Содержание
Введение.
1. Назначение и расчётная программа цеха.
1.1 Назначение цеха и его роль в общем процессе постройки судна.
Определение расчётной годовой программы цеха
1.2 Пересчёт трудоёмкости для изготовления узлов и секций на судно
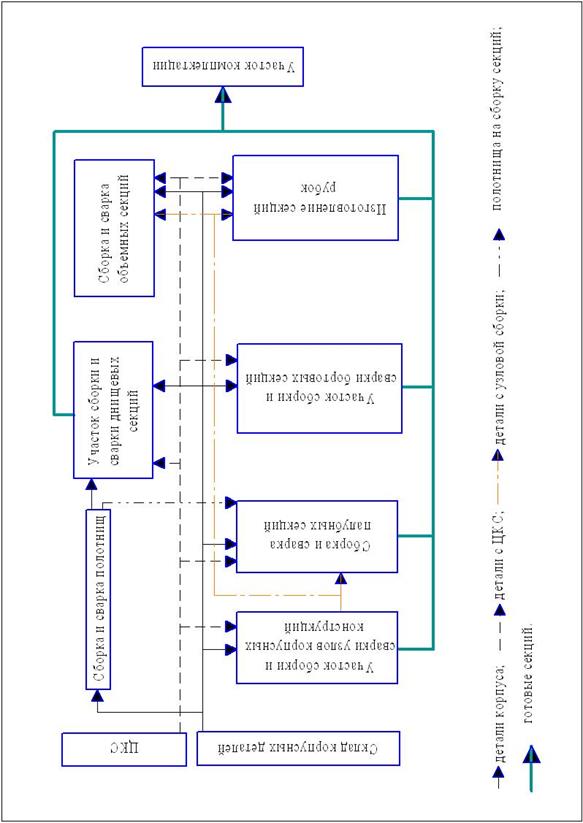
1.3 Разбивка корпуса судна на сборочные единицы.
2. Основные положения по организации производства и технологии изготовления типовых узлов и секций.
3. Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих.
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих.
3.2 Расчёт и оптимизация количества рабочих мест.
3.3 Расчёт и оптимизация количества оборудования.
3.4 Расчёт количественного и качественного состава работающих.
4. Расчет площади, выбор размеров и числа пролетов цеха, выбор подъемно-транспортных средств цеха
4.1 Расчёт общей площади цеха, выбор размеров и числа пролётов цеха.
4.2 Административно-конторские и бытовые помещения.
4.3 Расчет и планировка цеховых складов и кладовых.
4.4 Выбор подъемно-транспортного оборудования.
4.5 Разработка схем подключения энергосред.
5. Расчёт годовой потребности цеха в основных и вспомогательных материалах.
5.1 Потребности цеха в материалах.
5.2 Годовая потребность в прокате.
5.3 Годовая потребность в электродной проволоке.
5.4 Годовая потребность во флюсе для автоматической сварки.
5.5 Годовая потребность в горючих и сжатых газах при резке и сварке.
5.6 Годовая потребность в воде.
5.7 Годовая потребность в паре.
5.8 Годовая потребность в электроэнергии.
6. Расчёт себестоимости цеховой продукции.
7. Техника безопасности и охраны труда.
8. Технико-экономические показатели проекта цеха и их анализ.
Заключение.
Список используемой литературы.
Введение
Строительству особенно крупных и сложных предприятий и сооружений (а такими чаще всего являются именно судостроительные предприятия) предшествует разработка технико-экономического обоснования.
Технико-экономическое обоснование (ТЭО) является предпроектным документом, на основании которого принимается peшение об экономической целесообразности строительства нового судостроительного сооружения в том или ином районе страны.
В состав ТЭО входят: исходные данные о размере намечаемого строительства (класс судостроительного предприятия), его специализация, методы постройки судов, тип и размеры основных цехов и сооружений, площади территории верфи; обоснование потребности народного хозяйства в продукции проектируемого предприятия (сооружения), указания об источниках обеспечения производства сырьем, полуфабрикатами, электроэнергией, топливом и водой, кадрами, расчет капитальных затрат и срока их окупаемости, сведения о возможной кооперации.
На основе утвержденного ТЭО составляется задание на проектирование с обоснованием технико-экономической целесообразности строительства нового или реконструкции старого производства.
В задании указывают: наименование предприятия, здания или сооружения, основание для проектирования, район, пункт и площадку строительства, номенклатуру продукции и мощность производства (тип судна, серийность и годовой выпуск), режим работы, сменность работы, намечаемую специализацию, производственное и хозяйственное кооперирование, основные источники обеспечения предприятия при его эксплуатации и в период строительства сырьем, водой, газом, электроэнергией, кадрами, внешние транспортные связи, предполагаемое расширение проектируемого объекта в дальнейшем, намечаемые сроки и порядок осуществления строительства (в соответствии с утвержденными нормами продолжительности), стадийность проектирования, наименование генеральной проектной организации и строительной организации — генерального подрядчика, особые условия (например, условия присоединения к магистральным и городским сетям и др.).
Технический проект промышленного предприятия, цеха или другого сооружения обеспечивает возможность наиболее эффективно использовать общественный труд, материальные и денежные ресурсы как при строительстве, так и при дальнейшей эксплуатации объекта, осуществить строительство в намеченные сроки, определить общую сметную стоимость строительства и основные технико-экономические показатели проектируемого производства.
При разработке технического проекта указывают источники обеспечения проектируемого производства сырьем, материалами, энергией, водой и другими ресурсами, а также кадрами, составляют схемы транспортных потоков сырья и готовой продукции, определяют уровень специализации и кооперирования производства, дают описание технологических процессов, обеспечивающих высокую производительность труда и внедрение передовых методов организации, производства, указывают пути применения автоматизированных систем управления, принимают объемно-планировочные архитектурные и конструктивные решения по строительству зданий и сооружений, создают условия для научной организации труда и бытового обслуживания работающих, разрабатывают сметы капитального строительства и определяют технико-экономические показатели производства.
Расчетно-пояснительная записка технического проекта должна быть составлена кратко и ясно, без излишних подробностей и рассмотрения второстепенных вопросов. Графические материалы приводятся в минимальном объеме
При разработке рабочих чертежей не допускаются отступления от принятых в утвержденном техническом проекте решений, если они приводят к ухудшению основных техникоэкономических показателей или предусмотренных условий труда работающих, либо к увеличению стоимости строительства, установленной при утверждении проекта. В процессе разработки рабочих чертежей отдельные вопросы могут быть уточнены и детализированы, но лишь в той степени, которая необходима для производства строительно-монтажных работ индустриальными методами.
Таблица1.2.1 Исходные данные
| Тип судна | L,м | В,м | Т,м | δ | Количество за 5 лет |
| Танкер | 165 | 23,6 | 11,2 | 0,763 | 10 |
| Сухогруз | 140 | 17,9 | 6,0 | 0,775 | 12 |
| Пассажирское | 110 | 13,4 | 4,8 | 0,640 | 15 |
Таблица 1.2.2. Определение водоизмещения судна
| Тип судна | D,т |
| Танкер | 34108 |
| Сухогруз | 11944 |
| Пассажирское | 4641 |
 (1)
(1)
Таблица 1.2.3 Определение чистого веса судна.
| Тип судна | рк | рм | D ,т | Рк ,т |
| Танкер | 0,2÷0,3 | 0,05÷0,1 | 34108 | 10233 |
| Сухогруз | 0,22÷0,55 | 0,05÷0,1 | 11944 | 3822 |
| Пассажирское | 0,4÷0,55 | 0,2÷0,3 | 4641 | 3249 |
Рч=(рк+рм)·D; (2)
В качестве судна представителя выбираем танкер.
