Отвечает практически всем потребностям полиграфического предприятия в необычайно широком диапазоне применений - от печатания бланков до печатания ценных бумаг и высококачественных репродукций, на бумаге от газетной до мелованной с высоким глянцем. Может печатать с металлических и бумажных печатных форм или работать по технологии «сухого офсета».
Серия Sprint II содержит много уникальных новшеств для облегчения эксплуатации и техобслуживания. Каскадный самонаклад, обеспечивающий стабильную высокоскоростную подачу листов бумаги толщиной от 0,035 мм. Центральный пульт управления со стороны приемки.
Датчики: двойного листа, перекоса, опережения или запаздывания листов. Форграйфер с качающимися захватами. Система увлажнения Komorimatic уменьшает расход спирта, улучшает качество оттисков. Быстрая и точная диагональная приводка листов смещением переднего упора. Снятие статического заряда с бумаги на подаче и на приемке. Возможна комплектация системой полуавтоматической установки форм с погрешностью 0,06 мм, автоматической смывки красочного аппарата и очистки офсетного полотна.
Механизм переворота листа, позволяющий работать на двухкрасочной машине по схемам 2+0 или 1+1. Тем самым, в каждодневной работе стала возможной двухсторонняя печать с совершенно новым качеством: практически идентичный результат печати с лицевой и обратной сторон. Только точно определенная последовательность движений элементов поворотного устройства обеспечивает высококачественную двухстороннюю печать на скорости до 8.000 отт./час. Благодаря искусной слаженности распрямления листа и оптимального движения захватов поворотного барабана, изменение направления листа происходит абсолютно гармонично и с сохранением заданной приводки.
Подготовку издания к печати тиража производят после определения технологии изготовления, выбора печатной машины, метода и способа печати. После этого ведут подготовку применяемого оборудования, материалов: краски и бумаги, а также определяют время на печать пробных оттисков и печать тиража.
Схема технологического маршрута подготовки заказа к печати в печатном отделении показана на рис. 1.1.
Рис. 1.1.
Схема технологического маршрута подготовки заказа к печати в печатном цехе
 |  |  | |||




