Импульсный блок питания
Пояснительная записка
к курсовому проекту по дисциплине
«Конструирование и производство
Радио аппаратуры»
РТ 5.087.009 ПЗ
Нормаконтролёр:
_____ Баженова Л.М.
«___»_______ 2004г.
Руководитель:
______________
«___»_______ 2004г.
Разработчик:
____ Литвинов А.Ю.
гр. Р-403
«___»_______ 2004г
2004
Утверждено
Предметной комиссией
«__»___________ 2004 г.
ЗАДАНИЕ
Для курсового проектирования по дисциплине: «Конструирование и производство радиоаппаратуры»
Студенту IV курса Р-403 группы Екатеринбургского радиотехнического техникума им. А.С.Попова.
(Ф.И.О) Литвинову Алексею Юрьевичу
Тема задания: Импульсный блок питания
Пояснительная записка:
Введение
1. Конструкторский раздел
1.1 Назначение и условия эксплуатации изделия
1.2 Выбор и описание элементной базы
1.3 Выбор и обоснование основных и вспомогательных материалов
1.4 Подготовка исходных данных для автоматизированного проектирования
1.5 Разработка конструкции печатной платы и печатного узла
1.6 Оценка надёжности изделия
2. Технологический раздел
2.1. Анализ исходных данных для разработки техпроцесса
2.2. Анализ конструкции на технологичность
2.3. Разработка тех процесса на сборку и монтаж
3. Выбор материалов
3.1 Обоснование выбора материалов печатной плат
3.2 Обоснование выбора припоя
3.3 Обоснование выбора маркировочной краски
3.4 Выбор лака
3.5 Выбор флюса
Дата выдачи задания 13 сентября 2004 года
Срок окончания работ «__»_________ года
Преподаватель_________________________
Содержание
Введение
1. Конструкторский раздел
1.1 Назначение и условия эксплуатации изделия
1.2 Выбор и обоснование элементной базы
1.3 Выбор и обоснование основных и вспомогательных материалов
1.4 Подготовка исходных данных для автоматизированного проектирования
1.5 Разработка конструкции печатной платы и печатного узла
1.6 Оценка надежности изделия
2. Технологический раздел
2.1 Анализ технологичности конструкции
2.2 Анализ исходных данных для разработки техпроцесса
2.3 Разработка техпроцесса на сборку монтажа
3. Выбор материалов
3.1 Обоснование выбора материалов печатной платы
3.2 Обоснование выбора припоя
3.3 Обоснование выбора маркировочной краски
3.4 Выбор лака
3.5 Выбор флюса
Список литературы
Введение
Процесс в развитии науки и техники не стоит на месте. Большую роль в этом процессе играет технология, так как от правильно выбранной или разработанной технологии зависят и характеристики конкретного изделия и его стоимость.
Необходимость проектирования сложных радиоэлектронных средств (РЭС) и требования к сокращению сроков их проектирования и повышению качества проектных работ противоречивы. Удовлетворить их можно лишь при широком использовании вычислительной техники в процессе проектирования. В связи с этим автоматизированные методы проектирования РЭС различного назначения широко внедряются в практику радиопромышленности.
Проектирование устройств средств вычислительной техники (СВТ) представляет собой ряд этапов:
1. Этап технического предложения.
2. Этап эскизного проектирования.
3. Этап технического проектирования.
4. Рабочий проект.
Процесс автоматизации проектирования радиоэлектронных средств по содержанию и последовательности решаемых задач может быть весьма разнообразен в зависимости от функциональной и конструктивной сложности разрабатываемых радиотехнических систем, комплексов, устройств и узлов.
В основном проектировании лежат определённые принципы, такие, например, как «Функционально – модульный принцип проектирования», который заключается в том, что вся электрическая схема разбивается на части (модули). Модули в свою очередь делятся по конструктивным уровням.
На этих принципах стало возможным создание и использование САПР, а, следовательно, появилась возможность проектировать более сложные изделия и более сложную элементную базу.
САПР
САПР – это система автоматизированного проектирования. Эта система обладает следующими возможностями:
- возможность комплексного решения общей задачи проектирования, установление тесной связи между какими – либо частными задачами;
- интерактивный режим проектирования, при котором осуществляется непрерывный процесс диалога «человек – машина»;
- возможность проведения имитационного моделирования радиоэлектронных систем в условиях работы, близких к реальным;
- значительное усложнение программного и информационного обеспечения проектирования.