Таблица 1.2.4.
Тип судна
Изготовление дет.
Изготовление узл. И секций
Стапель
Достройка
Испытание и сдача
Работа внешн. пред.
Всего,
%
Таблица 1.2.6.
Определение общей трудоемкости работ по периодам постройки судна.
| Тип судна | Изготовление дет. | Изготовление узл. и секций | Стапель | Достройка | Испытание и сдача | Работа внешн. пред. | Всего, н.час | |
| Танкер | 29471 | 106751 | 294710 | 101511 | 58942 | 63526 | 654912 | |
| Сухогруз | 13759 | 48922 | 140650 | 48004 | 27518 | 26907 | 305760 | |
| Пассажирское | 19494 | 63356 | 226130 | 66280 | 38988 | 73103 | 487350 |
Таблица 1.2.7.
Определение расчётной годовой программы цеха.
| Судно представитель | Танкер | трудоемкость |
| N на 5 лет (шт) | 10 | 17528490 |
| N на 1 год (шт) | 5,4 | 350598 |
 , (4)
, (4)
где  общая трудоёмкость изготовления всех судов;
общая трудоёмкость изготовления всех судов;
 трудоёмкость изготовления судна представителя.
трудоёмкость изготовления судна представителя.
Распределение трудоемкости по изготовлению секций и узлов.
70% ∑Tизг. сек= 74725
30%∑Tизг. узл.= 32025
Общая трудоемкость:106751
Трудоемкость изготовления секций.
Таблица 1.2.8
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса секции условно, т | ∑Тпо секциям, ч/час | Годовая ∑Тпо секциям, ч/час | |
| Днищевая | 28 | 1863 | 6,5 | 12112 | 21801 | 117725,4 |
| Кормовая объемная | 8 | 532 | 7 | 3726 | 6708 | 36223,2 |
| Носовая объемная | 7 | 465 | 7 | 3260 | 5869 | 31692,6 |
| Бортовая | 22 | 1464 | 6 | 8790 | 15823 | 85444 |
| Бак | 5 | 332 | 3 | 998 | 1796 | 9698 |
| Рубка | 18 | 1197 | 3 | 3593 | 6468 | 34927 |
| Палубы и переборки | 2 | 133 | 5 | 665 | 1197 | 2683 |
∑=33147т
qусл.= ∑Тпо секциям/∑Мпо секциям = 1,8
Трудоемкость изготовления узлов.
Таблица 1.2.9.
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса узлов условно, т | ∑Тпо узлам, ч/час | Годовая ∑Тпо узлам, ч/час | |
| Фундаменты подкрепления крышек люков | 8 | 532 | 8 | 4259 | 10222 | 55198 |
| Полотнища | 55 | 3660 | 1 | 3660 | 8784 | 47433 |
| Тавровый набор | 9 | 598 | 1,5 | 898 | 2156 | 11642 |
| Узлы набора | 16 | 1064 | 2 | 2129 | 5111 | 27599 |
∑=10947т
qусл.= ∑Тпо уз./∑Мпо уз. = 2,4
Эскиз корпуса судна.
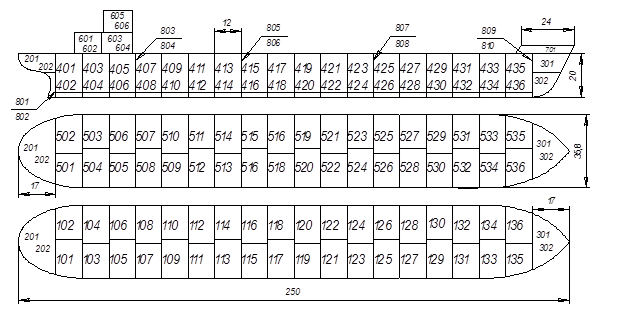
Таблица 1.4.
Спецификация секций корпуса судна.
| № | Наименование | Размеры (м) | Масса (т) | Кол-во (шт) | Общая масса (т) | % |
| 101÷136 | Днищевая | 11×21.5×1.4 | 71,1 | 42 | 2988 | 29,2% |
| 401÷436 | Бортовая | 11×6.2×1 | 62,6 | 42 | 2630 | 25,7% |
| 501÷536 | Палубная | 11×21.5×0.6 | 50,7 | 42 | 2128 | 20,8% |
| 801÷805 | Переборки | 0.4×6.2×21.5 | 83,1 | 16 | 1330 | 13,0% |
| 301 | Носовая объёмная | 15×21.5 ×7.6 | 102,3 | 3 | 307 | 3,0% |
| 302 | Кормовая объёмная | 11×21.5×0.6 | 95,5 | 3 | 287 | 2,8% |
| 201 | Бак | 15×21.5×1.5 | 25,6 | 2 | 51 | 0,5% |
| 202 | Надстройки объёмная | 11×6 ×21.2 | 85,3 | 6 | 512 | 5,0% |
|
| å= | 10233 | 100,0% | |||
Днищевые секции .
Наименование операции.
Трудоемкость на годовую программу (чел. ч)
Кол-во рабочих в бригаде (чел)
Расчетное число рабочих мест (шт)
Принятое число раб. мест (шт)
nпр.
Коэфф. загрузки.
k/з.
Трудоемкость по опер на 1 судно-прот.
1
Наладка оснастки
324
8
0,010
1
0,010
23
2
Сборка НО
2326
10
0,056
1
0,056
165
3
Сварка НО
1663
10
0,040
1
0,040
118
4
Разметка мест установки набора
1001
8
0,030
1
0,030
71
5
Зачистка
1001
8
0,030
1
0,030
71
6
Установка набора глав. направления
2002
8
0,060
1
0,060
142
7
Приварка набора глав. направления
1663
8
0,050
1
0,050
118
8
Установка перекрест.набора
3665
8
0,111
1
0,111
260
9
Приварка перекрест.набора
3326
8
0,100
1
0,100
236
10
Разметка мест уст-ки дет.насыщения
662
8
0,020
1
0,020
47
11
Установка деталей насыщения
1677
8
0,051
1
0,051
119
12
Приварка деталей насыщения
2664
8
0,080
1
0,080
189
13
Установка настила 2-го дна
3002
8
0,091
1
0,091
213
14
Сварка настила 2-го дна с набором
3665
8
0,111
1
0,111
260
15
Кантовка
324
4
0,020
1
0,020
23
16
Сварка с обратной стороны шва
648
4
0,039
1
0,039
46
17
Правка
662
4
0,040
1
0,040
47
18
Проверка, контуровка и маркировка
1987
4
0,120
1
0,120
141
19
Испытания и сдача ОТК
1001
4
0,060
1
0,060
71
Σ
33265
136
19
Оптимизация числа рабочих мест.
Наименование операции.