 | |||
 | |||

 | |||
 | |||

 | |||
 | |||

 |

 |

 |
 |
 |
 |
ОРГАНИЗАЦИЯ ПОДГОТОВКИ ИЗДАНИЙ К ПРОИЗВОДСТВУ В ПЕЧАТНОМ ЦЕХЕ ПОЛИГРАФИЧЕСКОГО ПРЕДПРИЯТИЯ
Целью проведения экономических расчетов на этапе подготовки к производству является выявление зависимости затрат на производство от тиража выпускаемой продукции.
РАСЧЕТ ГОДОВОЙ ПРОИЗВОДИТЕЛЬНОСТИ ЕДИНИЦЫ ПЕЧАТНОГО ОБОРУДОВАНИЯ В ЗАВИСИМОСТИ ОТ СРЕДНЕГОДОВОГО ТИРАЖА ИЗДАНИЯ
Расчет производим по тиражам: 1, 5, 10, 20 и 50 тыс. экземпляров.
Подробный анализ расчета годовой производительности единицы печатного оборудования произвожу на печать издания рекламный проспект тиражом 1 тыс. экземпляров, сводная таблица представлена в Приложении 1.
Для определения годовой производительности печатной машины необходимо выявить часовую норму выработки машины, эффективный фонд времени работы оборудования, норму времени на приладку, годовое количество приладок и коэффициент выполнения норм.
Поб.печ. = Нч*(Fд – tпр * Nпр)*kв.н. , где
Поб.печ. – годовая производительность печатной машины, тыс. л-отт.
Нч- часовая норма выработки в уч.ед./ч (1000 листопрогонов)
Fд – эффективный фонд времени работы оборудования, ч.
tпр- норма времени на приладку (приправку), ч.
Nпр – годовое количество приладок (приправок)
kв.н. – коэффициент выполнения норм, равный 1,05
F д = F реж – (fр.о. + fт.о.) , где
Fреж – режимный фонд времени работы оборудования, ч.
fр.о. – среднегодовой простой оборудования на ремонтах и осмотрах, ч.
fт.о. – время простоя по техническим причинам, ч.
f р.о. = f р.о.н./Тн , где
fр.о.н. – суммарный норматив простоя оборудования за весь срок его службы, ч.
Тн – нормативный срок службы работы оборудования, лет.
f т.о. = nт.о./100*(Fреж – fр.о.) , где
nт.о. – норматив простоя по технологическим причинам, %
В соответствии со справочником «Единые нормы времени и выработки на процессы полиграфического производства». – М.: Книжная палата, 1988 г., стр. 153-154 я определяю необходимые нормативы:
Нч = 4,96 уч.ед./ч (1000 листопрогонов)
tпр = 1,25 ч.
tпеч = 0,21 ч/т.л-отт.
По справочнику «Положение о техническом обслуживании и ремонте оборудования полиграфических предприятий» я определяю следующие показатели, стр. 138:
fр.о.н. = 2 200 ч.
Нормативный срок службы печатной машины Тн = 11 лет.
Норматив простоя по технологическим причинам определяется из Приложения 1 Методического руководства и составляет nт.о. = 4,5%.
Режимный фонд времени работы оборудования определяется исходя из Fреж = ((F365 – Fвых – Fпразд)* 8 – Fпредпраз)*kсм =
= ((365 - 104 - 10)*8 - 8)*2 = 4 000 ч.
Таким образом, fр.о. = 2 200/11 = 200 ч.
fт.о. = 4,5/100*(4 000 - 200) =171ч.
Нахожу эффективный фонд времени: F д = 4 000 – (200+171)
Fд = 3 629ч.
Годовое количество приладок:
Nпр = Fд/(tпр+tпеч*Nтир*(1+kт.н./100)), где
tпеч – норма времени на печатание, ч/т.л.-отт., и определяется по справочнику «Единые нормы времени…».
Nтир – среднегодовой тираж продукции, тыс.экз.
kт.н. – коэффициент отходов на технические нужды, %, который определяется по «Нормам отходов бумаги на технологические нужды производства». – Книга, 1983, и равен 0,11%.
Тогда, годовое количество приладок будет:
Nпр = 3 629 / (1,25+0,21*1*(1+11/100))
N пр = 2447
Для определения годовой производительности печатной машины необходимо также знать годовую производительность единицы оборудования (кроме печатного) для расчета годовой производственной программы запуска и выпуска продукции.
Годовая производственная программа запуска продукции приравнивается годовой производительности с учетом коэффициента загрузки оборудования. Годовая программа выпуска продукции отличается от программы запуска на величину отходов на технические нужды.
Годовая производственная программа выпуска продукции, уч.ед. - N
N = Nзап./(1+kт.н./100), где
Nзап. = годовая производственная программа запуска продукции, уч.ед.
Nзап = kзагр.* Поб./100, где
kзагр. – коэффициент загрузки оборудования, который равен 0,87
Поб. – годовая производительность единицы оборудования (кроме печатного), в уч.ед.
Поб. = Нч*Fд*kв.н.*1000
Поб = 4,96 * 3 629 * 1,05 *1000 = 18 899 832 экз.
Тогда,
Nзап = 0,144 * 18 899 832 / 100 *1
Nзап = 27 185 уч.ед.
N = 27 185 / (1+11/100)
N = 24 491 уч.ед.
Следовательно, годовая производительность печатной машины равна:
Поб.печ. = 4,96*(3 629 – 1,25* 2447) * 1,05
Поб.печ. = 2 971 т.л.-отт
Результаты расчетов целесообразно представить в таблице.
Таблица 2.1.
Зависимость производственной программы выпуска продукции от среднегодового тиража изданий
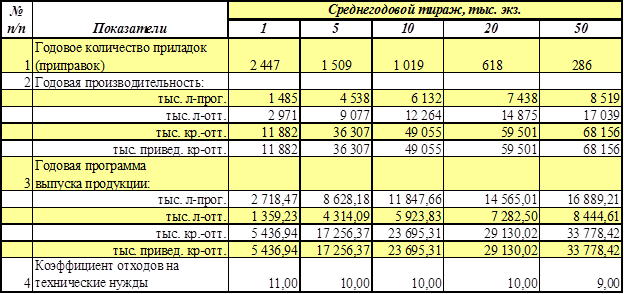
Из полученных данных я могу сделать вывод, что годовая производительность машины меньше годовой производственной программы выпуска продукции, поэтому необходимо проектировать несколько печатных машин, чтобы обработать весь объем годовой программы выпуска продукции. Также при увеличении тиража производительность печатного оборудования возрастает благодаря уменьшению количества приладок на печатной машине. Можно предположить, что с увеличением тиража издания его себестоимость будет уменьшаться за счет увеличения производительности машины. Чтобы проверить данные предположения необходимо сделать расчет себестоимости изданий и проследить динамику изменений.
Дата: 2019-07-30, просмотров: 289.