Исходные данные для расчета
Название детали: Вал шлицевый
Годовая программа: 18400 шт.
Тип производства: серийное
Масса детали: 9,85 кг.
Масса заготовки: 11,22 кг.
Материал: сталь 40Х
Технологический процесс обработки детали «Вал шлицевый»
| №. операции | Наименование операции | Раз ряд | Наименование станка | Модель станка | ВРЕМЯ мин. | |||
| Тосн | Твсп | Ттт | Тпз | |||||
| 5 | Радиально-сверлильная | 3 | Радиально-сверлильный | 2554 | 4,4 | 0,63 | 5 ,53 | 16 |
| 10 | Токарно-винторезная | 3 | Токарио-винторезный | 16К201 ФЗ | 6,93 | 5,54 | 12,47 | 16 |
| 15 | Радиально-сверлнльная с ЧПУ | 2 | Радиально-сверлильный с ЧПУ | 2554Ф1 | 0,73 | 3,19 | 4,3 1 | 11 |
| 25 | Шлицефрезерная | 4 | Шлицефрезерный | 5350А | 20,11 | 1,52 | 23,8 | 23 |
| 30 | Шлицешлифовальная | 4 | Шлицешлифовальный | 3451 | 10,2 | 1, 62 | 13 | 22 |
Обоснование типа производства
Под типом производства понимается совокупность признаков, определяющих организационно-технологическую характеристику производственного процесса, осуществляемого как на одном рабочем месте, так и на совокупности их в масштабе участка, цеха, завода.
В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий современное производство подразделяется на следующие типы: единичное, серийное, массовое. От типа производства во многом зависит характер технологического процесса и его построение. [4]
Определим тип производства, исходя из объема выпуска и массы детали (Табл. 1).
Таблица 1
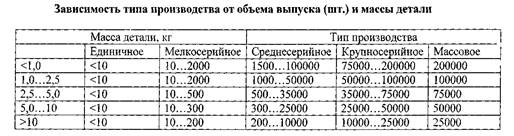
Так как объем выпуска детали составляет 18400 шт., а масса детали равна 9,85 кг., следовательно, тип производства – среднесерийное.
Данный тип характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. Серийное производство является основным типом современного машиностроительного производства и предприятиями этого типа выпускается 75-80% всей продукции машиностроительного производства. По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством.
Объем выпуска предприятий серийного производства колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий, используется универсальное, специализированное и частично специальное оборудование.
Широко используются станки с ЧПУ, обрабатывающие центра. Оборудование расставляется по технологическим группам с учетом направления основных грузовых потоков цеха по предметно-замкнутым участкам. Технологическая оснастка в основном универсальная и создается высокопроизводительная специальная оснастка, при этом целесообразность ее создания должна быть предварительно обоснована технико-экономическими расчетами. Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая существенно повысить коэффициент оснащенности серийного производства. В качестве исходных заготовок применяют горячекатаный и холоднотянутый прокат, литье в землю и под давлением, точное литье, поковки, штамповки. Требуемая точность достигается как методом автоматического получения размерам, так и методом пробных ходов и промеров с частичным применением разметки.
Средняя квалификация рабочих – 3-5 разряд. Наряду с рабочими высокой квалификации, работающих на сложных станках и наладчиков, используются рабочие операторы, работающие на настроенных станках.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции.[6]
Дата: 2019-12-22, просмотров: 399.