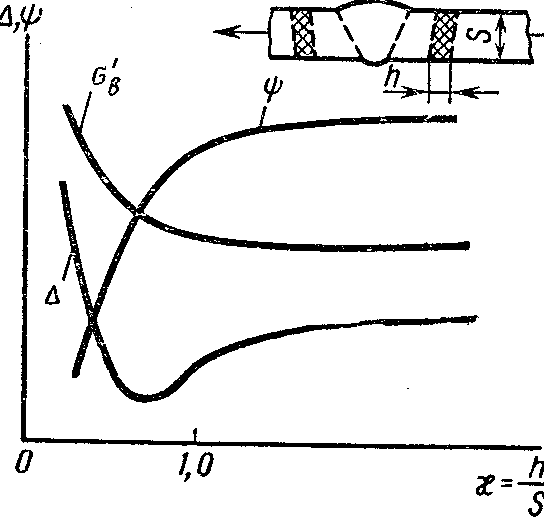
 ,
,  и
и  от относительной толщины прослойки.
от относительной толщины прослойки.По мере развития пластической деформации в прослойке  , в то время как в упругих частях
, в то время как в упругих частях  . Из-за неодинаковой поперечной деформации возникают касательные напряжения, максимальные на плоскостях раздела. Они будут препятствовать поперечному сужению прослойки в направлении толщины листа. Чем уже прослойка, т. е. чем меньше
. Из-за неодинаковой поперечной деформации возникают касательные напряжения, максимальные на плоскостях раздела. Они будут препятствовать поперечному сужению прослойки в направлении толщины листа. Чем уже прослойка, т. е. чем меньше  , тем меньшее поперечное сужение получает прослойка к моменту возникновения в ней истинных разрушающих напряжений
, тем меньшее поперечное сужение получает прослойка к моменту возникновения в ней истинных разрушающих напряжений  . Так как среднее истинное разрушающее напряжение
. Так как среднее истинное разрушающее напряжение  меняется мало, то в более узких мягких прослойках площадь утоненного поперечного сечения прослойки Fy к моменту разрушения будет больше, а следовательно, будет больше и разрушающая сила Рр:
меняется мало, то в более узких мягких прослойках площадь утоненного поперечного сечения прослойки Fy к моменту разрушения будет больше, а следовательно, будет больше и разрушающая сила Рр:
В этом заключается причина повышения несущей способности (эффект контактного упрочнения). Повышение разрушающей силы не может происходить беспредельно, так как соседние с мягкой прослойкой более прочные участки также при определенных условиях начнут пластически деформироваться. Чем более прочны соседние зоны, тем больше эффект контактного упрочнения. Твердые прослойки, находящиеся рядом с мягкими, усиливают этот эффект.
Относительное поперечное сужение  в мягкой прослойке и абсолютное удлинение образца
в мягкой прослойке и абсолютное удлинение образца  зависят от относительной толщины прослойки
зависят от относительной толщины прослойки  и свойств металлов в соединении. На Рис. 4.3 видно, что в широких прослойках, когда эффекта контактного упрочнения еще не наблюдается, остается постоянным при уменьшении , а постепенно падает по мере уменьшения доли длины участка мягкой прослойки в общей длине образца. В области контактного упрочнения резко падает, так как возрастают поперечные касательные напряжения, препятствующие сужению прослоек. Удлинение образца при уменьшении также сначала уменьшается, но затем, когда реализуется повышение прочности, возрастает, поскольку в пластическую деформацию в большей мере вовлекается основной металл.
и свойств металлов в соединении. На Рис. 4.3 видно, что в широких прослойках, когда эффекта контактного упрочнения еще не наблюдается, остается постоянным при уменьшении , а постепенно падает по мере уменьшения доли длины участка мягкой прослойки в общей длине образца. В области контактного упрочнения резко падает, так как возрастают поперечные касательные напряжения, препятствующие сужению прослоек. Удлинение образца при уменьшении также сначала уменьшается, но затем, когда реализуется повышение прочности, возрастает, поскольку в пластическую деформацию в большей мере вовлекается основной металл.
Растяжение вдоль шва.