САПР состоят из совокупности средств методического, математического, лингвистического, программного, технического, реального и организационного обеспечений.
Характерные особенности САПР:
1. Возможность комплексного решения общей задачи проектирования, установление тесной связи между частными задачами.
2. «Интерактивный» режим программирования, при котором осуществляется непрерывный процесс диалога «человек – машина».
3. Возможность имитационного моделирования радиоэлектронных систем в условиях работы, близких к реальным. Имитационное модулирование позволяет провести испытания различных вариантов решения и выбрать лучший, причём сделать это быстро и учесть всевозможные факторы и возмущения.
4. Значительное усложнение программного и информационного обеспечения проектирования.
5. Значительное усложнение технических средств САПР. Системы автоматизации проектирования требуют применения машин высокой производительности.
6. Замкнутость процесса автоматизированного проектирования, то есть проектировщик вводит в машину информацию на уровне замысла, а в результате диалогового процесса проектирования машина выдаёт технические решения и документацию.
Конструкторский раздел
Конденсатор К10-17
Конденсаторы К10-17 керамические постоянной ёмкости предназначены для работы в качестве встроенных элементов внутреннего монтажа аппаратуры, цепях постоянного переменного пульсирующего и импульсного тока. Внешний вид показан на рисунке:
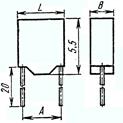
| Группы по ТКЕ | Размеры, мм | Масса | ||||||||
| ПЗЗ' | М47 | М75 | М750 | М1500 | Н50 | Н90 | L | B | A | |
| Номинальная емкость, пФ | ||||||||||
| 910-2000 | 110-2700 | 1200-3000 | 2400-5600 | 3900-9100 | 0,047-0,1 мкФ | 0,15; 0,22мкФ | 6,8 | 4,6 | 2,5 | 0,5 |
| 2200-3000 | 3000-3600 | 3300-3900 | 6200-8200 | 0,01-0,012мкФ | 0,15 мкФ | 0,33 мкФ | 8,4 | 4,6 | 5,0 | 0,8 |
| 3300-5600 | 3900-6800 | 4300-7500 | 9100 пФ-0,015мкФ | 0,013-0,024мкФ | 0,22мкФ | 0,47; 0,68 мкФ | 8,4 | 6,7 | 5,0 | 1,0 |
| 6200 пФ-0,01 мкФ | 7500 пФ-0,010мкФ | 8200 пФ-0,015мкФ | 0,016-0,027мкФ | 0,027-0,039мкФ | 0,33; 0,47 мкФ | 1,0; 0,47 мкФ | 12,0 | 8,6 | 7,5 | 2,0 |
Резисторы С2-23
Резисторы с металлодиэлектрическим проводящим слоем предназначены для работы в цепях постоянного, переменного и импульсного тока в качестве элементов навесного монтажа. Внешний вид показан на рисунке :
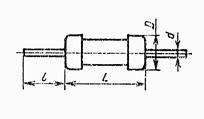
Таблица
| Номинальная мощность, Вт | Диапазон номинальных сопротивлений, Ом | Размеры, мм | Масса, г. | |||
| D | L | l | d | |||
| 0,062 | 
| 0,6 | 4,6 | 20 | 0,5 | 0,12 |
| 0,125 | 
| 2,0 | 6,0 | 20 | 0,5 | 0,15 |
| 0,25 | 
| 3,0 | 7,0 | 20 | 0,6 | 0,25 |
| 0,5 | 
| 4,2 | 10,8 | 25 | 0,8 | 1,0 |
| 1 | 
| 6,6 | 13,0 | 25 | 0,8 | 2,0 |
| 2 |
| 8,6 | 18,5 | 25 | 1,0 | 3,5 |
Таблица температурного коэффициента сопротивления
| Диапазон номинальных сопротивлений, Ом | ТКС, | Обозначение групп ТКС | |
от -60 до +20 
| от +20 до +155
| ||

| 
| 
| В |

| 
| 
| Г |
|
| 
|
| Д |
 и выше и выше
| 
| 
| Е |
 , в интервале температур
, в интервале температур
Предельные эксплуатационные данные
Температура окружающей среды:
при нормальной электрической нагрузке …….от -60 до +70
при снижении электрической нагрузки до 0,1 РН ..-60 до +155
Относительная влажность воздуха при температуре +35 …до 98 %
Предельное рабочее напряжение: 0,062 Вт ………….100 В
0,125 Вт …………200 В
0,25 Вт ………. ..250 В
0,5 Вт ………....350 В
1 Вт ……….…500 В
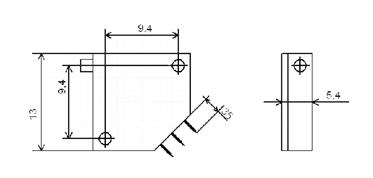
Резистор СП3-4М
Резисторы регулировочные однооборотные с круговым перемещением подвижной системы, предназначены для работы в цепях постоянного, переменного тока. Внешний вид показан на рисунке:

L=20 мм
| Вид резистора | Номинальная мощность, Вт | Диапазон номинальных сопротивлений, Ом | Функциональная характеристика. |
| СП3-4М | 0,25 | 
| А |
Температурный коэффициент сопротивления:
до  Ом…………………………………………….
