Для анализа результатов контроля качества широкое распространение получили методы статистического контроля качества (Statistical Quality Control - SQC). Наиболее известными среди них стали "семь инструментов контроля качества", которые сначала широко применялись в кружках качества в Японии, а затем и в других странах, благодаря своей эффективности и доступности для рядовых работников предприятий. В состав этих "семи инструментов" входят: метод расслоения, графики, диаграмма разброса, диаграмма Парето, причинно-следственная диаграмма, контрольные карты, гистограммы.
Краткое содержание этих методов применительно к управлению качеством заключается в следующем:
Диаграмма Парето.
Диаграмма Парето (Pareto diagram), названная так по имени ее автора, итальянского ученого-экономиста Парето (1845-1923), позволяет наглядно представить величину потерь в зависимости от различных дефектов. Благодаря этому можно сначала сосредоточить внимание на устранении тех дефектов, которые приводят к наибольшим потерям. Для выяснения причин этих дефектов целесообразно дополнительно использовать причинно - следственную диаграмму.
После выяснения причин и устранения дефектов вновь строится диаграмма Парето с целью проверки эффективности принятых мер.
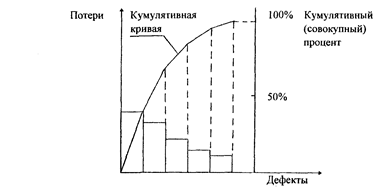
Рис 3. Диаграмма Парето
Причинно-следственная диаграмма.
Причинно-следственная диаграмма (Cause and effect diagram) применяется, как правило, при анализе дефектов, приводящих к наибольшим потерям. Она позволяет выявить причины таких дефектов и сосредоточиться на устранении этих причин. При этом анализируются четыре основных причинных фактора: человек, машина (оборудование), материал и метод работ. При анализе этих факторов выявляются вторичные, а, может быть, и третичные причины, приводящие к дефектам и подлежащие устранению. Поэтому для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам. Такую диаграмму в виде рыбьего скелета предложил японский ученый К. Исикава. Ее называют также "ветвистой схемой характерных факторов". Иногда ее еще называют диаграммой "четыре М" - по составу четырех основных факторов: Man, Method, Material, Machine.
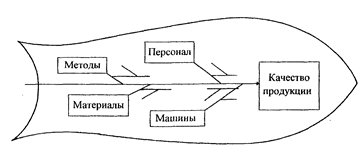
Рис 4. Причинно-следственная диаграмма
Гистограмма.
Гистограмма (Histogram) представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год). При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Полученные данные анализируют, применяя другие методы:
долю дефектных изделий и потерь от брака исследуют с помощью диаграммы Парето;
причины дефектов определяют с помощью причинно-следственной диаграммы, метода расслоения и диаграммы разброса;
изменение характеристик во времени определяют по контрольным картам.
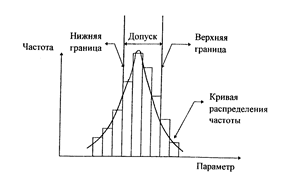
Рис 5. Гистограмма
Диаграмма разброса.
Диаграмма разброса (Scatter diagram-корреляционная диаграмма) строится как график зависимости между двумя параметрами. Это позволяет определить, есть ли взаимосвязь между этими параметрами. И если такая взаимосвязь существует, можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, но возможно и отсутствие какой-либо взаимосвязи.
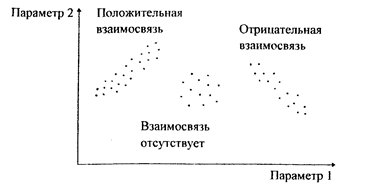
Рис 6. Диаграмма разброса
Контрольная карта.
Контрольная карта (Control chart) - это разновидность графика, который отличается наличием контрольных границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер.
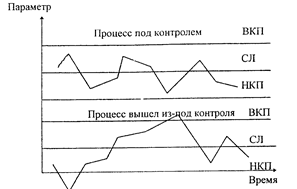
Рис 7. Контрольная карта:
НКП - нижний контрольный предел
СЛ - средняя линия
ВКП - верхний контрольный предел
Метод расслоения.
Метод расслоения (послойный анализ-Stratification) применяют для выяснения причин разброса характеристик изделий. Существо метода заключается в Разделении (расслоении) полученных характеристик в зависимости от различных факторов: квалификации работников, качества исходных материалов, методов работ, характеристик оборудования и т.д. При этом определяется влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры для устранения их недопустимого разброса.
Графики.
Графики используются для наглядности и облегчения понимания взаимозависимости количественных величин или их изменений во времени. Чаще всего применяются линейные, круговые, столбчатые и ленточные графики.
