ВВЕДЕНИЕ
Холодная штамповка является самостоятельным видом обработки металлов давлением, объединяющим ряд технологических процессов осуществляемых холодной пластической деформацией при помощи различного типа штампов, непосредственно деформирующих металл и выполняющих требуемую операцию.
Холодная штамповка представляет собой процесс изготовления самых разнообразных по назначению, формам и размерам деталей из листовой или объемной заготовки в холодном состоянии.
Холодная штамповка - один из наиболее прогрессивных технологических методов производства; она имеет ряд преимуществ перед другими видами обработки металлов, как в техническом, так и в экономическом отношениях.
Холодная штамповка объединяет большое количество разнообразных операций, которые могут быть систематизированы и классифицированы по следующим признакам:
1) по характеру и видам деформаций;
2) по отдельным типам операций.
По характеру деформаций холодная штамповка расчленяется на две основные группы: деформации с разделение материала и пластические деформации.
Имеется пять основных видов деформаций холодной штамповки:
1) резка - отделение одной части материала от другой по замкнутому или незамкнутому контуру;
2) гибка – превращение плоской заготовки в изогнутую деталь;
3) вытяжка - превращение плоской заготовки в полую деталь любой формы или дальнейшее изменение ее размеров;
4) формовка - изменение формы детали или заготовки путем местных деформаций различного характера;
5) объемная штамповка - изменение профиля, конфигурации или толщины заготовки путем перераспределения объема и заданного перемещения массы материала.
Штамповка деталей путем выполнения нескольких раздельных операций в большинстве случаев экономически невыгодна, вследствие чего обычно применяют методы комбинированной штамповки, одновременно сочетающие две или несколько из указанных деформаций и отдельных операций. Кроме того, на производстве применяются сборочно-штамповочные операции, основанные на применении деформаций гибки, формовки или объемной штамповки.
Технология листовой штамповки и конфигурация инструмента устанавливается в зависимости от размеров и формы штампуемой детали, точности штамповки, а также от серийности производства.
СТРУКТУРА, СВОЙСТВА И ТЕРМИЧЕСКАЯ ОБРАБОТКА ШТАМПУЕМОГО МАТЕРИАЛА
Диаграмма состояния сплава алюминий Д 16 (дюралюминий)
|
|
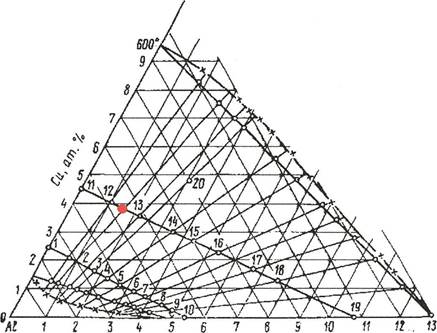
Mg, %
Рисунок 2 - Изотермический разрез системы А1 - Си - Mg при 600°С
Область применения материала
Алюминий широко применяется как конструкционный материал. Основные достоинства алюминия в этом качестве — легкость, податливость штамповке, коррозионная стойкость (на воздухе алюминий мгновенно покрывается прочной пленкой А12Оэ, которая препятствует его дальнейшему окислению), высокая теплопроводность, не ядовитость его соединений. В частности, эти свойства сделали алюминий чрезвычайно популярным при производстве кухонной посуды, алюминиевой фольги в пищевой промышленности и для упаковки. Основной недостаток алюминия как конструкционного материала — малая прочность, поэтому его обычно сплавляют с небольшим количеством меди и магния (сплав называется дюралюминий). На современном этапе развития авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении. Алюминий и сплавы на его основе находят все более широкое применение в судостроении. Из алюминиевых сплавов изготовляют корпусы судов, палубные надстройки, коммуникацию и различного рода судовое оборудование.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Выбор оборудования
По виду привода различают прессы механические, гидравлические, пневматические, электромагнитные и ручные. В холодноштамповочном производстве применяются обычно прессы с механическим и гидравлическим приводом; пневматические, электромагнитные и ручные прессы используются преимущественно при выполнении запрессовочно-сборочных операций.
По способу воздействия на штампуемый материал как механические, так и гидравлические прессы разделяются на прессы простого, двойного и тройного действия.
Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ — вырубки, пробивки, гибки, неглубокой вытяжки, формовки и др.
Для прижима заготовки при вытяжке или гибке и для выталкивания деталей из нижней части штампа применяются буферные устройства, которые обычно прикрепляют к нижней части пресса под столом. По конструкции и принципу действия буферные устройства бывают пружинные, резиновые, пневматические, а также пневмогидравлические и гидравлические.
По расчетным показателям усилия для штамповки изделия по ГОСТ 9408-89 подберем параметры оборудования для его изготовления.
В нашем случае оптимальным вариантом будет пресс однокривошипный простого действия открытого типа:
Таблица 6 – Технические показатели работы пресса
| Номинальное усилие, кН | 25 | |
| Ход ползуна регулируемый, S | наибольший | 36 |
| наименьший | 4 | |
| Частота ходов ползуна, мин-1 | наименьшая | 200 |
| наибольшая | 400 | |
| Размеры стола | L | 280 |
| B | 180 | |
| Удельный расход электроэнергии КЭ, Вт/(кН×мин-1), не более | 3,74 | |
ЗАКЛЮЧЕНИЕ
В данной курсовой работе был полностью рассмотрен и рассчитан процесс изготовления изделия из материала Д 16 АМ (дюралюминий плакированный и отожженный).
Изучены химические и физические свойства данного материала, а также характеристики металла при воздействии на него усилий при обработке давлением.
Произведен расчет размеров заготовки необходимых для изготовления данной детали с учетом всех технологических операций.
Воспользовавшись основными технологическими параметрами обработки, подобрано оборудование для проведения ряда операций холодной листовой штамповки, таких как вырубка заготовки из предварительно подготовленной полосы, вытяжка изделия, пробивка донного отверстия с последующей его отбортовкой.
Рассмотрен технологический процесс производства с учетом всех технологических и энергосиловых параметров проведения работы.
ВВЕДЕНИЕ
Холодная штамповка является самостоятельным видом обработки металлов давлением, объединяющим ряд технологических процессов осуществляемых холодной пластической деформацией при помощи различного типа штампов, непосредственно деформирующих металл и выполняющих требуемую операцию.
Холодная штамповка представляет собой процесс изготовления самых разнообразных по назначению, формам и размерам деталей из листовой или объемной заготовки в холодном состоянии.
Холодная штамповка - один из наиболее прогрессивных технологических методов производства; она имеет ряд преимуществ перед другими видами обработки металлов, как в техническом, так и в экономическом отношениях.
Холодная штамповка объединяет большое количество разнообразных операций, которые могут быть систематизированы и классифицированы по следующим признакам:
1) по характеру и видам деформаций;
2) по отдельным типам операций.
По характеру деформаций холодная штамповка расчленяется на две основные группы: деформации с разделение материала и пластические деформации.
Имеется пять основных видов деформаций холодной штамповки:
1) резка - отделение одной части материала от другой по замкнутому или незамкнутому контуру;
2) гибка – превращение плоской заготовки в изогнутую деталь;
3) вытяжка - превращение плоской заготовки в полую деталь любой формы или дальнейшее изменение ее размеров;
4) формовка - изменение формы детали или заготовки путем местных деформаций различного характера;
5) объемная штамповка - изменение профиля, конфигурации или толщины заготовки путем перераспределения объема и заданного перемещения массы материала.
Штамповка деталей путем выполнения нескольких раздельных операций в большинстве случаев экономически невыгодна, вследствие чего обычно применяют методы комбинированной штамповки, одновременно сочетающие две или несколько из указанных деформаций и отдельных операций. Кроме того, на производстве применяются сборочно-штамповочные операции, основанные на применении деформаций гибки, формовки или объемной штамповки.
Технология листовой штамповки и конфигурация инструмента устанавливается в зависимости от размеров и формы штампуемой детали, точности штамповки, а также от серийности производства.
СТРУКТУРА, СВОЙСТВА И ТЕРМИЧЕСКАЯ ОБРАБОТКА ШТАМПУЕМОГО МАТЕРИАЛА
Дата: 2019-12-22, просмотров: 360.