Ом……………………………………………. 
свыше Ом……………………………………….. 
Минимальное сопротивление:
до  Ом …………………………………………….10 Ом
Ом …………………………………………….10 Ом
свыше Ом до  Ом …………..…………….25 Ом
Ом …………..…………….25 Ом
свыше Ом до Ом …………..……………50 Ом
свыше Ом …………..……………………………200 Ом
Уровень собственных шумов:
до Ом …………………………………………………...5 мкВ/В
свыше Ом до  Ом ..…………………………...10 мкВ/В
Ом ..…………………………...10 мкВ/В
свыше Ом …………………………………………….20 мкВ/В
Сопротивление изоляции в нормальных климатических условиях 5000 МОм
Предельные эксплуатационные данные
Температура окружающей среды:
при нормальной электрической нагрузке ……………….от -45 до +40 
при снижении электрической нагрузки до 0,25 РН ..........от -45 до +65
Относительная влажность воздуха при температуре +35 …До 98 %
Предельное рабочее напряжение: …………………………………...150 В
Максимальная наработка …………………………………………..15000 ч
Срок сохраняемости ………………………………………………..12 лет
Износоустойчивость ………………………………………..25000 циклов
Угол поворота подвижной системы …………………………….270 
Резистор СП5-3
Квадратный многооборотный (40 оборотов от минимума до максимума), с круговым перемещением подвижной контактной системы, производимым червячной парой. Предназначен для работы в цепях постоянного и переменного тока.
Припой
Припой – это специальный сплав, предназначенный для создания прочного механического шва и получения надёжного электрического контакта с малым переходным сопротивлением. контакта. Припои в основном разделяются на два типа: легкоплавкие(>450  С) и тугоплавкие (<450 С). Припой, необходимый для изготовления данного изделия должен соответствовать следующим условиям:
С) и тугоплавкие (<450 С). Припой, необходимый для изготовления данного изделия должен соответствовать следующим условиям:
- легкоплавкость, т.е. его температура плавления должна быть ниже температуры плавления самих материалов;
- обладать хорошей электропроводностью;
- приемлемая механическая прочность, способная обеспечить надежное механическое соединение;
- достаточная смачиваемость поверхностей и растекаемость;
- при использовании припоя, должна быть исключена возможность образования интерметаллических соединений;
- припой, по возможности, не должен содержать дефицитных компонентов;
- низкая себестоимость применяемого припоя;
Ниже, в таблице рассмотрены сравнительные характеристики отдельных припоев.
Флюс
Этот материал необходим для защиты поверхностей, соединяемых при пайке, металлов, от влияния окружающей среды, способствующей их окислению. Использование флюса, при пайке, существенно повышает качество и долговечность соединения. Сравнительные характеристики флюсов приведены таблице.
При выборе флюса необходимо учитывать следующие условия:
- хорошая смачиваемость;
- более низкая температура плавления, чем у припоя, примерно на 50-100  С;
С;
- хорошая удаляемость флюса с поверхности;
- способность к растворению оксидной пленки;
- отсутствие химической активности;
- малая стоимость.
Подготовка исходных данных для автоматизированного проектирования
Автоматизированное проектирование обладает большими преимуществами, по сравнению, с обычными методами проектирования. Но, успешное проектирование с помощью ЭВМ-это выбор из массы всех возможных вариантов, наиболее оптимального, исходя из некоторого набора исходных данных.
