Наиболее целесообразно и выгодно сборку и сварку кабины производить в приспособлении.
Ручную дуговую сварку применять при сварке кабины не целесообразно из-за малой производительности и большой затраты ручного труда.
Сварку под слоем флюса также не целесообразно применять, т.к из-за малых площадей соприкосновения деталей возможно рассыпание флюса, что влечет за собой неэкономичное расходование флюса.
Наиболее выгодно кабину варить полуавтоматической и автоматической сваркой в среде защитных газов. Данные способы сварки позволяют значительно увеличить глубину проплавления пол сравнению с ручной дуговой сваркой. Этому способствует использование электродной проволоки меньших диаметров и большей, чем при ручной дуговой сварке, плотности тока. Наибольшую глубину проплавления получают при сварке в среде аргона. Но из-за недостаточной ширины могут ухудшаться условия выходов газов из сварочной ванны. Вследствие этого повышается вероятность возникновения пор.
Наиболее целесообразно при сварке кабины применять автоматическую сварку в смеси углекислого газа и аргона по ряду следующих причин:
1) большая глубина проплавления по сравнению с ручной дуговой сваркой;
2) нет необходимости в приварке вводных и выводных планок;
3) дешевле, чем чистый аргон;
4) достаточная глубина проплавления;
5) высокая производительность сварки.
В базовом варианте кабина трактора варится дуговой сваркой в СО2.
Сварка в С02 экономична, обеспечивает достаточно высокое качество швов, особенно при сварке низкоуглеродистых сталей, позволяет выполнять швы в различных пространственных положениях.
Схема процесса приведена на рисунке 1 [11].
Защитный газ 2, выходя из сопла 1 вытесняет воздух из зоны сварки. Сварочная проволока 3 подается вниз роликами 4, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт 5.
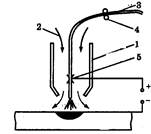
Рисунок 1 - Схема процесса сварки в защитных газах плавящимся электродом: 1 - сопло сварочной горелки; 2 - подача защитного газа; 3 - сварочная проволока; 4 - подающие ролики; 5 - скользящий токоподвод
При сварке в СО2 имеет свои особенности перенос электродного металла. В зоне дуги происходит диссоциация углекислого газа, которая сопровождается поглощением тепла. Кроме того, углекислый газ обладает достаточно высокой теплопроводностью. Эти процессы приводят к интенсивному отводу тепла от внешней поверхности дуги, в результате чего она сжимается. Анодное пятно разогревает только центральную часть капли, не захватывая боковые поверхности проволоки. При сварке в СО2 наблюдается низкая интенсивность, нагрева проволоки дугой, т.к он осуществляется за счет передачи тепла через каплю. Поэтому процесс сварки в СО2 характерен переносом электродного металла достаточно крупными каплями (рисунок 2).
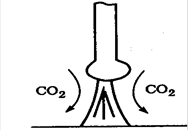
Рисунок 2 - Формирование капли электродного металла при сварке в СО2
Процесс переноса тесно связан с процессом разбрызгивания металла при сварке. Разбрызгивание металла объясняется следующими причинами. Во-первых, выдуванием капли потоками газов и паров, поднимающихся со сварочной ванны. При этом капля первоначально отклоняется от заданной траектории, а затем отрывается и уносится в сторону от сварочной ванны. Этот процесс происходит более интенсивно для капель крупных размеров, т.к в этом случае увеличивается их, парусность, а также, время зависания капли на конце проволоки. Другой причиной разбрызгивания является падение капли в ванну жидкого металла, вследствие чего она частично выплескивается. Этот процесс также более интенсивно происходит при крупнокапельном переносе. Образуются брызги и при разрыве перемычки жидкого металла, соединяющего каплю со сварочной проволокой.
Возможно образование брызг и при нарушениях технологического процесса сварки. Например, при наличии на проволоке ржавчины, что приводит к частым взрывам крупных капель; при неправильном соотношении между параметрами режима сварки, когда проволока выбрасывается из зоны сварки не расплавившимися частями. Аналогичные выбросы возможны и вначале сварке при плохих динамических характеристиках источника питания дуги.
На рисунке 3 приведена зависимость потерь на разбрызгивание от силы сварочного тока для проволоки Св08Г2С диаметром 1,2 мм. Для каждого диаметра проволоки существует область токов, при которых разбрызгивание максимально. Эта область соответствует крупнокапельному, переносу.
