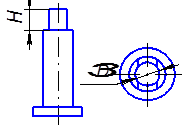
Рис. 10
На рис. 10 приведены размеры, которые подлежат расчету.
Размеры поверхностей изделия, формуемых вставкой пуансона, приведены в таблице:
| Обозначение | Размер, мм | Допуск, мм | Формула для расчета |
| D и | Æ7–0.015 | 0,015 | Примем размер, равный соответствующему размеру вставки |
| Ни | 8,5+0,015 | 0,015 | Принимаем размер, обеспечивающий надежное сопряжение знака со вставкой:

|
Подставляя численные значения в соответствующую формулу, получаем:

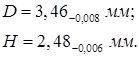
Полученные результаты округляем с кратностью по 11–12 квалитету, то есть для размера H – 0,02:
 |
4.6. Расче  т исполнительных размеров верхнего знака
т исполнительных размеров верхнего знака
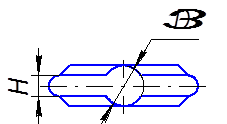
Рис. 11
На рис. 11 приведены размеры, которые подлежат расчету.
Размеры поверхностей изделия, формуемых вставкой пуансона, приведены в таблице:
| Обозначение | Размер, мм | Допуск, мм | Формула для расчета |
| D и | Æ3,5+0,012 | 0,012 | 
|
| Ни | 2,5+0,010 | 0,010 | 
|
Подставляя численные значения в соответствующую формулу, получаем:

Полученные результаты округляем с кратностью по 11–12 квалитету, то есть для размеров D и H – 0,020:
РАСЧЕТ УСТАНОВЛЕННОГО РЕСУРСА ОСНАСТКИ
Определение установленной безотказной наработки и установленного ресурса пресс–формы до среднего и капитального ремонтов.
1. Наработка и ресурс пресс–формы зависит от их конструкционной сложности. Принимаем категорию сложности пресс–формы 1 – пресс–форма с одной плоскостью разъема для изделий с простой поверхностью без арматуры, резьбы и элементов, препятствующих свободному извлечению из формы.
2. Установленную безотказную наработку Пб в тыс. деталей и установленные ресурсы пресс–формы до среднего ремонта Пс в тыс. деталей и до капитального ремонта Пк в тыс. деталей определяют по формуле:
 (5.1)
(5.1)
 (5.2)
(5.2)
 (5.3)
(5.3)
где  – номинальная наработка пресс–формы с одного гнезда, тыс. дет.,
– номинальная наработка пресс–формы с одного гнезда, тыс. дет.,  ;
;
 – номинальный ресурс пресс–формы до среднего ремонта с одного гнезда, тыс. дет.
– номинальный ресурс пресс–формы до среднего ремонта с одного гнезда, тыс. дет.  ;
;
 – номинальный ресурс пресс–формы до капитального ремонта с одного гнезда, тыс. дет.
– номинальный ресурс пресс–формы до капитального ремонта с одного гнезда, тыс. дет.  ;
;
 – коэффициент, учитывающий гнездность пресс–формы,
– коэффициент, учитывающий гнездность пресс–формы,  ;
;
 – коэффициент, учитывающий высоту формуемых пластмассовых изделий,
– коэффициент, учитывающий высоту формуемых пластмассовых изделий,  ;
;
 – коэффициент, учитывающий твердость формообразующих поверхностей,
– коэффициент, учитывающий твердость формообразующих поверхностей,  ;
;
 – коэффициент, учитывающий шероховатость формообразующих поверхностей,
– коэффициент, учитывающий шероховатость формообразующих поверхностей,  ;
;
 – коэффициент, учитывающий квалитет точности формуемых изделий,
– коэффициент, учитывающий квалитет точности формуемых изделий,  ;
;
 – коэффициент, учитывающий конструкционные особенности пресс–форм и дополнительные требования к качеству формуемых пластмассовых изделий,
– коэффициент, учитывающий конструкционные особенности пресс–форм и дополнительные требования к качеству формуемых пластмассовых изделий,  ;
;
 – коэффициент, учитывающий связь пресс–форм с оборудованием,
– коэффициент, учитывающий связь пресс–форм с оборудованием,  ;
;
 – число гнезд,
– число гнезд,  .
.
 Подставив данные в формулы (5.1)–(5.3), получаем:
Подставив данные в формулы (5.1)–(5.3), получаем:

 |
Дата: 2019-07-30, просмотров: 30.