Σ(nпр×kз)
nрм
k/з
1
1÷14
0,841
1
0,841
2
15÷19
0,279
1
0,279
Σ
2
0,560
k/з = Σn×k/nпр
Бортовые секции.
Наименование операции.
Трудоемкость на годовую программу (чел. ч)
Кол-во рабочих в бригаде (чел)
Расчетное число рабочих мест (шт)
Принятое число раб. мест (шт)
nпр.
Коэфф. загрузки.
k/з.
Трудоемкость по опер
Наладка оснастки
1310
2
0,158
1
0,158
35
Сборка нар. обш.
4381
8
0,132
1
0,132
117
Сварка нар. обш.
3931
8
0,119
1
0,119
105
Разметка мест установки набора
1498
8
0,045
1
0,045
40
Зачистка
2396
8
0,072
1
0,072
64
Установка набора глав. направления
5242
8
0,158
1
0,158
140
Приварка набора глав. направления
4830
8
0,146
1
0,146
129
Установка перекрест.набора
2621
8
0,079
1
0,079
70
Приварка перекрест.набора
2471
8
0,075
1
0,075
66
Разметка мест уст-ки дет.насыщения
674
8
0,020
1
0,020
18
Установка дет.насыщения
2097
8
0,063
1
0,063
56
Приварка дет.насыщения
1872
8
0,057
1
0,057
50
Кантовка
861
4
0,052
1
0,052
23
Сварка с обратной стороны шва
3931
8
0,119
1
0,119
105
Правка
1760
4
0,106
1
0,106
47
Проверка, контуровка и маркировка
2172
4
0,131
1
0,131
58
Испытания и сдача ОТК
1760
4
0,106
1
0,106
47
Σ
43807
114
17
1170
Оптимизация числа рабочих мест.
Наименование операции.
Σ(nпр×kз)
nрм
k/з
1
1÷12
1,125
2
0,562
2
13÷17
0,514
1
0,514
Σ
3
0,538
Секции палуб
Наименование операции.
Трудоемкость на годовую программу (чел. ч)
Кол-во рабочих в бригаде (чел)
Расчетное число рабочих мест (шт)
Принятое число раб. мест (шт)
nпр.
Коэфф. загрузки.
k/з.
Трудоемкость по опер
1
Сборка нар. обш.
957
8
0,029
1
0,029
29
2
Сварка нар. обш.
825
8
0,025
1
0,025
25
3
Разметка мест установки набора
1221
8
0,037
1
0,037
37
4
Газовая резка
957
8
0,029
1
0,029
29
5
Зачистка
1287
8
0,039
1
0,039
39
6
Установка набора глав. направления
5047
8
0,152
1
0,152
153
7
Приварка набора глав. направления
4189
8
0,126
1
0,126
127
8
Установка перекрест.набора
4783
8
0,144
1
0,144
145
9
Приварка перекрест.набора
4024
8
0,122
1
0,122
122
10
Разметка мест уст-ки дет.насыщения
528
8
0,016
1
0,016
16
11
Установка дет.насыщения
1517
8
0,046
1
0,046
46
12
Приварка дет.насыщения
1352
8
0,041
1
0,041
41
13
Кантовка
627
8
0,019
1
0,019
19
14
Сварка с обратной стороны шва
627
8
0,019
1
0,019
19
15
Правка
1155
8
0,035
1
0,035
35
16
Проверка, контуровка и маркировка
1616
4
0,098
1
0,098
49
17
Испытания и сдача ОТК
1616
4
0,098
1
0,098
49
Σ
32328
128
17
980
оптимизация числа рабочих мест
Наименование операции.
Σ(nпр×kз)
nрм
k/з
1
1÷12
0,806
1
0,806
2
13÷17
0,268
1
0,268
Σ
2
0,537
|
Секции переборок. | |||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з.
| Трудоемкость по опер | |||||||
| 1 | Сборка нар. обш. | 416 | 8 | 0,013 | 1 | 0,013 | 24 | ||||||
| 2 | Сварка нар. обш. | 364 | 8 | 0,011 | 1 | 0,011 | 21 | ||||||
| 4 | Разметка мест установки набора | 555 | 8 | 0,017 | 1 | 0,017 | 32 | ||||||
| 5 | Газовая резка | 364 | 4 | 0,022 | 1 | 0,022 | 21 | ||||||
| 6 | Зачистка | 555 | 4 | 0,034 | 1 | 0,034 | 32 | ||||||
| 7 | Установка набора глав. направления | 2603 | 8 | 0,079 | 1 | 0,079 | 150 | ||||||
| 8 | Приварка набора глав. направления | 2256 | 8 | 0,068 | 1 | 0,068 | 130 | ||||||
| 9 | Установка перекрест.набора | 1839 | 8 | 0,056 | 1 | 0,056 | 106 | ||||||
| 10 | Приварка перекрест.набора | 1475 | 8 | 0,045 | 1 | 0,045 | 85 | ||||||
| 11 | Разметка мест уст-ки дет.насыщения | 191 | 4 | 0,012 | 1 | 0,012 | 11,0 | ||||||
| 12 | Установка дет.насыщения | 694 | 8 | 0,021 | 1 | 0,021 | 40,0 | ||||||
| 13 | Приварка дет.насыщения | 573 | 8 | 0,017 | 1 | 0,017 | 33,0 | ||||||
| 14 | Кантовка | 278 | 2 | 0,034 | 1 | 0,034 | 16,0 | ||||||
| 15 | Сварка с обратной стороны шва | 278 | 8 | 0,008 | 1 | 0,008 | 16,0 | ||||||
| 16 | Правка | 503 | 2 | 0,061 | 1 | 0,061 | 29,0 | ||||||
| 17 | Проверка, контуровка и маркировка | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | ||||||
| 18 | Испытания и сдача ОТК | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | ||||||
| Σ | 14056 | 104 | 17 |
| 810 | ||||||||
| Оптимизация числа рабочих мест. | |||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | ||||||||||
| 1÷18 | 0,562 | 1 | 0,562 | ||||||||||
|
Тавровый набор. | ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з.
| Трудоемкость по опер | ||||||
| 1 | Сборка секции или узла | 3654 | 12 | 0,074 | 1 | 0,074 | 39 | |||||
| 2 | Сварка секции или узла | 4873 | 13 | 0,091 | 1 | 0,091 | 52 | |||||
| 3 | Зачистка | 3373 | 12 | 0,068 | 1 | 0,068 | 36 | |||||
| 4 | Проверка, контуровка и маркировка | 2155 | 12 | 0,043 | 1 | 0,043 | 23 | |||||
| Σ | 14056 | 49 | 4 | 150 | ||||||||
| Оптимизация числа рабочих мест. | ||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | |||||||||
| 1÷4 | 0,275 | 1 | 0,275 | |||||||||
|
Узлы набора | ||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з.
