При поточной форме организации производственного процесса для определения количества оборудования и рабочих мест сначала необходимо определить такт потока (r).
Такт потока – это интервал времени между двумя выпускаемыми друг за другом с последней операции или между любыми смежными операциями изделиями.
Такт потока – это количество времени, необходимое для выпуска единицы изделия. Он определяется по формуле:
r =  (мин) (4)
(мин) (4)
Nзап – годовая программа запуска деталей, (шт.);
Fд – действительный фонд времени работы оборудования, (час);
60 – переводной коэффициент из часов в минуты.
r =  (мин.).
(мин.).
Для обеспечения выпуска годовой программы необходимо рассчитать количество оборудования для каждой технологической операции. Расчет оборудования производится исходя из затрат времени на изготовление деталей на данном рабочем месте и такта потока.
Ср =  , (ед.) (5)
, (ед.) (5)
Тшт. – штучное время изготовления детали, (мин.)
Ср005 =  (ед.); Спр = 10 (ед.)
(ед.); Спр = 10 (ед.)
Ср010 =  (ед.); Спр = 5 (ед.)
(ед.); Спр = 5 (ед.)
Ср015 =  (ед.); Спр = 22 (ед.)
(ед.); Спр = 22 (ед.)
Ср020 =  (ед.); Спр = 3 (ед.)
(ед.); Спр = 3 (ед.)
Ср025 =  (ед.); Спр = 2 (ед.)
(ед.); Спр = 2 (ед.)
Ср030 =  (ед.); Спр = 2 (ед.)
(ед.); Спр = 2 (ед.)
Ср035 =  (ед.); Спр = 22 (ед.)
(ед.); Спр = 22 (ед.)
Ср040 =  (ед.); Спр = 3 (ед.)
(ед.); Спр = 3 (ед.)
Ср045 = (ед.); Спр = 3 (ед.)
∑Ср = 67,61 (ед.) ∑Спр = 72 (ед.)
Расчет коэффициента загрузки оборудования
Кз =  *100% (6)
*100% (6)
где Кз – коэффициент загрузки оборудования;
Ср – расч.кол. оборудования на данной операции (рабочих мест), ед.;
Спр – принятое кол. Оборуд. на данной операции (рабочих мест), ед.
Определяем коэффициент загрузки по каждой операции технологического процесса.
Кз005 = 
Кз010 = 
Кз015 = 
Кз020 = 
Кз025 = 
Кз030 = 
Кз035 = 
Кз040 = 
Кз045 =
Определяем средний коэффициент загрузки по формуле:
Кз.ср. =  =
=  (7)
(7)
Средний коэффициент загрузки оборудования равен 93,9%. Таким образом, можно сделать вывод, что оборудование используется эффективно, нет простоев оборудования.
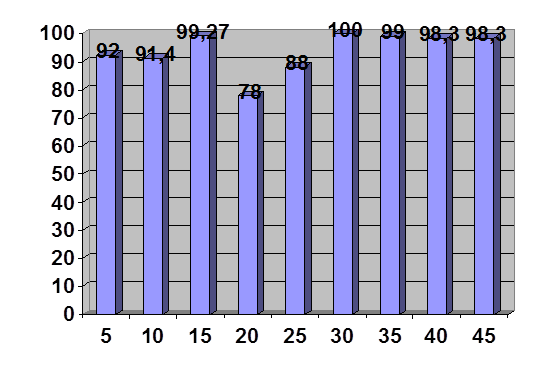
Рис. 1. График загрузки оборудования
Расчёт транспортных средств
В условиях массового производства в качестве внутрицехового транспорта применяют тележки.
Количество тележек рассчитывается по формуле:
 , (8)
, (8)
где Qдет – вес перевозимых деталей, в тоннах = 0,0077;
Nзап – годовая программа запуска деталей, в штуках = 862290 шт.;
i – среднее количество транспортных операций на одну деталь (i = 10);
qм – заполнение тележки за один рейс (qм = 0,25);
Fд – действительный фонд времени работы оборудования, в часах = 3809,5 час.;
Lср – расстояние транспортировки (пробег тележки туда и обратно) (Lср = 175 м);
Vср – средняя скорость тележки, м/мин. (Vср = 30-40 м/мин);
T – время погрузки и разгрузки на каждую операцию, мин. (Т = 12-15 мин.)
nр.тел.= 
nрасч. = 25 (тел.)
