3.1 Служебное назначение детали.
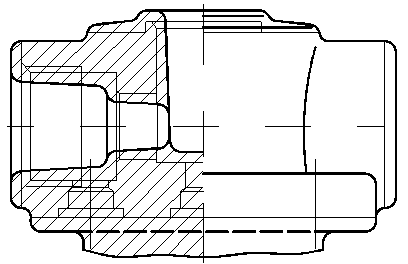
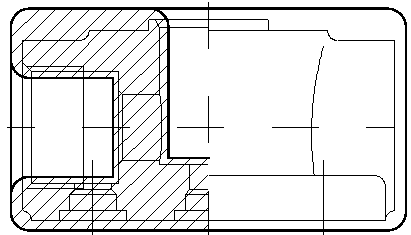
Корпус 172.001 предназначен для базирования деталей входящих в состав корпуса 172.010 и кулачка 172.080, а также для обеспечения герметичности всего узла.
Основными показателями качества корпуса являются:
соосность отверстий под сёдла относительно общей оси с установленным допуском, плоскостность поверхности основания с установленным допуском, перпендикулярность общей оси отверстий под сёдла относительно оси отверстия под кулачек с установленным допуском, герметичность стенок при испытании сжатым воздухом под давлением 0,6 МПа в течении 30с..
3.2 Анализ чертежа, технических требований на деталь и её технологичности.
Корпус 172.001 представляет из себя простую корпусную деталь симметричную в поперечном сечении, среднего класса точности, небольших габаритов, с двумя отверстиями в торцах для крепления клапанов, одним сверху для крепления кулачка и тремя в основании для запрессовки ниппелей. Корпус изготавливается из алюминия марки АК7ч ГОСТ 1583-93, с твёрдостью > 70HB.
Из вышесказанного следует, что при изготовлении корпуса будут
использоваться операции токарная, вертикально-сверлильная, резьбонарезная, зачистка, химическое окисление с последующим контролем исполненных размеров.
3.3 Выбор вида заготовки и назначение припусков на обработку.
В производстве корпусные детали изготавливают в основном литьём, но ввиду небольшого размера корпуса и непродолжительное время изготовления по неизменяемым чертежам можно также изготовить корпус штамповкой на ГКМ.
Расчеты получения заготовок ведут по формуле:
Ким = Vдет / Vзаг
Объем детали Vдет = 67см3
Объем заготовки литьё Vзаг = 107см3
Объем заготовки из штамповки ГКМ Vзаг = 194см3
Ким1 = 67 / 107 = 0,35
Ким2 = 67 / 194 = 0,63
Выбираем вариант 2, т.к. он экономически целесообразен.
Исходя из объёма выпуска и массы корпуса выбираем литьё по выплавляемым моделям.
3.4 Выбор технологических баз и обоснование последовательности обработки поверхностей заготовки.
Для обработки корпусов и получения минимальных погрешностей нужно создать технологические базы для установки в токарных станках. Исходя из особенностей токарного станка и точного размещения заготовки на нем, необходимо обработать торцы заготовки и выполнить центровочные отверстия. Выполнять будем на Токарно-револьверном станке с ЧПУ 1В340 Ф30, в двухкулачковом гидравлическом патроне МТ 9661-434, с кулачками МТ 9664-440. Так как кулачки сконструированы специально для закрепления корпуса 172.001 для обеспечения высокой точности обработки и установки заготовки в станке то так же являются и приспособлением.
Рассмотрим два варианта базирования:
a) базирование в двух сходящихся призмах и опорных пальцах.
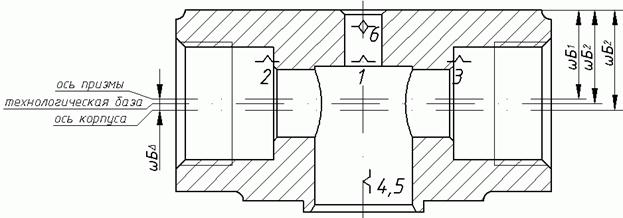
Из чертежа видно, что при установке технологическая база не совпадает с осью корпуса и призмы, появляется погрешность базирования заготовки.
ωА2=ωБD=ωБ1+ωБ2+ ωБ3=ωтс(005)+ ωпр+ωзаг=0,5+0,8+0,2=1,5
б) базирование в двухкулачковом гидравлическом патроне
МТ 9661-434, с кулачками МТ 9664-440.
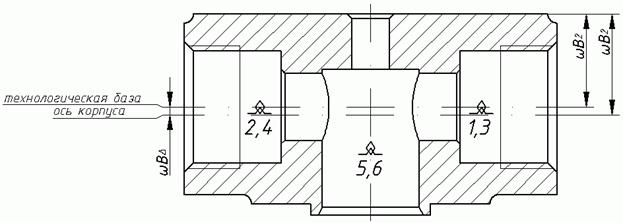
Здесь за счет специальных кулачков обеспечивается более точное базирование корпуса.