| Трудоемкость по опер | ||
| 1 | Сборка секции или узла | 6019 | 8 | 0,182 | 1 | 0,182 | 167 | |
| 2 | Сварка секции или узла | 5802 | 9 | 0,156 | 1 | 0,156 | 161 | |
| 3 | Разметка мест установки набора | 1514 | 8 | 0,046 | 1 | 0,046 | 42 | |
| 4 | Зачистка | 4109 | 8 | 0,124 | 1 | 0,124 | 114 | |
| 5 | Правка | 1297 | 8 | 0,039 | 1 | 0,039 | 36 | |
| Σ | 18741 | 41 | 5 | 520 | ||||
| Оптимизация числа рабочих мест. | ||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | |||||
| 1÷5 | 0,546 | 1 | 0,546 | |||||
Полотнища
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число рабочих мест (шт) | Коэфф. загрузки | Трудоемкость по опер | |||||||
| 1 | Сборка наружной обшивки или полотнища | 16312 | 14 | 0,281 | 1 | 0,281 | 206 | ||||||
| 2 | Сварка секции или узла | 16867 | 15 | 0,272 | 1 | 0,272 | 213 | ||||||
| 3 | Сварка обратной стороны шва | 10215 | 14 | 0,176 | 1 | 0,176 | 129 | ||||||
| 4 | Зачистка | 5543 | 14 | 0,096 | 1 | 0,096 | 70 | ||||||
| 5 | Кантовка | 2217 | 8 | 0,067 | 1 | 0,067 | 28 | ||||||
| 6 | Проверка, контуровка, маркировка | 5068 | 6 | 0,204 | 1 | 0,204 | 64 | ||||||
| Σ | 56222 | 71 | 6 |
| 710 | ||||||||
| Оптимизация числа рабочих мест. | |||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | ||||||||||
| 1 | 1÷5 | 1,096 | 2 | 0,548 | |||||||||
| 2 | 3÷5 | 0,543 |
|
| |||||||||
| Σ |
| 2 | 0,548 | ||||||||||
Днищевые секции
| Расчёт количества сварочного оборудования на днищевые секции | |||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |||
| Расчетное | Принятое | ||||||
| 1 | 3,7 | 3326 | автомат | 0,085 | 1 | 0,085 | |
| 2 | 9,12,14,16 | 10304 | п/автомат | 2,618 | 3 | 0,873 | |
| Σ | 13630 | 4 | 0,479 | ||||
3.3.2 Бортовые секции
| Расчёт количества сварочного оборудования на бортовые секции | |||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |||
| Расчетное | Принятое | ||||||
| 1 | 3,7 | 8761 | автомат | 2,227 | 3 | 0,742 | |
| 2 | 9,12,14 | 8275 | п/автомат | 2,103 | 3 | 0,701 | |
| Σ | 17036 | 6 | 0,722 | ||||
3.3.3 Секции палуб
| Расчёт количества сварочного оборудования палуб и бака | |||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |||
| Расчетное | Принятое | ||||||
| 1 | 2,7 | 5014 | автомат | 1,274 | 2 | 0,637 | |
| 2 | 9,12,14 | 6004 | п/автомат | 1,526 | 2 | 0,268 | |
| Σ | 11018 | 4 | 0,537 | ||||
Секции переборок
| Расчёт количества сварочного оборудования секций переборок | |||||||
| Наименование операции. | Трудоемкость на годовую программу,(чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | |||
| Расчетное | Принятое | ||||||
| 1 | 2,8 | 2620 | автомат | 0,666 | 1 | 0,666 | |
| 2 | 10,13,15 | 2325 | п/автомат | 0,591 | 1 | 0,591 | |
| Σ | 4945 | 2 | 0,628 | ||||
3.3.5 Секции носовой и кормовой оконечностей
| Расчёт количества сварочного оборудования носовой и кормовой оконечностей | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 2 | 4267 | п/автомат | 1,08 | 2 | 0,542 | |
Тавровый набор
| Расчёт количества сварочного оборудования таврового набора | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 2 | 4873 | п/автомат | 1,238 | 2 | 0,619 | |
Узлы набора
| Расчёт количества сварочного оборудования таврового набора | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 2 | 6802 | п/автомат | 1,475 | 2 | 0,737 | |
| Расчёт количества сварочного оборудования таврового набора | ||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Наименов. оборуд. | Число свар. оборуд (шт) | Коэфф. загрузки | ||
| Расчетное | Принятое | |||||
| 2,3 | 27082 | автомат | 6,882 | 7 | 0,983 | |
3.4 Расчёт количественного и качественного состава работающих
 , (9)
, (9)
где  трудоёмкость на годовую программу по операциям;
трудоёмкость на годовую программу по операциям;
 действительный годовой фонд времени рабочих (см. п.3.1.);
действительный годовой фонд времени рабочих (см. п.3.1.);
Примечание. На один сварочный автомат и полуавтомат приходится по одному рабочему (сварщику).
3.4.1 Днищевые секции
| Расчёт числа производственных рабочих по по механизированным операциям на днищевые секции (сварщиков). | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1 | 3,7 | автомат | 1 | 1530 | 2,17 | 3 | ||||||||
| 2 | 9,12,14,16 | п/автомат | 3 | 6,73 | 7 | |||||||||
| Σ |
| 8,91 | 10 | |||||||||||
|
|
|
|
| |||||||||||
| Расчёт числа производственных рабочих по операциям на днищевые секции (сборщиков). | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,2,4,5,6,8,10,11,13,15,17,18,19 | 19635 | 1780 | 11,03 | 12 | ||||||||||
3.4.2 Бортовые секции
| Расчёт числа производственных рабочих по по механизированным операциям на бортовые секции (сварщиков) | |||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел) | ||||||||||||
| расчётное | принятое | ||||||||||||||
| 1 | 3,7 | автомат | 3 | 1530 | 5,73 | 6 | |||||||||
| 2 | 9,12,14 | п/автомат | 3 | 5,41 | 6 | ||||||||||
| Σ |
| 11,13 | 12 | ||||||||||||
|
|
|
|
|
|
| ||||||||||
| Расчёт числа производственных рабочих по операциям на бортовые секции (сборщиков) | |||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||||
| расчётное | принятое | ||||||||||||||
| 1,2,4,5,6,8,10,11,13,15,16,17,18,19 | 26771 | 1780 | 15,04 | 26 | |||||||||||
Секции палуб
| Расчёт числа производственных рабочих по по механизированным операциям палуб и бака (сварщиков). | |||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||||
| расчётное | принятое | ||||||||||||||
| 1 | 2,7 | автомат | 2 | 1530 | 3,28 | 4 | |||||||||
| 2 | 9,12,14 | п/автомат | 2 | 3,92 | 4 | ||||||||||
| Σ |
| 7,2 | 8 | ||||||||||||
|
|
|
|
| ||||||||||||
| Расчёт числа производственных рабочих по операциям палуб и бака (сборщиков). | |||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||||
| расчётное | принятое | ||||||||||||||
| 1,3,4,5,6,8,10,11,13,15,16,17,18,19 | 21310 | 1780 | 11,97 | 12 | |||||||||||
3.4.4 Секции переборок
| Расчёт числа производственных рабочих по по механизированным операциям секций переборок (сварщиков). | ||||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1 | 2,8 | автомат | 1 | 1530 | 1,71 | 2 | ||||||||
| 2 | 10,13,15 | п/автомат | 1 | 1,52 | 2 | |||||||||
| Σ |
| 3,23 | 4 | |||||||||||
|
|
| |||||||||||||
| Расчёт числа производственных рабочих по операциям секций переборок (сборщиков). | ||||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу,(чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||||||||||