Рассмотрим случай, когда растягивающая сила направлена вдоль шва и все прослойки испытывают одинаковые деформации. Деформационная способность соединения и, как показано ниже, его несущая способность ограничены пластичностью металла наименее пластичной прослойки. На Рис. 4.4 показаны диаграммы зависимости напряжения от деформации в различных зонах сварного соединения. Точки А1, А2 и А3 соответствуют разрушению образца. Разрушение наступит при  . При этом напряжения
. При этом напряжения  в основном металле,
в основном металле,  в шве и
в шве и  в твердой прослойке будут сильно различаться. Продольная растягивающая сила в основной воспринимается участком основного металла, так как его площадь намного превосходит и площадь поперечного сечения шва, и площадь твердой прослойки. И хотя уровень напряжений в твердой прослойке будет велик, средние напряжения будут близки к
в твердой прослойке будут сильно различаться. Продольная растягивающая сила в основной воспринимается участком основного металла, так как его площадь намного превосходит и площадь поперечного сечения шва, и площадь твердой прослойки. И хотя уровень напряжений в твердой прослойке будет велик, средние напряжения будут близки к  что существенно ниже разрушающих напряжений в точке А1. Это означает, что прочность сварного соединения нагруженного вдоль шва с твердой прослойкой, окажется ниже, чем прочность такого же элемента из основного металла. Отрицательное влияние твердой прослойки сказывается сильнее, если по длине соединения встречаются резкие изменения сечения шва, вызывающие концентрацию напряжений, или еще хуже — поперечные трещины или другие дефекты в твердой прослойке.
что существенно ниже разрушающих напряжений в точке А1. Это означает, что прочность сварного соединения нагруженного вдоль шва с твердой прослойкой, окажется ниже, чем прочность такого же элемента из основного металла. Отрицательное влияние твердой прослойки сказывается сильнее, если по длине соединения встречаются резкие изменения сечения шва, вызывающие концентрацию напряжений, или еще хуже — поперечные трещины или другие дефекты в твердой прослойке.
При действии силы вдоль шва наличие малопрочных мягких прослоек практически не влияет на общую несущую способность нагруженного элемента, так как площадь прослоек обычно невелика.
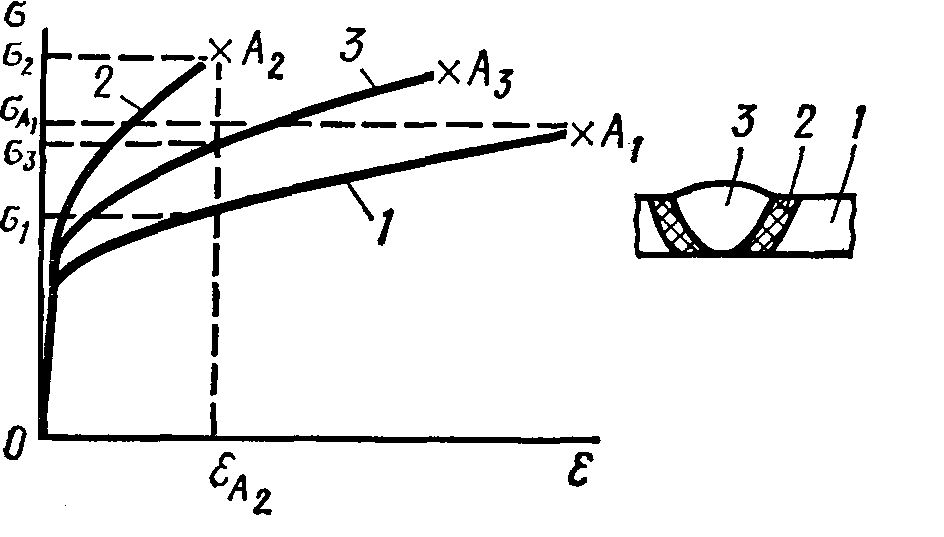
Рис. 4.4 Диаграммы зависимости напряжения  от деформаций
от деформаций  для различных зон сварного соединения при растяжении вдоль шва.
для различных зон сварного соединения при растяжении вдоль шва.
Другие схемы нагружения.
При испытании соединений с мягкой прослойкой на изгиб до разрушения разрушающий момент Мр, при котором появляются трещины в прослойке, не зависит от относительной ширины прослойки . Это можно объяснить тем, что разрушение при изгибе не связано с образованием шейки и изменением размеров поперечного сечения. Поэтому касательные напряжения, действующие вблизи границ мягкой прослойки, хотя и влияют на процесс пластической деформации во время нагружения, но не изменяют существенно толщины образца и его момента сопротивления. Разрушение наступает, когда максимальное напряжение в крайнем волокне достигает истинного разрушающего напряжения металла мягкой прослойки  . Если принять, что зависимость напряжения
. Если принять, что зависимость напряжения  от деформации
от деформации  при
при  имеет линейный характер и к моменту разрушения эпюра напряжений в сечении выглядит, как показано на Рис. 4.5, то разрушающий момент равен
имеет линейный характер и к моменту разрушения эпюра напряжений в сечении выглядит, как показано на Рис. 4.5, то разрушающий момент равен
где W — момент сопротивления сечения;  — предел текучести металла мягкой прослойки.