Правильный выбор и расчет исходных данных (параметры печатного монтажа) во многом определяют качество, технологичность и надежность печатного узла, разработанного на основе этих данных. Подобные исходные параметры зависят от предполагаемых: типа устройства, условий его будущей эксплуатации, требований по надежности, электрических параметров. Эти данные включают в себя:
- выбор шага координатной сетки;
- выбор допустимых отклонений конфигурации проводников и осей отверстий;
- номинальный диаметр отверстий;
- номинальная ширина проводников;
- номинальное расстояние между двумя проводниками;
- номинальный диаметр контактной площадки;
Первые два пункта исходных значений зависят от плотности монтажа РЭА на печатной плате. Повышение плотности монтажа дает возможность уменьшения габаритов печатного узла, но при этом уменьшаются допустимые напряжения на элементах схемы, увеличиваются паразитные ёмкости, что влияет на работу высокочастотных цепей, снижается механическая прочность сцепления проводников с диэлектрической подложкой, что может привести к отслаиванию проводников; повышаются требования к точности обработки материала, размерам конфигурации проводников, положению и диаметру отверстий, что обуславливает применение точного оборудования, и как следствие, удорожание печатного узла. Поэтому высокую плотность монтажа используют лишь в отдельных, технических обоснованных случаях. При проектировании данного изделия, предполагается проводить проводники в узких местах, т.е. в том числе между выводами микросхем. Поэтому т.к. стандартное расстояние между выводами ИМС, 2,5 мм, то шаг координатной сетки составит 2,5 мм. Конфигурацию проводников в таком случае следует выдерживать с отклонением, не более ±0,5 мм.
Остальные параметры, рассчитываются исходя из параметров элементов печатного монтажа, а также с учетом допустимых отклонений. Для печатных плат существует определённое разбиение по 5 классам, исходя из размеров элементов печатного монтажа. Подготовку исходных данных будем проводить исходя из первого класса.
Данные приведены в таблице классов печатных плат.
Параметр
Значение, для класса, мм
1.Расчет номинального диаметра отверстий:
d=d эл + r
где: d – номинальный диаметр отверстия;
d эл – диаметр вывода элемента;
r – зазор, необходимый для свободной установки элемента,
с учетом отклонений диаметра отверстий, r = 0,4 мм
Номинальный диаметр отверстий для выводов элементов:
d 2 = 0,5 + 0,5= 1 мм
2. Расчет номинальной ширины проводников:
t = t +/to/
где: t – номинальная ширина проводника;
t н – необходимая ширина проводника, t н =0,75 мм;
t о – предельное отклонение ширины проводника;
/ t о/=0,15 мм
Нормальная ширина проводников:
t = 0,75+0,15=0,9 мм
3. Расчет номинального диаметра контактной площадки:
dk = d + 2b + c
где: dk – номинальный диаметр контактной площадки;
d – диаметр отверстия;
b – необходимая радиальная толщина контактной площадки,b =0,25 мм.
c - коэффициент, учитывающий влияние разброса межцентрового расстояния, c =0,6 мм.
Номинальный диаметр контактной площадки для переходных (d 1), отверстий выводов элементов(d 2)
d 1 = 0,5+2*0,25+0,3 = 1,3 мм
d 2 = 1,0+2*0,25+0,3 = 1,8 мм
4. Расчет номинального расстояния между соединениями проводниками:
b = b н +/ t о/
где: b – номинальная ширина проводника;
b н – необходимая ширина проводника, b н = 0,75 мм
t о – предельное отклонение ширины проводника,
/t о/ =0,15 мм
Номинальное расстояние между соединениями проводниками:
b = 0,75+0,15 = 0,9 мм
Результаты расчетов сведены в таблицу.
Номинальные параметры элементов печатного монтажа.
| Параметр | Значение, мм |
| Диаметр отверстий Перходных отверстий Отверстий выводов элемента | 0,5 1 |
| Ширина проводника | 0,9 |
| Диаметр контактной площадки: Перходного отверстия Отверстий под выводы элемента | 1,3 1,8 |
| Расстояние между двумя соседними проводниками | 0,9 |
Оценка надежности изделия
Надежность – свойство изделия выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонта, хранения и транспортирования.
Работоспособность – это такое состояние изделия, при котором оно способно выполнять заданные функции, сохраняя значение заданных параметров в пределах, установленных технической документацией.