| расчётное | принятое | |||||||||||||
| 1,3,4,5,6,7,9,11,12,14,16,17,18 | 9110 | 1780 | 5,12 | 6 | ||||||||||
Носовые и кормовые секции
| Расчёт числа производств. рабочих по механиз-м операциям носовой и кормовой оконечностей (сварщиков). | |||||||||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||
| расчётное | принятое | ||||||||||||
| 2 | п/автомат | 2 | 1530 | 2,79 | 3 | ||||||||
|
|
| ||||||||||||
| Расчёт числа производственных рабочих по операциям носовой и кормовой оконечностей (сборщиков). | |||||||||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||||||||
| расчётное | принятое | ||||||||||||
| 1,3,4,5,6,7,8 | 6978 | 1780 | 3,92 | 4 | |||||||||
Тавровый набор
| Расчёт числа производств. рабочих по по механизированным операциям таврового набора (сварщиков). | |||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 2 | п/автомат | 2 | 1530 | 3,18 | 4 | ||
|
| |||||||
| Расчёт числа производственных рабочих по операциям таврового набора (сборщиков). | |||||||
| Наименование операции. | Трудоемкость операций на годовую программу, (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 1,3,4 | 9183 | 1780 | 5,16 | 6 | |||
Узлы набора
| Расчёт числа производств. рабочих по по механизированным операциям узлового набора (сварщиков). | |||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 2 | п/автомат | 2 | 1530 | 3,79 | 4 | ||
| Σ |
| 3,79 | 4 | ||||
|
|
|
|
|
|
|
| |
| Расчёт числа производственных рабочих по операциям таврового набора (сборщиков). | |||||||
| Наименование операции. | Трудоемкость операций на годовую программу (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | ||||
| расчётное | принятое | ||||||
| 1,3,4,5 | 12938 | 1780 | 7,27 | 8 | |||
Полотнища
| Расчёт числа производств. рабочих по по механизированным операциям полотнища (сварщиков). | ||||||
| Наименование операции. | Количество ед. оборудования на годовую программу | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||
| расчётное | принятое | |||||
| 2,3 | автомат | 7 | 1530 | 17,70 | 18 | |
| Σ |
| 17,70 | 18 | |||
|
|
|
|
|
|
|
|
| Расчёт числа производственных рабочих по операциям полотнища (сборщиков). | ||||||
| Наименование операции. | Трудоемкость операций на годовую программу (чел. ч) | Действит. годовой фонд раб. времени, ч | Число рабочих, (чел.) | |||
| расчётное | принятое | |||||
| 1,3,4,5 | 29141 | 1780 | 16,37 | 17 | ||
Таблица 4.3.1
Ориентировочные данные для проектирования склада корпусных деталей и деталей насыщения (склад комплектации).
| Класс судостроительного предприятия | Нормы хранения в календарных днях | Нагрузка на 1 м2 полезной площади. т/м2 | Отношение полезной площади к общей |
| I II III IV V | 15—20 4—16 12—15 10—12 6—9 | 1,2—1,3 0.8—1,0 0,7—0,9 0,6—0,7 0,3-0,4 | 0,45-0,55 0,45—0,50 0,40—0,45 0,40—0,45 0,35—0,40 |
В состав складских помещений сборочно-сварочного цеха входят кладовые различного назначения. Инструментальные кладовые предназначены для хранения, приема и выдачи инструментов и не громоздких приспособлений, используемых при эксплуатации, оборудования цеха. Здесь производится также контроль степени износа и отбора пришедших в негодность инструментов и приспособлений для обмена на новые в центральном заводском складе. Размеры кладовых обусловлены минимальными запасами хранения, которые ограничены сроками износа одного-двух полных комплектов, имеющихся в работе инструментов и приспособлений. Для нормальной работы цеха требуются также кладовые: вспомогательных материалов, сварочных материалов, оснастки рабочих мест, проверочных шаблонов и др. Размеры площадей производственных кладовых цеха ориентировочно можно рассчитать по нормам технологического проектирования, принятым в машиностроении.

 4316
4316  ;
;
Максимальные значения удельной площади по производственным кладовым цехов сварочного производства составляют (в квадратных метрах):
инструментально-раздаточной—на единицу сборочно-сварочного оборудования 0,7
вспомогательных материалов—на единицу технологического оборудования 0,2
для хранения электродов, электродной проволоки, флюсов—на одного сварщика:
при ручной сварке 0,25
» автоматической и полуавтоматической сварке 0,5
для хранения оснастки—на одно сборочно-сварочноё рабочее место 0,5
для хранения шаблонов—на 100 т выпуска цеха. 0,2
Склады и кладовые являются вспомогательными отделениями сборочно-сварочного цеха и должны размещаться но возможности в производственном здании цеха. В состав вспомогательных отделений цеха входят и мастерские: ремонтная, электромеханическая, по изготовлению шаблонов и приспособлений, оснастки и др. Площадь мастерских определяется из условия расположения на ней необходимого комплекта технологического оборудования (в основном металлорежущего). Мастерские размещают, как правило, в первом этаже пристройки к производственному зданию цеха.
Таблица 4.3.2
| Максимальные значения удельной площади по производственным кладовым | |||
| цехов сварочного производства (м2) | |||
| Наименование кладовой | Площадь на 1 расчётную единицу (м2) | количество расч. единицу | Площадь (м2) |
| инструментально-раздаточной—на единицу сборочно-сварочного оборудования | 0,7 | 139 | 97,3 |
| вспомогательных материалов—на единицу технологического оборудования | 0,2 | 21 | 4,2 |
| для хранения эл., эл. проволоки, флюсов- на одного сварщика | 0,5 | 30 | 15,0 |
| для хранения оснастки—на одно сборочно-сварочноё рабочее место | 0,6 | 14 | 8,4 |
| для хранения шаблонов—на 100 т выпуска цеха. | 0,2 | 394 | 78,8 |
| Σ | 203,7 | ||
Итого общая площадь всех вспомогательных и кладовых помещений цеха: 1320 м2
Пусть корпус вспомогательных помещений занимает 1 этаж, тогда (L): 110, ширина (В) будет равна: 12 м.
Таблица 4.4.
Рекомендуемое подъемно-транспортное оборудование для сборочно-сварочных цехов
| Класс предприятия | Грузоподъемность электромостовых кранов, т | Масса секций корпуса, т | Масса секции корпуса при спаренной работе кранов (включая массу траверсы), т |
| I II III V V | 200/32 160/32 50/10 30/5 20/5 | До 200 » 160 » 50 » 30 » 20 | До 400 » 320 » 100 » 60 » 40 |
Примечание. В знаменателе крюка крана указана грузоподъемность вспомогательного крюка крана
Так как Lцеха = 288ри nпр .= 2, устанавливаем 8 электромостовых кранов грузоподъёмностью 200/32 т.
