В ремонтной практике используются различные методы ремонта вагонов. Чаще всего применяются стационарный и поточный метод.
Стационарный – используется в ремонтных вагонных депо с небольшим ремонтом работы. При этом методе выполняются комплексной бригадой на одном участке, что позволяет в полной мере использовать механизацию и автоматизацию ремонтных работ. За счет ожидания выполнения работ увеличивается время простоя в ремонте работы, за счет большой скученности людей возрастает вероятность нарушения техники безопасности и т.д.
Другой более перспективной формой организацией технологического процесса является поточный метод, при котором вагон разбирается в ВСУ на узлы и детали, которые затем направляются на ремонт в соответствующие участки.
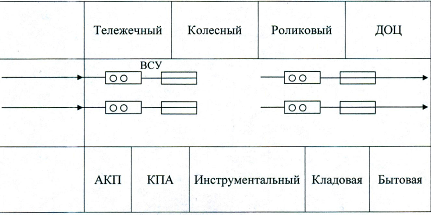
Поточный метод эффективен тем, что за счет параллельности выполнения операции сокращается время простоя вагонов в ремонте, в полную меру используются необходимые средства механизации и автоматизации, улучшается качество ремонтных операций. Взаимное расположение участков и отделений при поточном методе ремонта должно обеспечивать прямоточность в последовательности выполнения технологических операций, сокращение времени на доставку деталей и узлов до ремонтных позиций и обратно в ВСУ, соблюдение техники безопасности и соблюдение требований пожарной безопасности.
1.4 Определение параметров поточного производства
Основными параметрами при поточном методе ремонта считается фронт работы участка – это количество одновременно ремонтируемых на участках вагонов его деталей и узлов.
 ,
,
где: Ng – годовая программа работы участка;
Н – время простоя вагона в ремонте для грузовых депо с частичной окраской -8 часов, с полной окраской, при наличии малярного отделения – 12 часов, для пассажирских 42 часа;
m – количество смен, m=2.
 ,
,
Принимаем 18 вагонов.
Фронтом работы поточной линии считают количество вагонов находящихся на одной поточной линии. Это значение принимается для грузовых вагонов 4 – 6 штук, для пассажирских вагонов 5 -10 штук.
Количество поточных линий в ВСУ может быть 2, 3 или 4.
Фрп.л принимаем 6 вагонов, тогда количество поточных линий определяем по формуле:
 ,
,
Ритм выпуска – это количество вагонов, его деталей и узлов одновременно выпускаемых из ремонта.
 ,
,
где: Ng – годовая программа работы участка;
Fgоб – действительный годовой фонд;
m – количество смен.
 ,
,
Принимаем 1 вагон.
Такт выпуска – промежуток времени, через которое происходит выпуск вагонов, деталей и узлов из ремонта.
 ,
,
Индивидуальная часть
Дата: 2019-07-31, просмотров: 337.