Более широкое понятие – исправность, которое дополнительно предъявляет требования ко всем данным документации, в том числе, внешнему оформлению, что неважно для работоспособности.
Нарушение работоспособности называется отказом. Неисправность – это несоответствие любому требованию технической документации к изделию. Неисправность может привести к отказу.
Классификация отказов:
По характеру изменения параметров до момента возникновения:
внезапные, возникающие в результате мгновенного изменения параметра;
постепенные, возникающие в результате постепенного изменения параметров;
По характеру устранения:
устойчивые – которые могут быть устранены только оператором;
самоустраняющиеся - сбои, перемежающиеся отказы;
По внешним проявлениям:
явные, которые можно обнаружить при внешнем осмотре;
неявные, которые обнаруживаются в результате специального контроля;
По причине возникновения:
конструкционный;
технологический;
эксплуатационный;
Безотказностью называется свойство изделия непрерывно сохранять работоспособность в течение некоторого времени или некоторой наработки. Суммарное время фактической работы изделия до отказа называется наработкой.
Ремонтопригодность - это свойство изделия, заключающееся в приспособлении к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания и ремонта.
Долговечность – это свойство изделия сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонта.
Предельное состояние определяется технической непригодностью изделия. Надежность изделия определяется сочетанием вышеперечисленных свойств.
Расчёт надёжности
Интенсивность отказов – характеризует вероятность отказа изделия в единицу времени. Все значения интенсивности отказов (  ) и поправочных коэффициентов (ai) были взяты из справочника с учетом температуры окружающей среды равной
) и поправочных коэффициентов (ai) были взяты из справочника с учетом температуры окружающей среды равной  , и сведены в таблицу для расчета интенсивности отказа объекта (
, и сведены в таблицу для расчета интенсивности отказа объекта (  ).
).
| Наименование элемента | Кол-во элементов | Интенсивность отказов
| КН | Поправочные коэффициенты интенсивности отказов | Интенсивность отказов элементов
| Интенсивность отказов | |||||||||||||
| ai | K1 | K2 | |||||||||||||||||
| Микросхемы | |||||||||||||||||||
| LH 0070 | 3 |
| 0,7
| 0,46
| 1
| 1
|
|
| |||||||||||
| LH 741 | 5 |
|
|
| |||||||||||||||
| CD 4013 | 1 |
|
|
| |||||||||||||||
| Конденсаторы | |||||||||||||||||||
| К50-35 | 7 |
| 0,7 | 0,382 | 1 |
|
|
| |||||||||||
| К10-17 | 8 |
| 0,362 |
|
| ||||||||||||||
| Резисторы | |||||||||||||||||||
| СП3-4М | 2 |
| 0,6 | 0,9 | 1 | 1 |
|
| |||||||||||
| СП5-3 | 2 |
| 0,66 |
|
| ||||||||||||||
| С2-23 | 26 |
| 0,65 |
|
| ||||||||||||||
| Полупроводниковые приборы | |||||||||||||||||||
| Д242А | 8 |
| 0,7 | 0,255 | 1 | 1 |
|
| |||||||||||
| КС512А | 2 |
| 0,255 |
|
| ||||||||||||||
| Д816В | 1 |
| 0,378 |
|
| ||||||||||||||
| КД521А | 3 |
| 0,7 | 0,255 | 1 | 1 |
|
| |||||||||||
| КС224А | 1 |
| 0,255 |
|
| ||||||||||||||
| КС175А | 2 |
| 0,378 |
|
| ||||||||||||||
| КТ373Г | 5 |
|
0,7 | 0,367 |
1 |
1 |
|
| |||||||||||
| КТ817В | 1 |
| 0,367 |
|
| ||||||||||||||
| КТ819Г | 3 |
| 0,367 |
|
| ||||||||||||||
| Пайки | |||||||||||||||||||
| Ручная пайка | 214 |
|
|
| |||||||||||||||
| Пайка волной | 304 |
|
|
| |||||||||||||||




















































Исходя из таблицы рассчитываем интенсивность отказа объекта по формуле:

Средняя наработка на отказ – ожидаемая наработка объекта до первого отказа. Рассчитывается по формуле:

Вероятность безотказной работы – вероятность того события, что в пределах заданной наработки, т.е. заданного интервала времени отказ объекта не возникнет. Статически приближенное значение вероятности безотказной работы рассчитывается с учётом того что t =1000 ч:

Технологический раздел
Выбор материалов
Обоснование выбора припоя
Припой – это специальный сплав, предназначенный для создания прочного механического шва и получения надёжного электрического контакта с малым переходным сопротивлением.