Таблица 5.1
Ориентировочные показатели для расчета основных видов энергии и количества инструментов на 1000 m продукции сборочно-сварочных цеха.
| Исходные данные | ||||
| Годовой выпуск продукции, тыс. m | 100 | |||
| Средняя толщина обрабатываемого и свариваемого металла, мм | 20 | |||
| Показатели | ||||
| Электроэнергия (установленная мощность), квт/ч на 1 кг наплавленного металла | ||||
| для автоматической и полуавтоматической при постоянном токе | 5-6 | |||
| для автоматической и автоматической под флюсом на переменном токе | 3-4 | |||
| для ручной однопостовой сварки | 4-5 | |||
| расход электродов и электродной проволоки на одну дугу, кг/ч | ||||
| расход электродов на прихватки | 0,2 | |||
| на ручную сварку | 1-1,3 | |||
| расход электродной проволоки | при св. под флюсом | автоматомат. | 5 | |
| полуавтоматич. | 3 | |||
| в углекислом газе | автоматич. | 3,5 | ||
| полуавтоматич. | 2 | |||
| годовой расход электроэнергии на освещение цеха с 1 м2 площади, Вт/ч | 18 | |||
| количество одновременно работающих единиц | ||||
| Сжатый воздух 5—6 кГ/см* | Пневматический инструмент, ед. | 2,0 | ||
| Краскораспылители, ед. | 0,2 | |||
| Ацетилен и кислород | Ручные резаки, ед. | 0,7 | ||
| Горелки для правки, ед. | 0,8 | |||
| углекислый газ | сварочные дуги автом. и полуавтом., ед. | 1,2 | ||
| годовая потребность в воде | ||||
| Производственная вода: расход, | 2300 | |||
| Вода для охлаждения сварочных головок: расход, | 330 | |||
| для хозяйственно - питьевых нужд, л/чел в сутки | 25-30 | |||
| для душевых, л на процедуру | 40 | |||
| умывальники, л в сутки | 3-5 | |||
Таблица 5.2
Средний удельный расход воздуха и газов на единицу оборудования и инструмента и коэффициенты использования оборудования в сборочно-сварочных цехах
| Инструмент и оборудование | Класс верфи | |
| Пневматический инструмент (сжатый воздух 5—6 кг/см2) | Расход воздуха, 
| 80 |
| Коэффициент использования | 0,75 | |
| Краскораспылители | Расход воздуха,
| 45 |
| Коэффициент использования | 0,70 | |
| Ручные резаки | Расход ацетилена, 
| 0,7 |
| Расход кислорода,
| 4,0 | |
| Коэффициент использования | 0,7 | |
| Горелки для правки | Расход ацетилена, 
| 2,0 |
Расход кислорода, 
| 2,2 | |
| Коэффициент использования | 0,5 | |
| Сварочные полуавтоматы | Расход углекислого газа,
| 0,9* 1,8 |
| Коэффициент использования | 0,7 | |
| * В числителе расход газа для полуавтоматов, в знаменателе — для автоматов. | ||
5.2 Годовая потребность в прокате:
 , где
, где
Gм - чистая масса металла на одно судно или секцию, т;
nс - количество судов;
Ротх - средний процент отходов (2-8%).
 88302 (т);
88302 (т);
5.3 Годовая потребность в электродной проволоке:
 , где
, где
Gн - масса наплавленного металла на одно изделие в кг;
П - число изделий;
Кэ - отношение массы эл. покрытия к массе электродной проволоки (Кэ=0,8);
Кп - коэффициент перехода металла из электродов в шов, учитывающий потери на угар, разбрызгивание и т.д. (Кп=0,95);
 = 1747 (т);
= 1747 (т);
5.4 Годовая потребность во флюсе для автоматической сварки:
GФ=1,4 Gэ;
Gф=  996 (т);
996 (т);
5.5 Годовая потребность в горючих и сжатых газах при резке и сварке:
5.5.1 Годовая потребность в сжатом воздухе:
 , где
, где
gвозд - удельный расход воздуха на единицу инструмента, м3/ч;
nед - число единиц инструментов;
Фп - действительный расчётный фонд времени работы инструмента, ч
(Фп= 4015);
Кз - коэффициент загрузки;
В нашем случае годовая потребность в сжатом воздухе складывается из годовой потребности для пневмоинструмента и годовой потребности для краскораспылителей:
| Число пневмоинструмента, шт. : | 79 |
| Число краскораспылителей, шт. : | 8 |
 = 23668425 (м3);
= 23668425 (м3);
5.5.2 Годовая потребность в ацетилене:
| Число ручных резаков, шт. : | 38 |
| Число горелок для правки, шт. : | 32 |
Gацет=  = 213478 (м3);
= 213478 (м3);
5.5.3 Годовая потребность в кислороде:
Gкисл=  = 534397 (м3);
= 534397 (м3);
5.5.4 Годовая потребность в углекислом газе:
Gугл.=  = 43001 (м3);
= 43001 (м3);
5.6 Годовая потребность в воде:
Gводы=  ,
,
где  расход воды на 1000 т выпускаемой продукции, м3/т;
расход воды на 1000 т выпускаемой продукции, м3/т;
Gм - чистая масса металла на одно судно или секцию, т;
nс - количество судов.
· в производственной:
Gводы=  = 812378 (м3);
= 812378 (м3);
· на охлаждение сварочных головок:
Gводы=  = 116558 (м3);
= 116558 (м3);
· для хозяйственно-питьевых нужд:
Gводы=  ,
,
где  расход воды на одного работающего, л/чел;
расход воды на одного работающего, л/чел;
 количество рабочих дней в году;
количество рабочих дней в году;
 количество рабочих;
количество рабочих;
Gводы=  =1230 (м3);
=1230 (м3);
· для душевых:
Gводы=  =1640 (м3);
=1640 (м3);
· для умывальников:
Gводы=  =164 (м3);
=164 (м3);
Gволы общ.=  .
.
Gволы общ.= 124134 (м3);
5.7 Годовая потребность в паре:
Qп=  ,
,
где  - расход тепла на 1
- расход тепла на 1  здания, ккал/ч м3;
здания, ккал/ч м3;
H - количество часов в отопительном сезоне;
V - внутренний объём здания, м3;
i - теплота испарения, ккал/кг;
Qп = 0,553 ∙ 5040 ∙ 1658880/2,3 ∙ 106 ∙100 =20,1∙ 103 ккал/кг
5.8. Годовая потребность в электроэнергии:
· На питание электрооборудования:
 , где
, где
 - установленная мощность (выбирается из паспортных данных оборудования);
- установленная мощность (выбирается из паспортных данных оборудования);
 ,
,
где  - коэффициент спроса или одновремённости:
- коэффициент спроса или одновремённости:
- для сварочных трансформаторов и преобразователей: = 0,35 - 0,45;
- для механизированных стендов и листоукладчиков: = 0,35;
- для электродвигателей станочного оборудования: = 0,25;
- для электродвигателей кранов: = 0,15;
- для траспортёров: = 0,75;
- для прессов: = 0,25 - 0,35;
 годовой фонд времени работы оборудования (3935 ч);
годовой фонд времени работы оборудования (3935 ч);
 коэффициент загрузки.
коэффициент загрузки.
Таблица 5.8.