Перечисленные "семь инструментов" помогают решать подавляющее большинство возникающих проблем качества. Для решения более сложных проблем дополнительно могут применяться методы Тагу-ти и "семь новых инструментов контроля качества", среди которых:
Схема отношений (Relation diagram);
Древовидная схема (Tree diagram);
Матричная схема (Matrix diagram);
Стрелочная схема (Arrow diagram) и другие.
Для обеспечения эффективности контроля, кроме применения конкретных методов, необходимо также иметь в виду два общих правила.
Во-первых, нужно, чтобы контроль охватывал все этапы работ:
от исследований и проектирования до проведения испытаний готовых изделий и надзора за их эксплуатацией.
Во-вторых, важно, чтобы основной объем контроля осуществлялся в виде самоконтроля, когда исполнители работ заинтересованы контролировать себя сами и сами же могут устранить обнаруженные дефекты. При этом должен сохраняться также и независимый контроль для проведения инспекторских проверок, испытаний и приемки готовой продукции. В каждом конкретном случае нужно постараться найти оптимальное сочетание между этими двумя видами контроля.
Информация о качестве
Эту функцию иногда называют коммуникацией или связующим процессом. Содержание этой функции - получение, систематизация и выдача информации о качестве соответствующим подРазделениям для анализа и разработки необходимых мероприятий.
При рассмотрении этой функции необходимо иметь в виду четыре базовых элемента:
1. Отправитель информации.
2. Сообщение, т.е. собственно информация.
3. Канал, средство передачи информации и помехи (шум).
4. Получатель информации и обратная связь.
Информация о качестве складывается из внутренней и внешней. Внутренняя получается по результатам контроля производства и показывает, какое качество продукции достигается при ее создании на предприятии. Внешняя получается в виде требований заказчиков и рынков сбыта, данных о научно-техническом прогрессе (стандарты, патенты, ноу-хау), сведений с объектов эксплуатации.
Сравнение внутренней и внешней информации дает объективную оценку положения дел с качеством продукции, что позволяет принимать необходимые меры для эффективной работы в области качества.
Поиском внешней информации на предприятиях занимаются службы маркетинга, стандартизации, информации, патентов. Активную работу в этом направлении ведут также конструкторские, исследовательские и технологические отделы. Информацию с объектов эксплуатации получает служба надежности и претензионная служба. Последняя обычно входит в состав отдела технического контроля и организует работу по устранению предъявленных претензий. Служба входного контроля обменивается информацией с поставщиками о качестве материалов и комплектующих изделий.
Основными отправителями и получателями внутренней информации о качестве являются исследовательские, конструкторские и технологические отделы, цехи-изготовители продукции, отдел технического контроля, представители заказчиков на предприятии, а также отдел управления качеством.
Основными носителями информации о качестве являются:
предъявительские записки, акты о браке, протоколы испытаний, акты инспекционного контроля, претензии и сообщения с мест эксплуатации, материалы отделов маркетинга, информации и патентов.
Каналами и средствами передачи информации служат существующие средства внешней связи и внутренняя почта предприятия. При организации информационных потоков очень важно установить обратную связь, исключить возможные искажения.
В условиях жесткой конкуренции и наличия у крупных фирм филиалов в разных странах оперативное получение и передача информации о новейших достижениях в области техники и технологии приобретает первостепенное значение. Цена информации чрезвычайно высока, и для ее получения используются все дозволенные, а зачастую и недозволенные методы, в том числе - промышленный шпионаж.
Разработка мероприятий
Разработка мероприятии производится на основе анализа информации и должна предусматривать:
корректирующие мероприятия, направленные на устранение выявленных дефектов и несоответствий;
предупредительные мероприятия - для устранения причин выявленных дефектов и несоответствий, чтобы не допустить их повторения;
профилактические мероприятия, предназначенные для устранения причин потенциальных дефектов, чтобы предотвратить их появление.
В соответствии с принципами обеспечения качества эти мероприятия могут быть направлены на улучшение материальной базы, на активизацию человеческого фактора или на совершенствование управления.
Стабильность обеспечения качества может быть достигнута только в том случае, если в системе качества предусмотрена возможность принятия полного комплекса указанных мер, хотя в каждом конкретном случае может потребоваться только какая-то часть этих мероприятий.
Разработка мероприятий начинается с доведения информации по качеству до соответствующих подРазделений, которые анализируют ее, разрабатывают необходимые меры, согласовывают их с другими подРазделениями и представляют на утверждение руководству предприятия.
Оформление мероприятий производится в виде приказов, распоряжений, планов или графиков работ. Важно, чтобы все планируемые меры были обеспечены необходимыми ресурсами и предусматривался контроль их исполнения.
Дата: 2019-11-01, просмотров: 519.