Существуют: высокотемпературные припои, которые имеют температуру плавления более 450 оС, они применяются при пайке и сборке корпусных металлических деталей низкотемпературные припои, которые имеют температуру плавления ниже 450 оС, они применяются для монтажных работ.
Выбор припоя осуществляем исходя из следующих требований:
Обеспечение заданной механической прочности;
Иметь температуру плавления в заданном интервале температур;
Устойчивость к внешним воздействиям;
Механические и электрические коэффициенты близки к коэффициентам материалов, из которых изготавливаются проводники печатной платы, то есть меди;
Должен быть по возможности экономичным и доступным на отечественном рынке;
Обладать хорошей электропроводностью;
Не должен оказывать химического воздействия на материалы, соединяемые пайкой;
Припой выбираем из таблицы 4.2
Таблица 4.2
| Классифи кация припоев | Марка припоя | Темпе ратура плавления | Химический состав | Область применения | |
| Составляю- щие | Содержание в %% | ||||
| Оловянно –свинцовые | ПОС 40 | 183-238 | олово свинец | 39-41 остальное | Лужение, пайка деталей и монтажных проводов, жгутов РЭА. |
| ПОС 61 | 183-190 | олово свинец | 59-61 остальное | Лужение, пайка(при ручном способе) выводов ЭРЭ, ИС и п/п-ых приборов. | |
| Серебря ные | ПСр 1,5 | 273-280 | олово свинец серебро | 14-16 82-85 1.2-1.8 | Лужение, пайка моточных изделий (потенциометров), реле. |
| ПСр 2,5 | 295-300 | олово свинец серебро | 5-6 91-93 2.2-2.8 | Лужение, пайка моточных изделий, пайка проводов. | |
Выбираем припой ПОС 61,так как он предназначен для ручной и автоматической пайки, имеет низкую температуру плавления и, главное, малое содержание свинца, что уменьшает его вредное воздействие.
Выбор лака
Для получения прочного, гладкого и блестящего покрытия, а самое главное влагозащитного покрытия применяют лаки.
Лак должен удовлетворять следующим требованиям:
Большое удельное поверхностное сопротивление;
Хорошая адгезия к покрываемому материалу;
Малое время высыхания;
Термостойкость;
Устойчивость к влаге;
Прозрачность.
Выбор лака произведём из таблицы 4.4
Таблица 4.4
| Марка | Режимы сушки | Свойства лака | Область применения | |
| Температура,С0 | Время,час | |||
| УР–231 | 60-70 | 3-3,5 | Высокие электроизоляционные и защитные свойства, стойкий к химическим растворителям. | Узлы, ячейки, блоки на ИМС и других элементах с объёмным монтажом, на ОПП и МПП. |
| ЭП–730 | 60-70 | 8-10 | Плёнки лака твёрдые, механически прочные, устойчивы к воздействию бензина, воды, минерального масла. | Узлы, ячейки, блоки на ИМС с объёмным и печатным монтажом, на ОПП и МПП, места развальцовки. |
| ФЛ–582 | 60-70 | 10-12 | Плёнки лака обладают хорошей адгезией, механической прочностью. | Узлы, ячейки, блоки на печатных платах, объёмный монтаж, детали и узлы приборов |
Выбираем лак УР–231, так как он самый распространённый и практичный лак по сравнению с другими лаками и имеет малое время сушки.
Выбор флюса
Флюс – неметаллические вещества, применяемые для удаления окисной с поверхности паяемого материала и припоя в процессе пайки.
Флюсы делятся на :
бес кислотные (пассивные);
кислотные (активные);
Бес кислотные флюсы не вызывают коррозию после пайки и не требуют тщательной отмывки сложных органических соединений после пайки.
Кислотные флюсы содержат кислоту и требуют тщательной многократной отмывки после пайки, так как остатки флюса могут привести к снижению сопротивления изоляции между печатными проводниками и вызвать коррозию.