ωА2=ωВD=ωтс(005)+ωзаг=0,5+0,2=0,7
Из вычислений можно оценить распределения припуска на поверхности отверстия под седло на 005 операции.
Распределение найдем из формулы:
ωА∆=ωА1+ωА2
1 вариант: ωА2D=ωА1+ωА22=ωтс(005)+ωА22=0,5+1,5=2 мм
2 вариант: ωА1D=ωА1+ωА12=ωтс(005)+ωА12=0,5+0,7=1,2 мм
Из расчета видим, что второй вариант предпочтительнее, поскольку имеет минимальный припуск на обработку.
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента.
Последовательность обработки заготовки:
1. Токарная с ЧПУ
2. Вертикально-сверлильная
3. Резьбонарезная
В связи с нашим производством выберем следующие станки:
1. Для выполнения токарной обработки выберем токарно-револьверный станок с ЧПУ 1В340 Ф30.
2. Для сверления на разных операциях вертикально-сверлильный станок 2М112, вертикально-сверлильный станок 2Н118, вертикально-сверлильный станок 2Н125.
3. Для резьбонарезной операции резьбофрезерный станок полуавтомат 2056.
3.6 Разработка маршрутного технологического процесса. Выбор технологического оборудования и оснастки.
Разработка маршрутного технологического процесса и выбор технологического оборудования и оснастки приведены в приложении 3.
3.7 Определение припусков, межпереходных размеров и их допусков. Определение размеров исходной заготовки.
Рассчитаем припуски на поверхности нижнего торца корпуса.
1. Рассчитаем минимальный припуск:
Zmin = ((Rz + h)i-1 + (∆2Σi-1 + ε2i))1/2
Где, Rz – шероховатость поверхности, возникающая на предшествующем переходе
h – глубина дефектного слоя
∆Σi-1 – суммарные отклонения расположения и формы поверхности
ε – погрешность установки заготовки на выполняемом переходе
Предварительное точение:
Zminпредв. = 2(700 +700+(200+250)2 + 1002)1/2 = 1628мкм
Окончательное точение:
Zminокон. = 2(500 +500+(100+150)2 + 502)1/2 = 1243мкм
Расчет общего минимального припуска:
Zminобщ = 1628 + 1243 = 2871мкм
2. Расчет максимального припуска для обработки поверхности
Zmax = Zmin + Tдет + Tзаг
где Тзаг – допуск на заготовку
Тдет – допуск на деталь
Zmax = 2871 + 50 + 400 = 3321 мкм
3.8 Назначение режимов резания.
Расчет режима резания проведем на первую операцию первого перехода
Операция 005 токарная с ЧПУ.
Переход 1: Подрезать торец заготовки в размер 12±0,5
1. Глубина резания : t = 5 мм
2. Подача: S = 0,3 мм/об
3. Скорость резания V = Cv * Kv / Tm * tx * Sy
где Cv – поправочный коэффициент
Т – стойкость инструмента
Kv – коэффициент, учитывающий условия обработки
V = 332 * 0,7 / 1800,2 * 50,5*0,30,4 = 102 м/мин
4. Частота вращения шпинделя:
np = 1000 * V / π * Dфр = 1000 * 102 / 3,14 * 70 = 340 об/мин
по паспорту станка получаем np = 350 об/мин
5. Действительная скорость резания:
nд = π * Dфр * np / 1000 = 3,14 * 70 * 800 / 1000 = 106 м/мин
3.9 Нормирование технологической операции.
1. Машинное время на точение торца
Т0 = (L + l1 + l2) * i / Cz * z * nд
где L – длина обработки
l1 – величина врезания
l2 – перебег
i – число переходов
Т0 = (55 + 60 + 60) * 2 / 0,2 * 6 * 175 = 1,7мин
2. Определим оперативное время операции:
Топ = Т0 + Тв
где Т0 = 1,7 мин
Тв = 2,1 мин
Топ = 1,7 + 2,1 = 3,8 мин
3. Штучное время на операцию:
Тшт = Топ * ( 1 + (Ко + Кп) / 100)
Где, Ко – доля времени на обслуживание рабочего времени 2 – 6%
Кп – доля времени на отдых и личные надобности 4 – 8%
Тшт = 3,8 * (1 + (4 + 5) / 100) = 0,38мин
3.10 Контроль точности изготовленной детали.