Коэффициент загрузки тележек рассчитывается по формуле:
η =  , (9) где nпр.тел. – принятое количество тележек.
, (9) где nпр.тел. – принятое количество тележек.
η = 
Таблица 3
Сводная ведомость принятого оборудования и его стоимость
| № п/п | Наим. оборуд. | Тип, марка | Кол-во | Мощность, кВт | Оптовая цена по прейс-куранту (руб.) | Общая стоим. оборуд. (руб.) | Расхо-ды на монтаж и на трансп. (руб.) | Баланс стоим. обору-дования (руб.) | |
| ед. | Общ. кол-во | ||||||||
| 005 | Токарно-многорезцовый полуавтомат | 1А720 | 10 | 18,5 | 185 | 645 000 | 6 450 000 | 645 000 | 7 095 000 |
| 010 | Токарно-гидро-копировальный полуавтомат | 1722 | 5 | 17,0 | 85 | 785 000 | 3 925 000 | 392 500 | 4 317 500 |
| 015 | Зубофрезерный полуавтомат | 5303П | 22 | 3,4 | 78,4 | 80 000 | 1 760 000 | 176 000 | 1 936 000 |
| 020 | Кругло-шлифовальный полуавтомат | 3М151 | 3 | 18,5 | 55,5 | 102 900 | 308 700 | 30 870 | 339 570 |
| 025 | Вертикально-сверлильный | 2H135 | 2 | 4,0 | 8 | 161 000 | 322 000 | 32 200 | 354 200 |
| 030 | Токарно-винторезный | 16К20П | 2 | 10,0 | 20 | 400 000 | 800 000 | 80 000 | 880 000 |
| 035 | Зуборезный полуавтомат | 5с23П | 22 | 1,5 | 33 | 125 000 | 2 750 000 | 275 000 | 3 025 000 |
| 040 | Кругло-шлифовальный полуавтомат | 3М151 | 3 | 18,5 | 111 | 1 029 000 | 3087000 | 308700 | 3395700 |
| 045 | Кругло-шлифовальный полуавтомат | 3М151 | 3 | 18,5 | 111 | 1 029 000 | 3087000 | 308700 | 3395700 |
| Итого: | 72 | 686,9 | 4 356 900 | 22 489 700 | 2 248 970 | 24 738 670 | |||
Планирование участка
Исходя из расчетов принятого оборудования, вычисляется необходимая производственная площадь участка по формуле:
Sуч = ( S1 + S2)*∑Спр, (м2) (10)
где (S1 + S2) – уд. пл. под ед. оборуд. вместе с проходами и проездами, (м 2);
∑Спр – общее количество принятого оборудования.
Ср. вел. уд. пл. на одну ед. оборуд. для расчетов принимается:
( S 1 + S 2 ) = 20 м2 На данном произв.приним. среднее оборудование (S1+S2)=25 м2:
Sуч = 25 × 78 = 1800 (м2).
В зависимости от расчетной площади выбирается сетка колонн (ширина пролета, шаг колонн). Площадь участка обычно проектируется в виде пролета, разделенного между параллельными рядами колонн.
Ширина пролета образуется мостовыми кранами или кран-балками и принимается равной 24 м.
Шаг колонн (расстояние между осями соседних колонн вдоль пролета) обычно равен 12 м. Сетка колонн принимается равной 24×18 м. Число пролетов выбирается в соответствии с расчетной площадью участка и принимается равной 8.
Ширину проемов в стенах для проезда и проходов принимают следующую: Ворота-3,4 м; Двери-1,29 м.
Место рабочего у оборудования обозначается на плане кружком, половина кружка затушевывается карандашом, светлая его часть обращена к станку. При размещении оборудования в пролетах необходимо соблюдать определенные расстояния между оборудованием, рабочими местами, а также между ними и стеной.
Расстояние между рабочими местами, стеллажами, ограждениями кабин и складскими местами зависит от габаритов конструкций, но оно должно быть не менее 1,2 м.
Ширина главных проходов и проездов между оборудованием должна быть не менее 1 м. При двусторонней транспортировке грузов напольным транспортом ширина проездов рассчитывается по двойному габариту размеру транспортных средств, увеличенному на 250 м.
Дата: 2019-12-22, просмотров: 360.