Спецификация оборудования и средств механизации.
| № | наименование | тип, марка, модель | технические характеристики | установл. мощность единицы оборудов., кВт | размеры, мм | масса, кг | кол-во, шт |
| 1 | Выпрямитель сварочный многопостовой | ВДМ-1601 | Номинальный сварочный ток 1600 А, номинальный сварочный ток одного поста 300 А. Количество сварочных постов 9. | 115 кВ*А | 1035x820x1630 | 750 | 31 |
| 2 | Автомат для дуговой сварки под флюсом деталей из малоуглеродистой стали. Источник питания ТДФ - 1001 | АДС-1000-4 | Номинальный сварочный ток 1000 А. Диаметр электродной проволоки 2-5 мм. Скорость сварки 12-120м/ч. | 82 кВ*А | трактор 1010х370х665 источник пит. 1200х830х1200 | 65 720 | 56 |
| 3 | Полуавтомат для дуговой сварки в среде углекислого газа стальным плавящимся электродом во всех пространственных положениях. Источник питания ПСГ-500. | "Гранит-2" | Номинальный сварочный ток 400 А. Диаметр электродной проволоки 0,8-1,6 мм. Скорость подачи электродной проволоки 150-1350 м/ч. Расход CО2 500-1200 л/ч. | 28 | механизм подачи 375х245х130 шкаф управления 570х425х520 источник пит. 1080х590х1010 | 9 50 500 | 216 |
 = 5686862 (кВт).
= 5686862 (кВт).
· На освещение:
·
 ,
,
где  полная площадь цеха, м2;
полная площадь цеха, м2;
 средний расход электроэнергии на м2, кВт/ч
средний расход электроэнергии на м2, кВт/ч
(  кВт/ч);
кВт/ч);
 количество рабочих дней в году;
количество рабочих дней в году;
 продолжительность одной рабочей смены;
продолжительность одной рабочей смены;
 количество смен.
количество смен.
 948950 (кВт)
948950 (кВт)
Таблица 6.1.
Расчёт годового фонда заработной платы.
| № | Категория работающих | Кол-во | Средняя годовая заработная плата, руб. | Фонд заработной платы, тыс. руб. | ||
| всего | в том числе | |||||
| на выпуск продукции | на цеховые расходы | |||||
| 1 | Производственные | 139 | 21910 | 3806719 | 3045375 | 761343,75 |
| 2 | Вспомогательные | 46 | 15337 | 705502 | - | 705502 |
| 3 | ИТР | 13 | 17528 | 227864 | - | 227864 |
| 4 | СКП | 5 | 14023 | 70115 | - | 70115 |
| 5 | МОП | 3 | 12270 | 36810 | - | 36810 |
| 6 | всего | 206 | 81068 | 4847010 | 3045375 | 1801634,75 |
Примечание. Дополнительная заработная плата производственых рабочих и различные виды доплат к прямой производственной заработной плате составляют 25% от её суммы.
Принимаем цену одного часа цеховыт за работ 13 руб..
Отношение всех цеховых расходов к фонду прямой заработной платы производственных рабочих представляют собой процент накладных расходов.
Таблица 6.2.
Смета стоимости зданий, оборудования и инструментов
| Цены на оборудование, руб. | полуавтомат ВД506(ист.)+ПДГ322М(под.) | 280000 |
| автомат АДФ 1250 + ВДУ1250 | 270000 | |
| Цены на инструмент и инвентарь, руб. | 6720 | |
| Стоимость здания, руб. | 181440 | |
| Стоимость оборудования, руб. | 6380000 | |
| Стоимость инструмента и инвентаря, руб. | ||
Таблица.6.3.
Смета цеховых накладных расходов
| № | Наименование затрат | Кол-во продукции | Цена за единицу продукции, руб. | Сумма, руб | ||||||||
| 1 | Зар. плата без прямой производственной | сумма цеховых расходов на зар. плату | 1371835 | |||||||||
| 2 | Начисление на зар. пл. всех категорий, % | 7,7% от фонда заработной платы | 282641 | |||||||||
| 3 | Энергия: | пар, т | на гор. водосн. |
| 10,27 |
| ||||||
| на отопл. и вент. |
|
|
| |||||||||
| вода, | городская | 2864 | 12 | 34368 | ||||||||
| техническая | 121270 |
|
| |||||||||
| электроэн., кВТ | силовая | 5686862 |
|
| ||||||||
| осветительная | 948950 | 0,89 | 844565,5 | |||||||||
| сжатый воздух, | 23668425 | 23 | 544373775 | |||||||||
| кислород, | 534397 | 5 | 2671985 | |||||||||
| ацетилен, | 213478 | 100 | 21347800 | |||||||||
| Годовые потребности во всех видах энергии по данным соотв. спец. частей | 570082404 |
| ||||||||||


| 4 |
Содержение и вознобн. инвентаря и инструментов на одного рабочего | 147 | 115 | 16905 | |
| 5 | Текущий ремонт, % | зданий и сооруж. | 1 % от сметной стоимости | ||
| оборудования | 2 % от сметной стоимости | 127600 | |||
| 6 | Расходы на охрану труда и т. б., % | 7,7% от суммы прямой произв. з. п. | 177010 | ||
| 7 | Амортизация, % | зданий и сооруж. | 2,5% от сметной стоимости | ||
| оборудования | 9,1% от сметной стоимости | 580580 | |||
| инстр. и инвентаря | 15% от сметной стоимости | ||||
| 8 | Транспорт, т | 46110 | |||
| 9 | Прочие расходы, % | 2% от суммы перечисленных выше затрат | 51131 | ||
| 10 | Всего цеховых расходов | 2607703 | |||
Таблица 6.4.
Сводная смета проекта – капиталовложения на строительство, %
| № | Статьи расходов | Сметная стоимость | Общая сметная стоимость | |||
| Строит. работ | Монт. работ | Оборудов., инструм., инвентаря | Прочих затрат | |||
| 1 | Подготовка на территории строительства | 0,3 | - | - | - | 0,3 |
| 2 | Объект основного производственного назначения | 59,2 | 6,0 | 0,6 | 24,6 | 90,4 |
| 7 | Благоустройства территории и цеха, | 0,2 | - | - | - | 0,2 |
| 8 | Временные здания и сооружения | 1,9 | - | - | - | 1,9 |
| 9 | Прочие работы | 1,1 | - | 1,0 | - | 2,1 |
| Итого | 65,7 | 6,0 | 1,5 | 24,6 | 94,2 | |
| 12 | Проектировочные и изыскательские работы | - | - | 2,2 | - | 2,2 |
| Резерв | 1,6 | 0,2 | 0,1 | 1,0 | 2,9 | |
| Всего | 64,3 | 6,2 | 3,9 | 25,6 | 100 | |
Заключение
Спроектированный сборочно – сварочный цех при заданных исходных данных обеспечивает изготовление узлов и секций для крупнотоннажных и среднетоннажных судов небольшой серии в условиях судостроительной верфи I класса. Определены и рассчитаны необходимые для производства продукции материальные и людские ресурсы.
При планировке цеха учитывались следующие основные положения: расположение оборудования, рабочих мест и средств механизации по принятому технологическому процессу; размещение производственных участков цеха и вспомогательных служб с учетом прогрессивных форм организации производства; обеспечение наибольшего выпуска продукции с 1м2 площади цеха при соблюдении условий для надежной и безопасной работы производственного персонала; бесперебойность поступления материалов, деталей и узлов на рабочие места, прямолинейность грузопотоков и кратчайшие пути перемещения материалов, заготовок и изделий в процессе производства с использованием механизированных транспортных средств, выпуск деталей и изделий для различных судов, аналогичных принятым в расчетной программе и соответствующих классу верфи; обеспечение межоперационного хранения материалов, деталей и узлов, внутрицехового и внутризаводского транспорта, подходов к оборудованию транспортных средств со стороны фронта загрузки оборудования и рабочих мест, а также к пунктам подключения переносного оборудования и вентиляционных установок, способов снятия и передачи деталей и изделий на последующие операции или из цеха; рациональное размещение работников технического персонала с максимальным приближением их к производственным участкам, которые они обслуживают; обеспечение эксплуатации и ремонта оборудования, контроля, планирования и диспетчеризации производства с использованием технических средств.
