Полипропилен представляет собой твердый термопластичный полимер с темп. пл. 165–170 °С и плотностью 900–910 кг/м3.
Ниже приве  дены показатели основных физико-механических свойств полипропилена:
дены показатели основных физико-механических свойств полипропилена:
| Молекулярная масса | 80000—200000 |
| Разрушающее напряжение при растяжении, МПа | 245—392 |
| Относительное удлинение при разрыве, % | 200—800 |
| Ударная вязкость, кДж/м2 | 78,5 |
| Твердость по Бринеллю, МПа | 59—64 |
| Теплостойкость по методу НИИПП, °С | 160 |
| Максимальная температура эксплуатации (без нагрузки), °С | 150 |
| Температура хрупкости, °С | От —5 до —15 |
| Водопоглощение за 24 ч, % | 0,01—0,03 |
| Удельное объемное электрическое сопротивление, Ом · м | 1014—1015 |
| Тангенс угла диэлектрических потерь | 0,0002—0,0005 |
| Диэлектрическая проницаемость при 50 Гц | 2,1—2,3 |
Полипропилен имеет более высокую теплостойкость, чем полиэтилены низкой и высокой плотности. Он обладает хорошими диэлектрическими показателями, которые сохраняются в широком интервале температур. Благодаря чрезвычайно малому водопоглощению его диэлектрические свойства не изменяются при выдерживании во влажной среде.
Полипропилен нерастворим в органических растворителях при комнатной температуре; при нагревании до 80 °С и выше он растворяется в ароматических (бензоле, толуоле), а также хлорированных углеводородах. Полипропилен устойчив к действию кислот и оснований даже при повышенных температурах, а также к водным растворам солей при температурах выше 100 °С, к минеральным и растительным маслам. Старение стереорегулярного полипропилена протекает аналогично старению полиэтилена.
Полипропилен меньше, чем полиэтилен, подвержен растрескиванию под воздействием агрессивных сред.
Одним из существенных недостатков полипропилена является его невысокая морозостойкость (—30 °С). В этом отношении он уступает полиэтилену. Полипропилен перерабатывается всеми применяемыми для термопластов способами.
Модификация полипропилена полиизобутиленом (5—10 %) улучшает перерабатываемость материала, повышает его гибкость, стойкость к растрескиванию под напряжен  ием и снижает хрупкость при низких температурах.
ием и снижает хрупкость при низких температурах.
Пленки из полипропилена обладают высокой прозрачностью; они теплостойки, механически прочны и имеют малую газо- и паропроницаемость. Полипропиленовое волокно прочно; оно пригодно для изготовления технических тканей, для изготовления канатов.
Полипропилен применяется для производства пористых материалов — пенопластов.
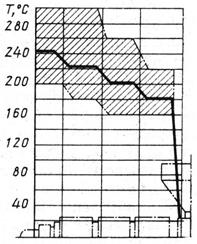
Рис. 12
Полипропилен – это полимер с высокой степенью кристалличности (до 60 %). Температура литья полипропилена 200—280 °С, а для некоторых марок — до 300 °С (рис. 12). Давление литья составляет 80—140 МПа.
Характерной особенностью ПП является то, что его вязкость в большей степени зависит от градиента скорости, чем от температуры. Поэтому при заполнении формы ПП чувствителен к изменению давления. С повышением давления увеличивается текучесть расплава, что улучшает условия течения материала в форме. При формовании тонкостенных изделий и изделий сложной конфигурации целесообразней повышать давление, а не температуру, вследствие чего не возникает необходимости в увеличении продолжительности охлаждения изделия в форме.
ПП склонен к образованию пустот и вмятин в изделии, поэтому материал в форме следует выдерживать при высоком давлении и тщательно подбирать время впрыска.
Температуру формы поддерживают в интервале 40—70 °С (до 90—100 °С) в зависимости от вида изделия, режима переработки и т.д. Более высокую температуру формы рекомендуется использовать для тонкостенных отливок, чтобы свести к минимуму последующую деформацию. Изделия из ПП характеризуются стабильностью размеров и имеют блестящую поверхность в пределах всего интервала температур переработки.
ПП быстро охлаждается в форме, что обеспечивает высокую скорость формования (уменьшается время выдержки при охлаждении). Литьевые формы для получения изделий из ПП  должны иметь тщательно продуманную и надежную систему охлаждения. Усадка ПП составляет 1—3 % в зависимости от конфигурации изделия и условий литья. Усадка отливок из ПП возрастает с увеличением толщины стенки изделия. После извлечения изделия из формы оно претерпевает вторичную усадку; 90 % вторичной усадки происходит за первые 6 ч после того, как изделие извлечено из формы. При понижении температуры материала и формы, повышении давления литья увеличении времени впрыска и времени выдержки материала под давлением вторичная усадка уменьшается.
должны иметь тщательно продуманную и надежную систему охлаждения. Усадка ПП составляет 1—3 % в зависимости от конфигурации изделия и условий литья. Усадка отливок из ПП возрастает с увеличением толщины стенки изделия. После извлечения изделия из формы оно претерпевает вторичную усадку; 90 % вторичной усадки происходит за первые 6 ч после того, как изделие извлечено из формы. При понижении температуры материала и формы, повышении давления литья увеличении времени впрыска и времени выдержки материала под давлением вторичная усадка уменьшается.
Степень кристалличности ПП зависит от скорости охлаждения, а степень ориентации материала в изделии — от направления и условий течения. Для литья ПП рекомендуются литники круглого сечения, по возможности короткие и прямые.
Проведем расчет основных технологических параметров:
1. Температуры по зонам цилиндра см. по рис. 12.
2. Давление литья рассчитываем по формуле:
 (7.1)
(7.1)
где  - давление рабочей жидкости в гидроцилиндре, МПа,
- давление рабочей жидкости в гидроцилиндре, МПа,
 – диаметр гидроцилиндра, мм,
– диаметр гидроцилиндра, мм,
 – диаметр шнека, мм.
– диаметр шнека, мм.
Подставив данные в формулу (7.1), получим:
3. Давление на материал в полости формы определим по формуле:
 (7.2)
(7.2)
где  – коэффициент, зависящий от материала,
– коэффициент, зависящий от материала,  .
.
Итак, получим:

4. Время впрыска определим из соотношения:
 (7.3)
(7.3)
где  - объем отливки, включая литники, см3,
- объем отливки, включая литники, см3,
 – номинальная объемная скорость впрыска, см3/с.
– номинальная объемная скорость впрыска, см3/с.
Отсюда:
5. Время выдержки под давлением зависит от толщины стенки изделия. Поэтому принимаем:

6. Расчет времени охлаждения проведен в разделе 2 (см. стр. 6):

Дата: 2019-07-30, просмотров: 58.