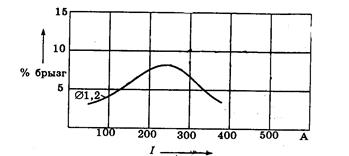
Рисунок 3 - Зависимость потерь на разбрызгивание от силы сварочного тока обратной полярности для проволоки Св08Г2С
При малых токах, когда перенос происходит короткими замыканиями, разбрызгивание ниже. Ниже разбрызгивание и при больших токах, для которых характерен меньший размер капель.
Высокий уровень потерь электродного металла на разбрызгивание, значительные трудозатраты на зачистку брызг в районе шва и околошовной зоне, проблемы формирования сварного шва и обеспечения определенного уровня его усталостной прочности, а также плотности не позволяют получить кабину трактора надлежащего качества способом сварки плавящимся электродом в среде углекислого газа (СО2).
Одним из путей ослабления и устранения недостатков сварки плавящимся электродом в среде СО2 - замена СО2 защитными газовыми смесями на основе аргона. Пригодными для решения широкого круга технологических задач могут быть смеси следующего состава:
Ar + O2; Ar + CO2; Ar + CO2+ O2.
Эффективность процесса сварки оценивается по производительности процесса Q, кг/ч - количество наплавленного металла в единицу времени и некоторыми технологическими коэффициентами:
Y,% - коэффициент потерь электродного металла на разбрызгивание;
αн‚% - коэффициент набрызгивания, определяющий трудозатраты на удаление брызг с поверхности свариваемых деталей.
В таблицах 2.2.1 и 2.2.2 представлены опытные данные характеризующие преимущества сварки в смесях. Сварка образцов произведена проволокой Св-08Г2С, диаметром 1,2 мм, ГОСТ 2246-70. Iсв=250-260А, Uд=23-25В.
Таблица 2.3.1 - Сравнительная характеристика сварки в CO2 и смесях Ar
| Защитный газ | Iсв, А | Uд, В | Q, кг/ч | Y,% | αн,% |
| СО2 | 200-210 | 22-23 | 2,3 | 4,7 | 1,5 |
| Ar + 20% CO2 + 2% O2 | 200-210 | 25-26 | 3,7 | 3,2 | 0,2 |
| Ar + 12% CO2 + 2% O2 | 200-210 | 21-22 | 3,1 | 1,4 | 0,2 |
Из данных таблицы 2.3.1 видно, что производительность сварки в смесях в 1,5-1,6 раза превышает производительность сварки в СО2.
Таблица 2.3.2 - Механические свойства наплавленного металла
| Защитный газ | σт, МПа | σв, МПа | d,% | Y,% | KCU, Дж/см2 |
| СО2 | 401 | 546 | 27,0 | 62,4 | 14,1 |
| Ar + 20% CO2 + 2% O2 | 392 | 583 | 29,5 | 63,5 | 23,5 |
| Ar + 12% CO2 + 2% O2 | 390 | 585 | 29,0 | 63,0 | 24,0 |
Из данных таблицы 2.3.2 видно, что механические свойства наплавленного металла при сварке в смесях значительно выше, чем сварки в СО2.
Преимущества применения газовых сварочных смесей на основе Ar по сравнению с СО2
1) увеличение количества наплавленного металла за единицу времени, а также снижение потерь электродного металла на разбрызгивание;
2) снижение количества прилипания брызг (набрызгивания) в районе сварного соединения и как следствие уменьшение до 95% трудоемкости по их удалению;
3) повышение плотности и пластичности металла шва;
4) повышение стойкости металла шва против образования горячих трещин (критическая скорость деформации при СО2 - 22,5 мм/мин, при сварке в смеси Ar + CO2 + O2 составляет 27,1 мм/мин);
5) повышение циклической прочности сварного соединения;
6) процесс сварки стабилен даже при некоторой неравномерности подачи сварочной проволоки, а также наличия на ее поверхности следов технологической смазки и ржавчины;
7) сварку в вертикальном положении, возможно, вести в режиме капельного переноса электродного металла;
8) гигиенические условия труда на рабочем месте сварщика улучшаются за счет значительного уменьшения количества валовых выделений твердой фракции сварочного аэрозоля, а в ней снижение содержания токсичных выделений марганца и хрома.