В основу плана расположения оборудования и рабочих мест принят архитектурно-строительный чертеж.
При выполнении работы были использованы различные технические условия, нормы и инструкции по разработке проектов и смет для промышленного строительства и данные из периодической печати, а также учебники, учебно-методические пособия и справочники по тематике проектирования верфей и промышленных зданий и сооружений.
Список используемой литературы
1. Галкин В.А. Справочник по сборочно–сварочной оснастке цехов верфи. – Л.: Судостроение, 1983.
2. Голота Г.Ф. Техническое нормирование судостроительных и судомонтажных работ. – Л.: Судостроение, 1987.
3. Голота Г.Ф. Техническое нормирование труда в судоремонте. Справочник.– Л.: Судостроение, 1983.
4. Кулагина М.А., Киселева Н.А. Основы технологического проектирования сборочно-сварочных цехов. – Л.: Судостроение, 1977.
5. Сырков А.К. Справочник по технологическому проектированию судостроительных верфей и цехов. – Л.: Судостроение, 1980
6. Фрид Е.Г. Устройство судна. – Л.: Судостроение, 1989
7. Основы механизации и автоматизации судостроительного производства. /Под общ. ред. Соколова В.Ф. – Л.: Судостроение, 1989.
8. Технология судостроения. /Под общ. ред. Мацкевича В.Д. – Л.: Судостроение.
9. Ашик В.В. Проектирование судов.: Учебник. – 2 изд., перераб. и доп. – Л.: Судостроение, 1985.
10. Бронников А.В. Проектирование судов: Учебник – Л.: Судостроение, 1991.
Содержание
Введение.
1. Назначение и расчётная программа цеха.
1.1 Назначение цеха и его роль в общем процессе постройки судна.
Определение расчётной годовой программы цеха
1.2 Пересчёт трудоёмкости для изготовления узлов и секций на судно
1.3 Разбивка корпуса судна на сборочные единицы.
2. Основные положения по организации производства и технологии изготовления типовых узлов и секций.
3. Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих.
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих.
3.2 Расчёт и оптимизация количества рабочих мест.
3.3 Расчёт и оптимизация количества оборудования.
3.4 Расчёт количественного и качественного состава работающих.
4. Расчет площади, выбор размеров и числа пролетов цеха, выбор подъемно-транспортных средств цеха
4.1 Расчёт общей площади цеха, выбор размеров и числа пролётов цеха.
4.2 Административно-конторские и бытовые помещения.
4.3 Расчет и планировка цеховых складов и кладовых.
4.4 Выбор подъемно-транспортного оборудования.
4.5 Разработка схем подключения энергосред.
5. Расчёт годовой потребности цеха в основных и вспомогательных материалах.
5.1 Потребности цеха в материалах.
5.2 Годовая потребность в прокате.
5.3 Годовая потребность в электродной проволоке.
5.4 Годовая потребность во флюсе для автоматической сварки.
5.5 Годовая потребность в горючих и сжатых газах при резке и сварке.
5.6 Годовая потребность в воде.
5.7 Годовая потребность в паре.
5.8 Годовая потребность в электроэнергии.
6. Расчёт себестоимости цеховой продукции.
7. Техника безопасности и охраны труда.
8. Технико-экономические показатели проекта цеха и их анализ.
Заключение.
Список используемой литературы.
Введение
Строительству особенно крупных и сложных предприятий и сооружений (а такими чаще всего являются именно судостроительные предприятия) предшествует разработка технико-экономического обоснования.
Технико-экономическое обоснование (ТЭО) является предпроектным документом, на основании которого принимается peшение об экономической целесообразности строительства нового судостроительного сооружения в том или ином районе страны.
В состав ТЭО входят: исходные данные о размере намечаемого строительства (класс судостроительного предприятия), его специализация, методы постройки судов, тип и размеры основных цехов и сооружений, площади территории верфи; обоснование потребности народного хозяйства в продукции проектируемого предприятия (сооружения), указания об источниках обеспечения производства сырьем, полуфабрикатами, электроэнергией, топливом и водой, кадрами, расчет капитальных затрат и срока их окупаемости, сведения о возможной кооперации.
На основе утвержденного ТЭО составляется задание на проектирование с обоснованием технико-экономической целесообразности строительства нового или реконструкции старого производства.
В задании указывают: наименование предприятия, здания или сооружения, основание для проектирования, район, пункт и площадку строительства, номенклатуру продукции и мощность производства (тип судна, серийность и годовой выпуск), режим работы, сменность работы, намечаемую специализацию, производственное и хозяйственное кооперирование, основные источники обеспечения предприятия при его эксплуатации и в период строительства сырьем, водой, газом, электроэнергией, кадрами, внешние транспортные связи, предполагаемое расширение проектируемого объекта в дальнейшем, намечаемые сроки и порядок осуществления строительства (в соответствии с утвержденными нормами продолжительности), стадийность проектирования, наименование генеральной проектной организации и строительной организации — генерального подрядчика, особые условия (например, условия присоединения к магистральным и городским сетям и др.).
Технический проект промышленного предприятия, цеха или другого сооружения обеспечивает возможность наиболее эффективно использовать общественный труд, материальные и денежные ресурсы как при строительстве, так и при дальнейшей эксплуатации объекта, осуществить строительство в намеченные сроки, определить общую сметную стоимость строительства и основные технико-экономические показатели проектируемого производства.
При разработке технического проекта указывают источники обеспечения проектируемого производства сырьем, материалами, энергией, водой и другими ресурсами, а также кадрами, составляют схемы транспортных потоков сырья и готовой продукции, определяют уровень специализации и кооперирования производства, дают описание технологических процессов, обеспечивающих высокую производительность труда и внедрение передовых методов организации, производства, указывают пути применения автоматизированных систем управления, принимают объемно-планировочные архитектурные и конструктивные решения по строительству зданий и сооружений, создают условия для научной организации труда и бытового обслуживания работающих, разрабатывают сметы капитального строительства и определяют технико-экономические показатели производства.
Расчетно-пояснительная записка технического проекта должна быть составлена кратко и ясно, без излишних подробностей и рассмотрения второстепенных вопросов. Графические материалы приводятся в минимальном объеме
При разработке рабочих чертежей не допускаются отступления от принятых в утвержденном техническом проекте решений, если они приводят к ухудшению основных техникоэкономических показателей или предусмотренных условий труда работающих, либо к увеличению стоимости строительства, установленной при утверждении проекта. В процессе разработки рабочих чертежей отдельные вопросы могут быть уточнены и детализированы, но лишь в той степени, которая необходима для производства строительно-монтажных работ индустриальными методами.
Назначение и расчетная программа цеха
Дата: 2019-07-30, просмотров: 352.