— предел текучести металла мягкой прослойки.
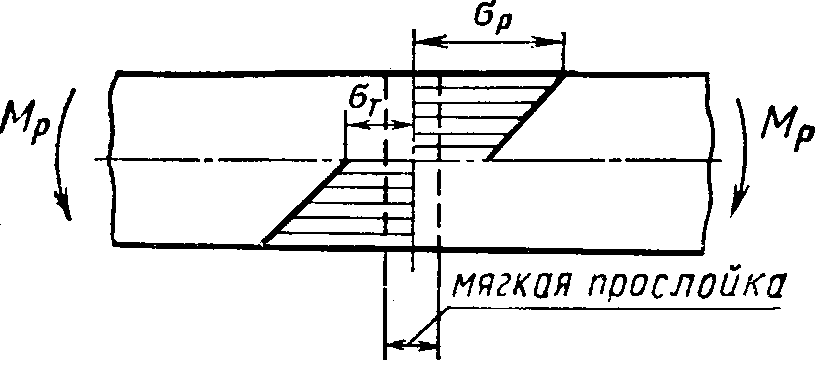 Рис. 4.5 Схематичное распределение напряжений при изгибе полосы с мягко прослойкой
Рис. 4.5 Схематичное распределение напряжений при изгибе полосы с мягко прослойкой
|
При работе соединений с мягкой прослойкой в элементах конструкций влияние мягкой прослойки на прочность может несколько изменяться. В сосудах с внутренним давлением р, где 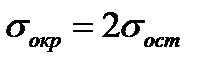 , мягкая прослойка с малой в кольцевом шве работает аналогично сварному соединению, которое растягивается вдоль прослойки. Пониженной прочности металла прослойки при этой схеме не обнаруживается, так как разрушение происходит вдоль сосуда.
, мягкая прослойка с малой в кольцевом шве работает аналогично сварному соединению, которое растягивается вдоль прослойки. Пониженной прочности металла прослойки при этой схеме не обнаруживается, так как разрушение происходит вдоль сосуда.
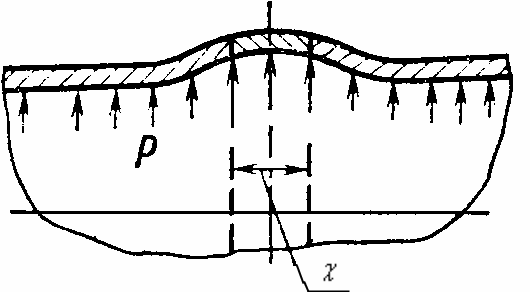
Рис. 4.6 Мягкая широкая прослойка в кольцевом шве цилиндрического сосуда, работающего под внутренним давлением р
Если велика, то мягкая прослойка удлиняется в окружном направлении сильнее, чем остальная часть сосуда, в результате чего искривляется прямолинейная образующая (Рис. 4.6). Разрушение может наступить вдоль образующей сосуда в зоне прослойки вследствие повышенной деформации в окружном направлении или даже по окружности из-за дополнительных деформаций изгиба и растяжения вдоль сосуда. Твердые прослойки в кольцевом сварном соединении разрушаются раньше, чем остальная часть сосуда достигает предельной пластической деформации в окружном направлении. Этот случай аналогичен растяжению сварного соединения вдоль шва при наличии в нем твердой прослойки. Момент разрушения зависит от пластичности твердой прослойки.
Мягкая прослойка в продольном шве ведет себя примерно так же, как при испытании образцов на одноосное растяжение с поперечной мягкой прослойкой. Твердые прослойки в продольных швах сосуда, если они не попадают в зону концентрации напряжений, обычно не снижают прочности сосуда.
В сварных соединениях прослойки могут находиться под углом к направлению действия сил, иметь произвольную форму поперечного сечения и иначе влиять на прочность. Однако общая тенденция их влияния оказывается такой же, как в случаях, рассмотренных выше.
Дата: 2018-11-18, просмотров: 979.