Центробежное формование. Этот метод был применен для изготовления первых МКЛ и в усовершенствованной модификации используется до настоящего времени. Суть метода состоит в том, что жидкий полимер инжектируется прямо во вращающуюся форму. Окончательная форма линзы и ее параметры определяются такими особенностями процесса формования как температура, скорость вращения, объем инжектированного полимера и др. Во время вращения формы полимер подвергается воздействию также тепла и/или ультрафиолетового излучения, в результате чего жидкий полимер отвердевает. Далее линза вынимается из формы, гидратируется и подвергается такой же обработке, как и при точении линзы.
Центробежное формование является довольно дешевым методом производства МКЛ. Оно обеспечивает хорошую воспроизводимость и стабильность параметров линзы и дает очень тонкий, комфортный край. Линзы, полученные этим методом, имеют малую толщину и обладают асферической геометрией задней поверхности, хорошо соответствующей геометрии роговицы глаза. Кривизна линзы постепенно уменьшается от центра к периферии. К недостаткам метода можно отнести невозможность получения линз со сложной геометрией, например, торических МКЛ. Кроме того, линзы, изготовленные методом центробежного формования, из-за своей асферичности нельзя точно сопоставлять с какой-либо определенной базовой кривизной. Однако опыт показывает, что при подборе таких МКЛ, как правило, не возникает проблем и в практике вполне допустимо использование понятия базовой кривизны и ее радиуса. Можно также отметить, что из-за малой толщины и повышенной гибкости линз, произведенных методом центробежного формования, с ними относительно сложно обращаться, особенно, если линзы имеют малую оптическую силу. Такие линзы слабо перемещаются на глазу, однако это не препятствует поступлению слезной жидкости (обогащенной кислородом) под линзу и удалению продуктов распада из-под нее.
Точение. Точение широко используется для изготовления, как МКЛ, так и РММА линз и жестких газопроницаемых линз. Для точения (токарной обработки на станке) применяют жесткие ("сухие") заготовки из заранее полимеризованного материала. Причем используемые для точения материалы могут иметь характеристики, отличающиеся от характеристик полимера, полученного при центробежном формовании.
Точение включает следующие этапы:
- обработка на токарном станке. Применение компьютерного контроля позволяет получать поверхности с двумя и даже большим числом радиусов кривизны задней поверхности;
- полирование для удаления следов резца;
- насыщение водой до необходимой концентрации;
- химическое удаление из линзы всех посторонних примесей;
- тонирование;
- контроль качества и проверка соответствия параметров заданным значениям;
- стерилизация (тепловой нагрев до 121°-124° С в течение по крайней мере 20 мин.);
- упаковка и маркировка.
Точение является более дорогостоящим методом, чем центробежное формование или литье. Однако этот метод очень полезен для изготовления небольших партий линз, линз со сложной геометрией или по индивидуальному заказу для конкретного пациента.
Линзы, изготовленные точением, как правило, несколько толще, чем линзы, изготовленные другими методами, и вследствие этого имеют меньшую кислородную проницаемость.
Литье. Литье - менее трудоемкий метод, чем точение. При больших масштабах производства позволяет изготавливать достаточно дешевые линзы. Многие планово сменяемые МКЛ и линзы частой плановой замены делают с помощью литья.
Сначала делается металлическая форма-матрица. Для каждого набора параметров линз изготавливается своя металлическая матрица. Далее по этой матрице делают тысячи пластиковых форм-копий. Жидкий полимер заливают в нижнюю половину пластиковой формы, сверху внутрь этой половинки вставляется верхняя часть формы. В пространстве между соединенными таким образом половинками формы, заполненном жидким полимером, и будет получена линза после облучения всей формы ультрафиолетовым излучением. Полученная "сухая" линза удаляется из формы, насыщается водой и подвергается уже описанным выше этапам обработки.
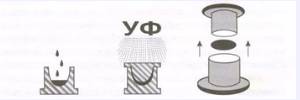
Схематическое изображение процесса изготовления линз методом литья
Примером дальнейшего усовершенствования методов изготовления МКЛ является, так называемый Реверсивный процесс III, используемый в настоящее время фирмой Bausch&Lomb. Суть процесса состоит в том, что переднюю, поверхность линзы получают методом центробежного формования, а заднюю поверхность - токарной обработкой. Преимущества этого метода состоит в том, что передняя поверхность линзы получается более гладкой, чем при точении на токарном станке, что придает линзе высокие оптические характеристики, обеспечивает удобство ношения и идеальный профиль кромки. Задняя поверхность, полученная точением, обеспечивает хорошие функциональные качества, включая оптимальное перемещение и центровку. При токарной обработке можно изготовлять линзы достаточно сложной геометрии.
Дата: 2019-07-30, просмотров: 335.