Анализирую, приведенные данные для сварки кабины трактора вместо СO2 применяется трёх компонентная смесь на основе Ar (Ar+12%CO2+2%O2).
Чтобы исключить возможность распутывания или разматывания мотка, концы проволоки должны быть легко находимы.
Расчет режимов сварки
Основными параметрами режима сварки являются: сила сварочного тока IСВ, напряжение на дуге UД, скорость подачи сварочной проволоки Vп. пр., диаметр проволоки dп, скорость сварки VСВ.
Первоначально задаемся диаметром проволоки dп. Его значение зависит от толщины свариваемого металла и способа сварки: dп=1,2 мм [1].
Рассчитаем параметры режима шва №1 выполняемого по ГОСТ 14771-76-Т1-К3.
Определяем величину сварочного тока, которая зависит от требуемой глубины проплавления h, от толщины металл δ и условий сварки. Для угловых швов глубину проплавления принимают h = 0,6*δ.
h = 0,6*5 = 3 мм.
Величину сварочного тока определяем по формуле
IСВ =  ∙100, (2.4 1)
∙100, (2.4 1)
где kП - коэффициент пропорциональности, зависящий от условий сварки, kП = 1,75.
IСВ =  ∙ 100 = 171,4. (2.4 2)
∙ 100 = 171,4. (2.4 2)
Уточняем диаметр проволоки по формуле
dп = 1,13 ∙  , (2.4 3)
, (2.4 3)
где j - допустимая плотность тока, j = (90 - 200) А/мм2.
dп = 1,13 ∙  = 1,2 мм.
= 1,2 мм.
Напряжение на дуге устанавливаем в зависимости от способа сварки, а также от марки и диаметра проволоки. Для сварки в защитных газах напряжение определяется по формуле [1]
U2 = 20 +  ∙ IСВ ± 1. (2.4 4)
∙ IСВ ± 1. (2.4 4)
U2 = 20 +  ∙ 171,4 ± 1 = 29 В
∙ 171,4 ± 1 = 29 В
Скорость сварки вычисляем по формуле
VСВ =  , (2.4 5)
, (2.4 5)
где αн - коэффициент наплавки, αн = (12 - 14) г/А час;
IСВ - сила сварочного тока, А;
γ - плотность металла, γ = 7,8 г/см3;
Fн - площадь поперечного сечения наплавленного металла за один проход, Fн = 0,068 см2
VСВ =  = 38,8 м/час.
= 38,8 м/час.
Скорость подачи сварочной проволоки определяем по формуле
Vп. пр. =  , (2.4 6)
, (2.4 6)
где Fп - площадь сечения проволоки, см2.
Fп =  ,
,
Fп =  = 1,13×10-2 см2,Vп. пр. =
= 1,13×10-2 см2,Vп. пр. =  = 233,4 м/час.
= 233,4 м/час.
Рассчитаем параметры режима шва №2 выполняемого по ГОСТ 14771-76-У2.
Величину сварочного тока определяем по формуле (2.4 1) [1].
IСВ = ∙ 100 = 171,4.
Уточняем диаметр проволоки по формуле (2.4 2)
dп = 1,13 ∙  = 1,2 мм.
= 1,2 мм.
Определяем напряжение на дуге по формуле (2.4 3)
U2 = 20 +  ∙ 171,4 ± 1 = 28 В
∙ 171,4 ± 1 = 28 В
Скорость сварки вычисляем по формуле [1]
VСВ = ,
где αн - коэффициент наплавки, αн = (12 - 14) г/А час;
IСВ - сила сварочного тока, А;
γ - плотность металла, γ = 7,8 г/см3;
Fн - площадь поперечного сечения наплавленного металла за один проход, Fн = 0,065 см2.
VСВ =  = 43,9 м/час.
= 43,9 м/час.
Скорость подачи сварочной проволоки определяем по формуле (2.4 5)
Fп =  ,
,
Fп = = 1,13×10-2 см2,Vп. пр. = = 233,19 м/час.
Рассчитанные режимы сварки сводим в таблицу 2.4 1
Таблица 2.4 1 - Режимы сварки
| ГОСТ | Обозначение шва | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч |
| 14771-76 | Т1-К3 | 172 | 29 | 38,8 |
| 14771-76 | У2 | 172 | 28 | 43,9 |
| 14771-76 | Т1-К3 | 172 | 29 | 38,8 |
Дата: 2019-12-10, просмотров: 492.