Выбор флюса осуществляем исходя из следующих требований:
Защищать спаиваемые поверхности и припой то окисления, образуя при пайке жидкую или газообразную защитную плёнку;
Снижать поверхностное натяжение расплавленного припоя для увеличения смачиваемости основного металла;
Должны иметь рабочую температуру на 50-100С0 ниже температуры плавления припоя.
Не вызывать коррозию. Коррозия может понизить сопротивление изоляции или образуя перемычки между печатными проводниками вызвать короткое замыкание.
Температура воспламенения флюса должна быть высокой, чтобы исключить вероятность взрыва при перегреве.
Флюс должен быть экономичным. Решающую роль играет не стоимость флюса, а время пайки и затрату на промывку соединения после пайки.
Флюс выбираем из таблицы 4.5
Таблица 4.5
| Группа флюса | Марка флюса | Химический состав | Применяемые припои | |
| составляющие | Содержа ние, % | |||
| Некоррозийний, неактиро- ванный | ФКСп | Канифоль сосновая марки А или В, спирт этиловый | 10-60 90-40 | Оловяносвинцовые серебрянные ПСр 1,5 |
| Некорро- зийний, слабоак- тированный | ФКТ | Канифоль сосновая, тетрабромид, дипелтела, спирт этиловый | 20-50 0,05-0,1 79,95-19,9 | Оловяно-свинцовые |
| Корро- зийный | ЛТИ–120 | Канифоль сосновая, диэтиламин, триэтаноламин, спирт этиловый | 20-25 3-5 1-2 76-68 | Оловяно-свинцовые серебрянные ПСр 1,5 |
Выбираем флюс ФКСп, так как он применяется для ручной пайки и соответствует всем требованиям.
Список литературы
1. Резисторы, конденсаторы, трансформаторы, дроссели, коммутационные изделия РЭА./ Н.Н.Акимов, Е.П. Ващуков, В.А. Прохоренко, Ю.П. Ходоренко, - Мн.: Беларусь, 1994.
2. Проектирование печатных плат в PCAD 2001 Лопаткин А.В., Н.Новгород – 2002 г.
3. http://www.pcad.ru
4. http://www.chipinfo.ru
5. Государственные стандарты ЕСКД, ЕСТД, ЕСТТП.
6. Тропилов С. В., Ермилов А. В., Микросхемы, диоды, транзисторы. Справочник – М.: Машиностроение, 1994.
7. Пирогова Е. В. Проектирование и технология печатных плат: Учебник. Москва ФОРУ 2005г.
Импульсный блок питания
Пояснительная записка
к курсовому проекту по дисциплине
«Конструирование и производство
Радио аппаратуры»
РТ 5.087.009 ПЗ
Нормаконтролёр:
_____ Баженова Л.М.
«___»_______ 2004г.
Руководитель:
______________
«___»_______ 2004г.
Разработчик:
____ Литвинов А.Ю.
гр. Р-403
«___»_______ 2004г
2004
Утверждено
Предметной комиссией
«__»___________ 2004 г.
ЗАДАНИЕ
Для курсового проектирования по дисциплине: «Конструирование и производство радиоаппаратуры»
Студенту IV курса Р-403 группы Екатеринбургского радиотехнического техникума им. А.С.Попова.
(Ф.И.О) Литвинову Алексею Юрьевичу
Тема задания: Импульсный блок питания
Пояснительная записка:
Введение
1. Конструкторский раздел
1.1 Назначение и условия эксплуатации изделия
1.2 Выбор и описание элементной базы
1.3 Выбор и обоснование основных и вспомогательных материалов
1.4 Подготовка исходных данных для автоматизированного проектирования
1.5 Разработка конструкции печатной платы и печатного узла
1.6 Оценка надёжности изделия
2. Технологический раздел
2.1. Анализ исходных данных для разработки техпроцесса
2.2. Анализ конструкции на технологичность
2.3. Разработка тех процесса на сборку и монтаж
3. Выбор материалов
3.1 Обоснование выбора материалов печатной плат
3.2 Обоснование выбора припоя
3.3 Обоснование выбора маркировочной краски
3.4 Выбор лака
3.5 Выбор флюса
Дата выдачи задания 13 сентября 2004 года
Срок окончания работ «__»_________ года
Преподаватель_________________________
Содержание
Введение
1. Конструкторский раздел
1.1 Назначение и условия эксплуатации изделия
1.2 Выбор и обоснование элементной базы
1.3 Выбор и обоснование основных и вспомогательных материалов
1.4 Подготовка исходных данных для автоматизированного проектирования
1.5 Разработка конструкции печатной платы и печатного узла
1.6 Оценка надежности изделия
2. Технологический раздел
2.1 Анализ технологичности конструкции
2.2 Анализ исходных данных для разработки техпроцесса
2.3 Разработка техпроцесса на сборку монтажа
3. Выбор материалов
3.1 Обоснование выбора материалов печатной платы
3.2 Обоснование выбора припоя
3.3 Обоснование выбора маркировочной краски
3.4 Выбор лака
3.5 Выбор флюса
Список литературы
Введение
Процесс в развитии науки и техники не стоит на месте. Большую роль в этом процессе играет технология, так как от правильно выбранной или разработанной технологии зависят и характеристики конкретного изделия и его стоимость.