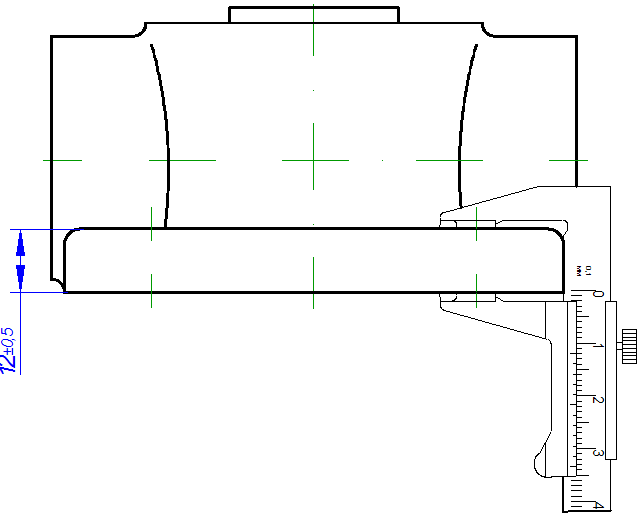
контроль размера торца при помощи штангенциркуля ШЦI-125-0.1 ГОСТ 166-89
Точность изготовления корпуса проверяют в определенной последовательности сначала определяют правильность формы поверхности, затем их геометрические размеры и потом уж их положения.
Такая последовательность необходима для того, чтобы можно было путем исключения погрешностей измерять с наибольшей точностью тот параметр, который необходимо проверить.
Измерительными базами при проверке корпусов обычно являются поверхности его основания, которые будучи его основными базами определяют положение всех остальных.
При контроле устанавливаем корпус основанием на контрольную плиту с упором в один торец.
Правильность геометрической формы проверяем в нескольких сечениях, перпендикулярных к оси корпуса, овальность и конусообразность отверстий а также других линейных размеров проверяем с помощью следующих измерительных инструментов и приспособлений:
штангенциркуль ШЦI-125-0.1 ГОСТ 166-89,
пробка Æ10Н14+0,36 МТ8133-4106-03,
пробка резьбовая М33х1,5-7Н 8221-3120,
пробка Æ18Н9+0,043 МТ8133-4161-05,
пробка Æ26Н12+0,21 МТ8133-4170-05,
пробка Æ4,95+0,26 МТ8133-4016,
пробка Æ6,7+0,26 МТ8133-4017,
пробка Æ12.5H12+0,18 МТ8133-4107 01,
пробка Æ18Н14+0,43 МТ8133-4164,
пробка резьбовая 8221-3030,
пробка резьбовая М8-7Н 8221-3036,
калибр 50±0,15 МТ8368-4078,
калибр резьбовой М33х1,5-7Нх15+2 МТ8229-4030-13,
калибр резьбовой М6-7Нх12min МТ8229-4026-09,
калибр 25±0,2 МТ8368-4079,
скоба 32h12-0,25 МТ8119-4055-05,
высотомер 3Н14+0,25 МТ8151-4385-01,
глубиномер 39Н14+0,62 МТ8151-4671,
глубиномер 17-1 МТ8157-4507,
глубиномер 2,5Н14+0,25 МТ8151-4671-02,
глубиномер 7Н14+0,36 МТ8151-4563-10,
втулка 6100-0141 ГОСТ 13598-85.
3.11 Оформление технологической документации
маршрутной карты технологического процесса изготовления детали, операционной карты на одну операцию технологического процесса изготовления детали, технологической карты сборки приведены в приложении.
Список использованной литературы.
1. Справочник технолога-машиностроителя 1985 А.Г.Косилова, Р.К.Мещеряков Тома № 1.
2. Справочник технолога-машиностроителя 1985 А.Г.Косилова, Р.К.Мещеряков Тома № 2.
3. Технология машиностроения (специальная часть):
Учебник для машиностроительных специальностей вузов/ А.А.Гусев, Е.Р.Ковальчук, И.М.Колесов и др. – М.: Машиностроение,1986. – 480 с.
4. Основы технологии машиностроения:
Учебник для машиностроительных вузов/И.М.Колесов – М.: Машиностроение, 1997. – 592 с.
5. Методическое руководство по курсовому проектированию/Н.Г.Латышев – М.: Мосстанкин, 1982. – 52 с.
6. Взаимозаменяемость в машиностроении и приборостроении/А.И.Якушев – Москва – 1970.
7. Руководящие материалы по пневмооборудованию станков. Воздухораспределительная и контрольно-регулирующая аппаратура. – Москва – 1961.
8. Технологические процессы и операции в курсовых и дипломных проектах: Метод. указ./Сост. В.В.Плешаков, Т.В.Никифоров, В.К.Старков. – М.: МГТУ ”Станкин”, 1999. – 43с.
9. Курс лекций по предмету Технология машиностроения.
Дата: 2019-07-30, просмотров: 342.