Необходимость проектирования сложных радиоэлектронных средств (РЭС) и требования к сокращению сроков их проектирования и повышению качества проектных работ противоречивы. Удовлетворить их можно лишь при широком использовании вычислительной техники в процессе проектирования. В связи с этим автоматизированные методы проектирования РЭС различного назначения широко внедряются в практику радиопромышленности.
Проектирование устройств средств вычислительной техники (СВТ) представляет собой ряд этапов:
1. Этап технического предложения.
2. Этап эскизного проектирования.
3. Этап технического проектирования.
4. Рабочий проект.
Процесс автоматизации проектирования радиоэлектронных средств по содержанию и последовательности решаемых задач может быть весьма разнообразен в зависимости от функциональной и конструктивной сложности разрабатываемых радиотехнических систем, комплексов, устройств и узлов.
В основном проектировании лежат определённые принципы, такие, например, как «Функционально – модульный принцип проектирования», который заключается в том, что вся электрическая схема разбивается на части (модули). Модули в свою очередь делятся по конструктивным уровням.
На этих принципах стало возможным создание и использование САПР, а, следовательно, появилась возможность проектировать более сложные изделия и более сложную элементную базу.
САПР
САПР – это система автоматизированного проектирования. Эта система обладает следующими возможностями:
- возможность комплексного решения общей задачи проектирования, установление тесной связи между какими – либо частными задачами;
- интерактивный режим проектирования, при котором осуществляется непрерывный процесс диалога «человек – машина»;
- возможность проведения имитационного моделирования радиоэлектронных систем в условиях работы, близких к реальным;
- значительное усложнение программного и информационного обеспечения проектирования.
САПР состоят из совокупности средств методического, математического, лингвистического, программного, технического, реального и организационного обеспечений.
Характерные особенности САПР:
1. Возможность комплексного решения общей задачи проектирования, установление тесной связи между частными задачами.
2. «Интерактивный» режим программирования, при котором осуществляется непрерывный процесс диалога «человек – машина».
3. Возможность имитационного моделирования радиоэлектронных систем в условиях работы, близких к реальным. Имитационное модулирование позволяет провести испытания различных вариантов решения и выбрать лучший, причём сделать это быстро и учесть всевозможные факторы и возмущения.
4. Значительное усложнение программного и информационного обеспечения проектирования.
5. Значительное усложнение технических средств САПР. Системы автоматизации проектирования требуют применения машин высокой производительности.
6. Замкнутость процесса автоматизированного проектирования, то есть проектировщик вводит в машину информацию на уровне замысла, а в результате диалогового процесса проектирования машина выдаёт технические решения и документацию.
Конструкторский раздел
Назначение и условия эксплуатации изделия.
Практика радиоконструирования предъявляет к источникам питания разнообразные и подчас противоречивые требования.
В одних случаях нужен мощный источник, в других – например при пробном включении маломощных устройств, - выходной ток источника должен быть ограничен безопасным для них значением.
Выходное напряжение источника обычно стремятся поддерживать постоянным, однако при исследовании устойчивости электронных устройств к помехам по питанию это напряжение преднамеренно варьируют. Весьма широк интервал используемых значений выходного напряжения. Удовлетворить эти требования можно либо применением нескольких источников питания, либо созданием универсального блока, допускающего различные режимы работы и изменение в широких пределах значений выходных параметров.
Дата: 2019-07-31, просмотров: 324.